基于改进PSO-SVR算法的建筑结构钢板激光弯曲成形预测
2023-07-25高培云
高培云, 李 峰
(1.山西工程科技职业大学 建筑工程学院,山西 晋中 030619,E-mail: rasdsadaaa@163.com;2.太原理工大学 机械工程学院,太原 030024)
高层建筑结构钢在使用过程中会在表层区域受到外部载荷作用而产生较大残余应力并发生应变的现象,从而对部件的整体性能造成显著影响,容易引起机械结构在长期周期性载荷作用下形成裂纹以及造成腐蚀裂纹的情况,从而造成材料力学强度下降的结果[1-2]。激光弯曲成形加工技术的具体处理过程是采用高能激光束取代氧-乙炔烘炬并按照之前设置的路径实现板材表面的局部线状升温以及自然冷却的过程,从而使板材局部组织结构发生变形,由此得到具有特定外形的加工部件。其影响因素主要包含激光工艺参数、板材厚度、内部组织形态及其力学特性等[3-4]。
现阶段,测试不同激光工艺条件、板材外形尺寸以及材料组织结构特性引起的加工过程温度场与变形场差异,还有文献报道了边界效应对板材结构产生的抑制作用。目前主要形成了实验分析法与理论计算方法共两种主要研究手段[5-6]。考虑到采用重复性实验成本,实际得到的结果也存在明显局限性,针对不同的激光参数与板材尺寸需重新设计新的实验。而当需要加工特定弯曲角时,难以确定最佳组合参数[7-8]。
SVR算法能够满足非线性以及线性不可分的问题分析需求[9]。王秀凤[10]利用SVR算法来实现对板材表面温度最高值以及板材弯曲角的预测;李金华[11]则以SVR算法预测得到铝合金板材在激光弯曲成形加工期间的功率密度、成形角与扫描次数。本文实验测试数据为样本,根据训练得到的改进PSO-SVR算法预测对40CrMnNiMo钢板进行激光弯曲成形加工时的功率与扫描速度变化,由此获得满足板材弯曲角的最优组合参数,从而为实际生产过程提供指导价值。
1 激光弯曲成形实验
对于某一特定规格激光器,通常可以形成具有固定直径的激光束。实际板材弯曲角受到功率以及扫描速度的共同影响。本实验选择40CrMnNiMo钢板作为测试材料,将其加工成80 mm×80 mm×1.8 mm的方形结构,沿钢板上表面中心线进行激光扫描。激光器采用YLR-150/750激光设备,设定光斑直径为2.5 mm,保持输出波长为恒定的1 070 nm。
为得到对BP网络进行训练的样本参数,总共设定了100 W、200 W与300 W三种功率以及从10 mm/s按照间隔5 mm/s递增到30 mm/s的五种扫描速度来完成激光弯曲成形测试,再把实验得到的板材试样以自然冷却方式降到室温,同时测定了激光扫描线方向上的板材弯曲角,总共获得表1所示的15组数据。分别对各组参数开展五次重复测试,最后采用板材平均弯曲角作为最终参数。
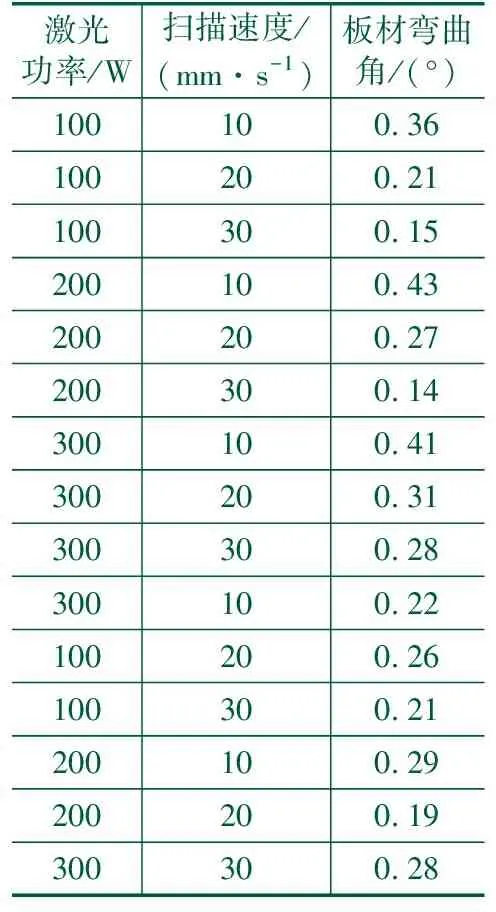
表1 40CrMnNiMo钢板的激光弯曲成形数据
2 改进PSO-SVR算法
2.1 SVR算法
支持向量机SVR算法最早是由Vapnik在上世纪90年代中期设计得到的一种处理小样本以及进行高维非线性回归预测、分类的算法。该算法对于非线性拟合过程具有明显优势,因此获得了广泛使用[12-13]。
S={(x1,y1),(x2,y2),…,(xi,yi)}(Rn,y)t
式中:xi∈Rn和yi∈y=R分别为输入和输出,i=1,2,…,l;R表示实数集
进行回归分析时,最终是为了利用组织训练集并训练获得函数y(x),接着根据y(x)设置新输入模型,获得相应输出模型。对线性ε支持向量回归机(SVR)通过非线性分划的方法构建非线性回归函数。核函数参数σ与惩罚参数C都对SVR回归预测精度存在明显影响,以经过改进处理的PSO算法获得最优C与σ,以此改善SVR算法有效性。
2.2 改进PSO算法
粒子群优化算法PSO是通过模仿鸟群捕食行为得到的一种算法。各个粒子都存在一个适应值与速度,也都掌握当前最好位置pbest与实际所在位置的信息[14]。同时,所有粒子还都掌握当前群体最优位置gbest。进行优化分析时,各个粒子都跟随最优粒子对空间内容实施搜索。对学习因子改进处理后,粒子在算法初期获得较强自我学习能力,具备更强的全局搜索性能;到后期时获得较强社会学习能力,促进了算法往全局最优解进行收敛的过程。
2.3 计算流程
(1) 先对PSO算法的各项参数进行初始化,包括最大迭代数G、粒子群数目n、权系数等,为SVR惩罚参数和核函数设置了合适的取值范围;
(2) 根据适应度函数fitness求解得到pbest和gbest;
(3) 通过迭代计算得到fmax、fmin、w、c1、c2;
(4) 实现粒子速度和位置的更新;
(5) 判断是否符合迭代条件,当结果符合时,输出最优参数,反之跳转到(2);
(6) 为SVR选择测试和训练样本,以PSO输出的最优参数完成训练过程,构建得到SVR算法;
(7) 以SVR算法完成样本测试,对状态函数输出结果进行预估,同时计算机构可靠性和灵敏度。
图1给出了经过改进后的PSO-SVR算法执行步骤。
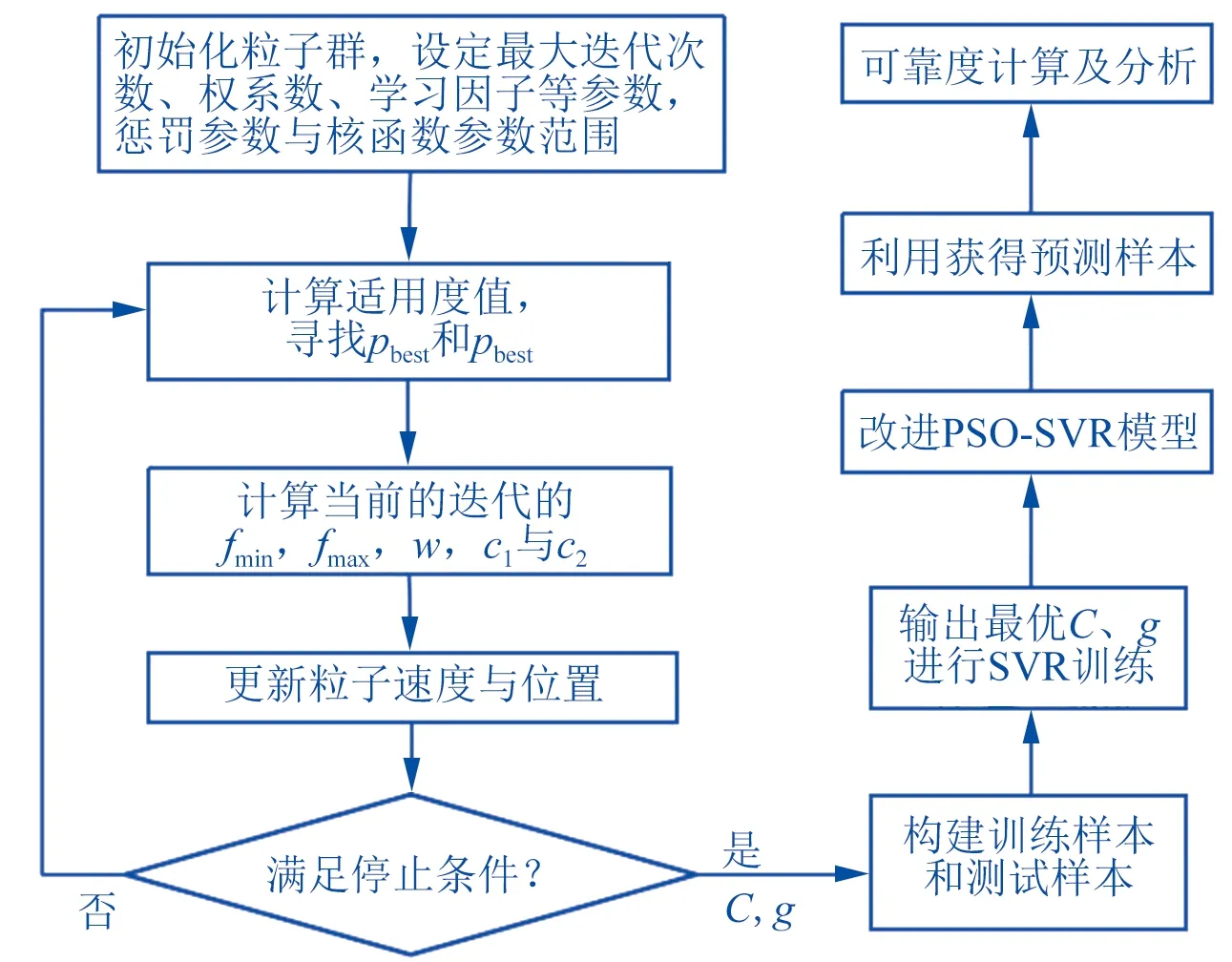
▲图1 改进PSO-SVR算法执行步骤
2.4 模型训练及验证
2.4.1 模型训练
选择模型进行处理的具体过程为通过梯度下降方法来控制网络实际输出与期望输出结果达到最低误差均方差。总共包含了信号前向传播以及误差反向传播二个过程,按照由输入至输出的过程得到计算误差。
本次建立模型中设置输入层节点数为2,同时设定输出层节点数为1。设定隐含层节点数为2~12。神经元个数介于6~12之间时处于一个合理的范围。以Tan-Sigmoid 函数构建隐含层,以线性函数构建输出层。
通过MATLAB建立2×12×1结构模型,再从表2归一化得到的结果中选择10组数据构成训练样本,对剩余5组数据进行验证[15]。选择具备较快运算速度的trainlm函数进行训练,控制最大迭代次数为1 500。以下为模型的两种训练情况:首先,从表1选择前10组功率与板材弯曲角组成输入层,输出层为扫描速度;之后,从表1选择10组参数的扫描速度与板材弯曲角组成输入层,再以功率组成输出层。利用剩余5组样本实施验证。
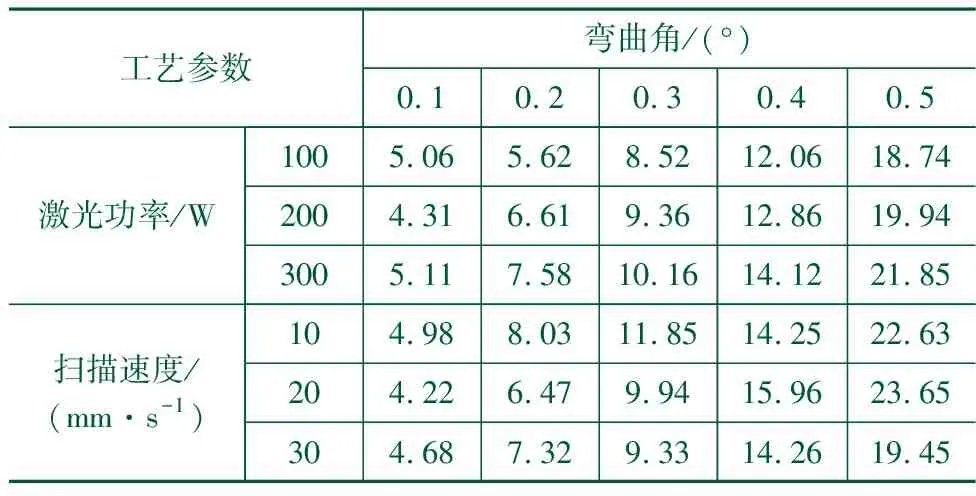
表2 线能量结果/(J·mm-1 )
2.4.2 模型验证
图2是在板材弯曲角以及功率确定的条件下预测扫描速度所得的结果,图3给出了板材弯曲角与扫描速度已知条件下预测功率的情况。分析图2~5可知,以经过训练后的模型进行预测获得的扫描速度与功率达到了跟样本真实参数一致的状态。
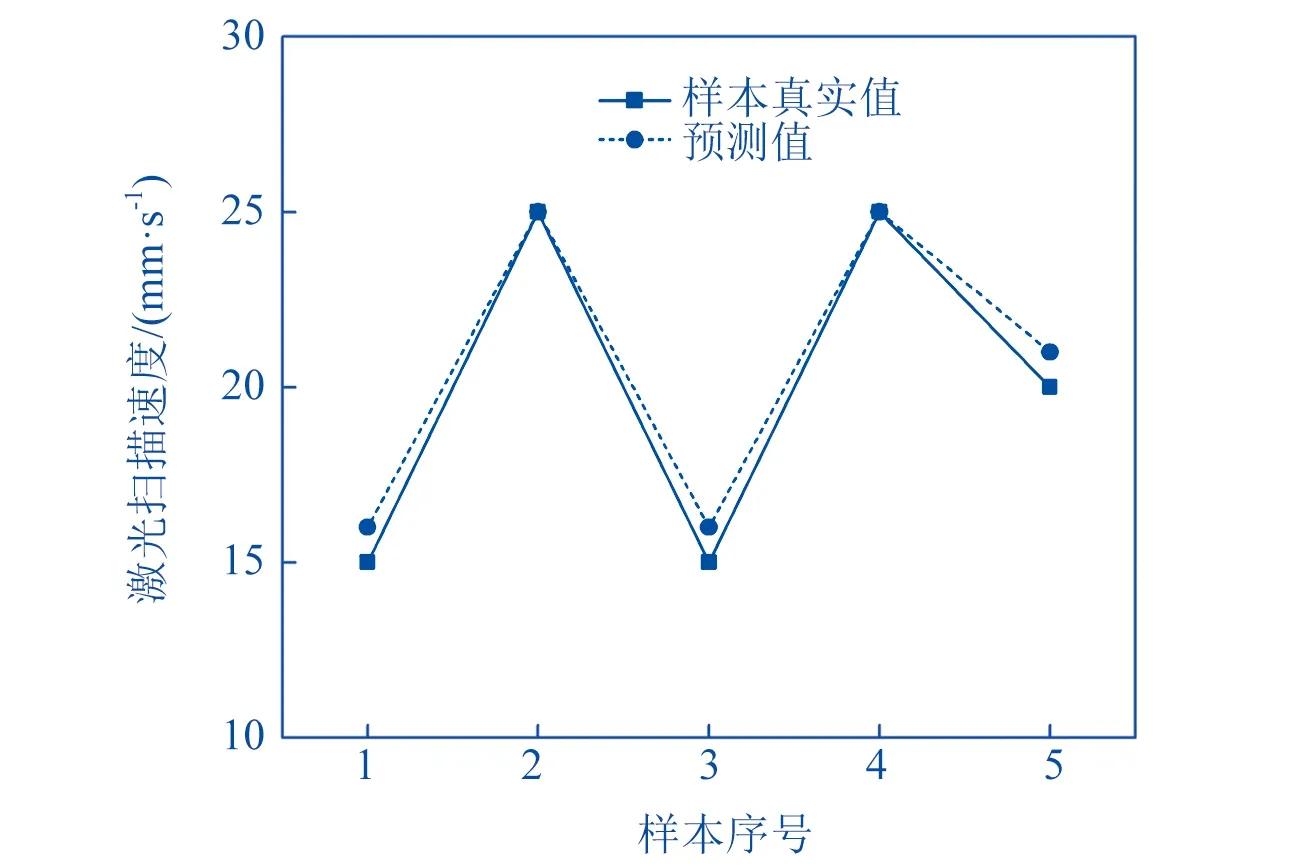
▲图2 扫描速度预测验证
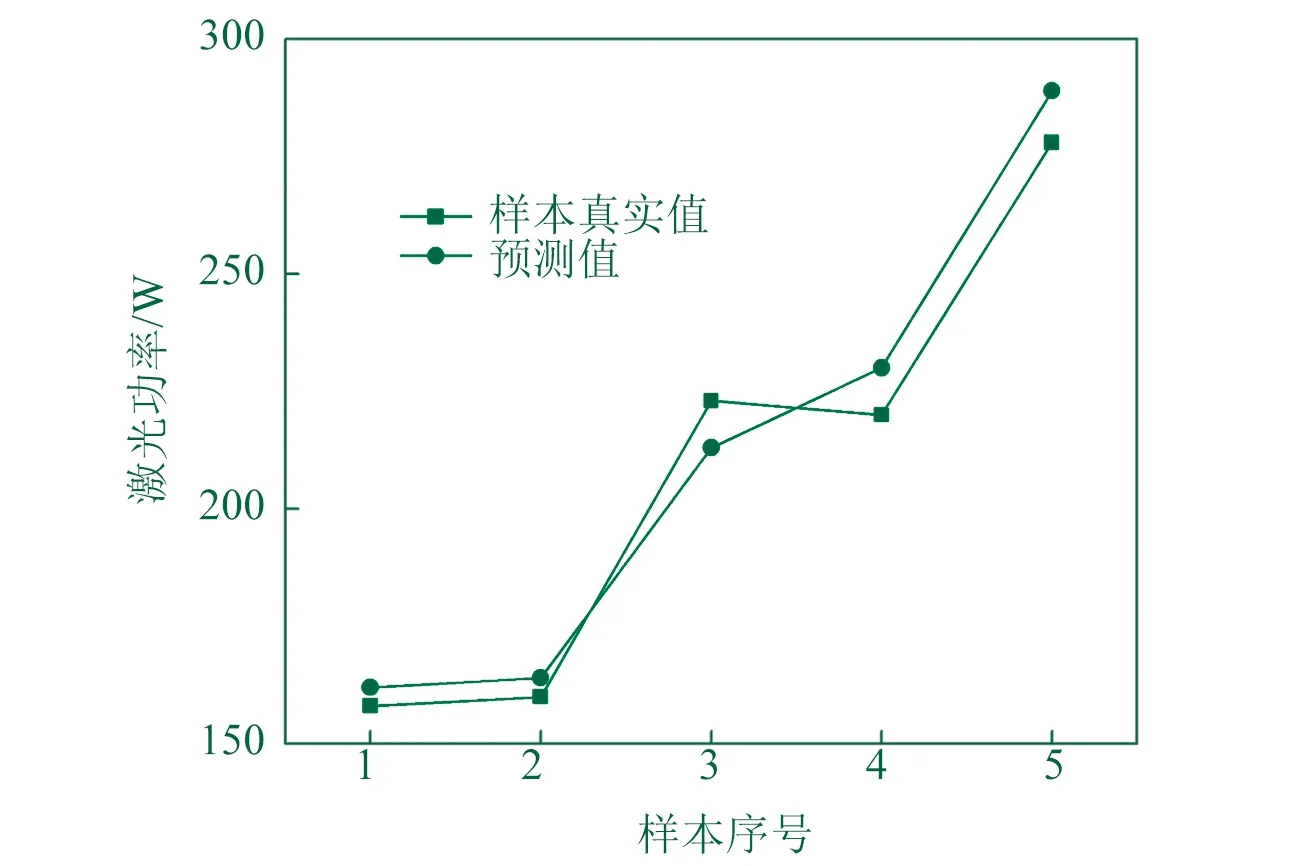
▲图3 功率预测验证
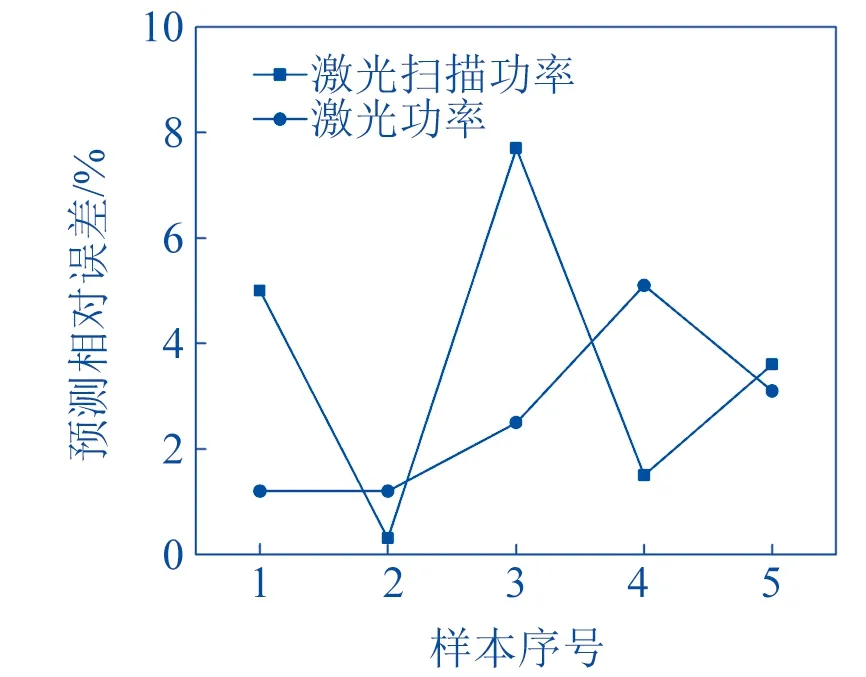
▲图4 预测相对误差
为了对预测误差进行精确分析,计算预测相对误差,图4给出了具体测试结果。根据图4可知,对扫描速度进行预测得到的相对误差介于0.29%~7.41%,预测功率得到的相对误差介于1.26%~5.13%,由此可以推断建立的模型能够精确预测功率与扫描速度,从而优化激光弯曲成形阶段的各项工艺参数。
3 工艺参数的优化
3.1 扫描速度的预测
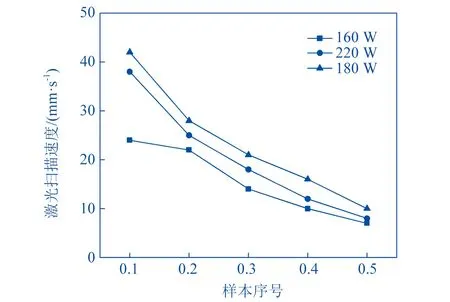
根据激光弯曲成形测试可以发现,40CrMnNiMo板材通过单次激光扫描测试得到的弯曲角介于0.1°~0.5°之间,对于功率为100 W、200 W与300 W,以及板材弯曲角介于0.1°~0.5°之间时,采用BP网络预测扫描速度,结果见图5。
▲图5 扫描速度预测结果
通过分析发现,当功率恒定时,增大扫描速度后发生了板材弯曲角的减小,同时弯曲角度一致的情况下扫描速度也出现了升高的变化规律。
3.2 功率的预测
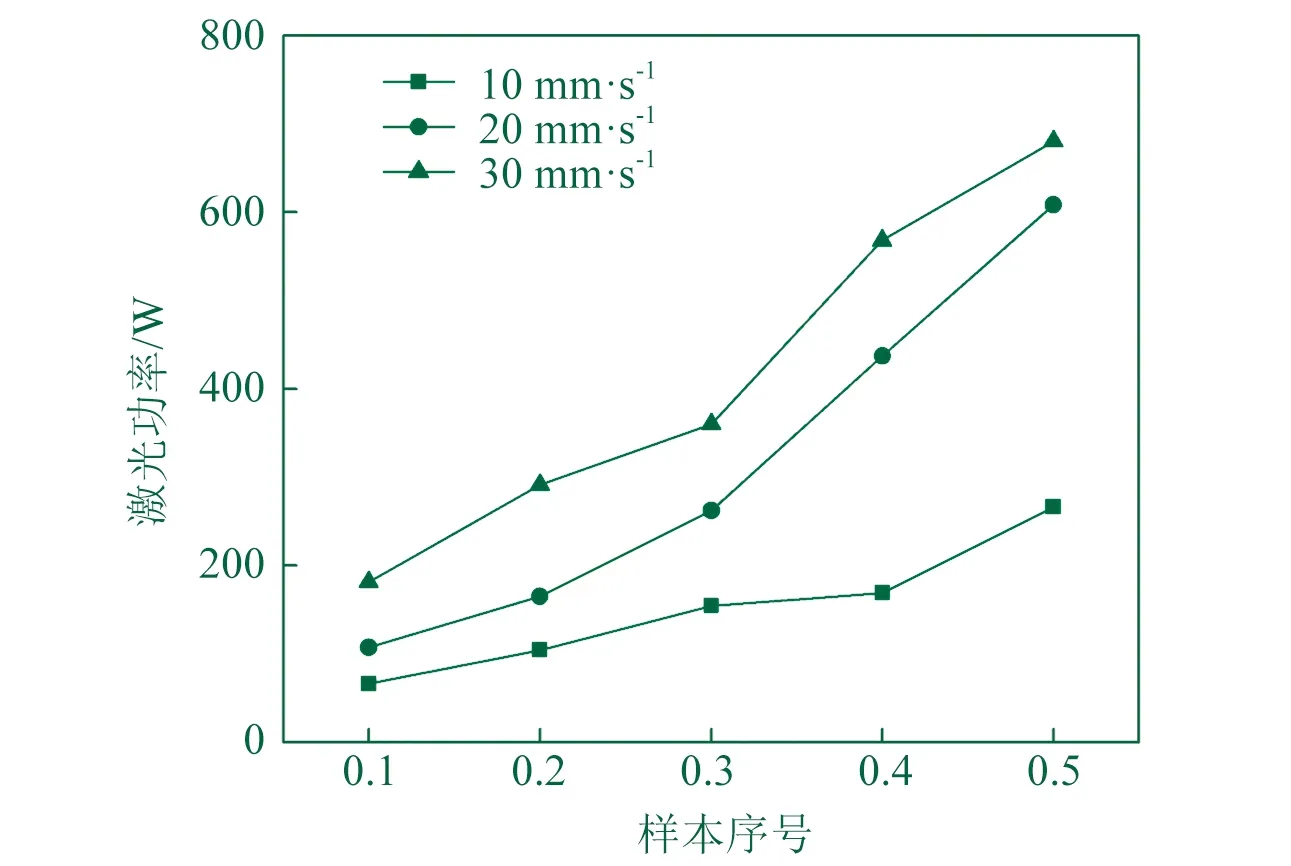
对板材弯曲角介于0.1°~0.5°范围内以及扫描速度依次为10、20与30 mm/s的条件下预测功率,得到图6所示的结果。结果发现,当扫描速度恒定的情况下,提高功率后形成了更大的板材弯曲角;并且提高扫描速度后,获得同样弯曲角需要的功率也逐渐升高。
▲图6 功率预测结果
3.3 最佳工艺参数组合的筛选
为实现定量分析扫描速度与功率的过程,分别计算了各个工况下的线能量差异性,整理得到表2所示的计算结果。根据表2可知,提高板材弯曲角后,加工板材达到了更高的线能量;当弯曲角度恒定时,各工况应满足的线能量也存在区别。以最低线能量的工况作为最优条件,通过筛选的方式从表2选择各弯曲角度下得到的最小线能量参数,再利用模型进行预测,由此获得各弯曲角度对应的最优组合参数。经综合判断,认预测工艺参数都是满足要求的。
4 结论
(1) 经过训练后的模型进行预测获得的扫描速度与功率达到了跟样本真实参数一致状态。建立模型能够精确预测功率与扫描速度,从而优化激光弯曲成形阶段的各项工艺参数。
(2) 提高功率后形成了更大板材弯曲角;提高扫描速度后,获得弯曲角需要的功率也逐渐升高。
(3) 提高板材弯曲角后,加工板材达到了更高的线能量。以最低线能量的工况作为最优条件,再利用模型进行预测,由此获得各弯曲角度对应的最优组合参数。
