V2500 短舱脱胶和分层损伤抑制方案分析
2023-07-23张小波苗广原中国南方航空股份有限公司工程技术分公司沈阳基地
■ 张小波 苗广原/中国南方航空股份有限公司工程技术分公司沈阳基地
0 引言
脱胶、分层损伤一直是V2500 发动机短舱部件主要的损伤类型,在所有损伤类型中占比较高,这与短舱部件具有的夹层/层压结构密切相关。短舱部件运行过程中频繁出现的脱胶、分层损伤,严重影响了部件运行的可靠性和安全性,易造成飞机停场或部件大量拆换送修,且带来高昂的运行维护成本。然而,现行结构维修手册中的修复方案在飞机运行过程中并不容易实施,因此选择合适的时机介入并高效地完成对短舱部件的检修、充分抑制损伤的发展非常必要。
1 V2500 短舱部件损伤类别统计及分析
对V2500 发动机短舱前环、尾喷、反推C 涵道、反推平移门和风扇整流罩等5 种部件的维修记录进行统计分析,得出各部件出现的主要损伤形式及其占比,如图1~图5 所示。从统计数据可以看出,前环的主要损伤形式为金属丝网损伤;尾喷的主要损伤形式为脱胶和裂纹;C 涵道的主要损伤形式为磨损;平移门的主要损伤形式为分层和脱胶;风扇整流罩的主要损伤形式为脱胶、分层和紧固件孔扩大。根据送修经验,前环金属丝网结构较其他部件更为特殊,一般在翻修时更换金属丝网,以彻底修复损伤;尾喷脱胶损伤主要发生在尾喷管6 点钟位置,损伤抑制方法为焊接修理。除此之外,脱胶和分层损伤普遍存在于反推平移门和风扇整流罩中,脱胶和分层损伤在两种部件中的占比之和超过50%,与这两种部件均为夹层/层压结构紧密相关。
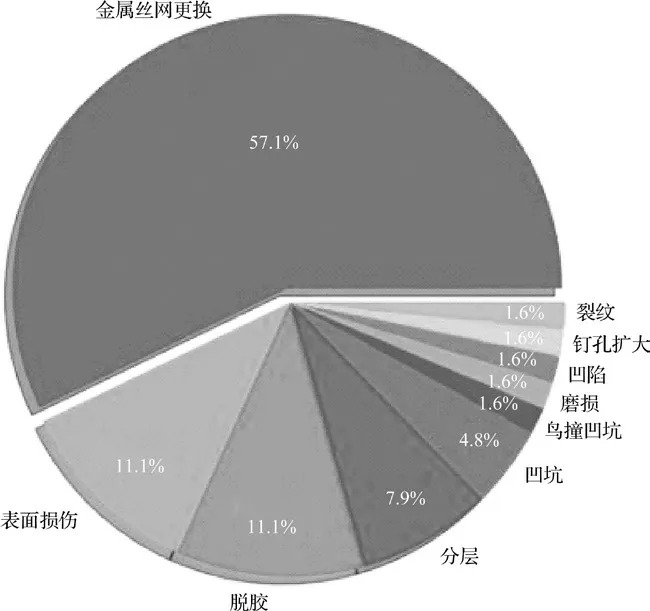
图1 前环的主要损伤形式及占比
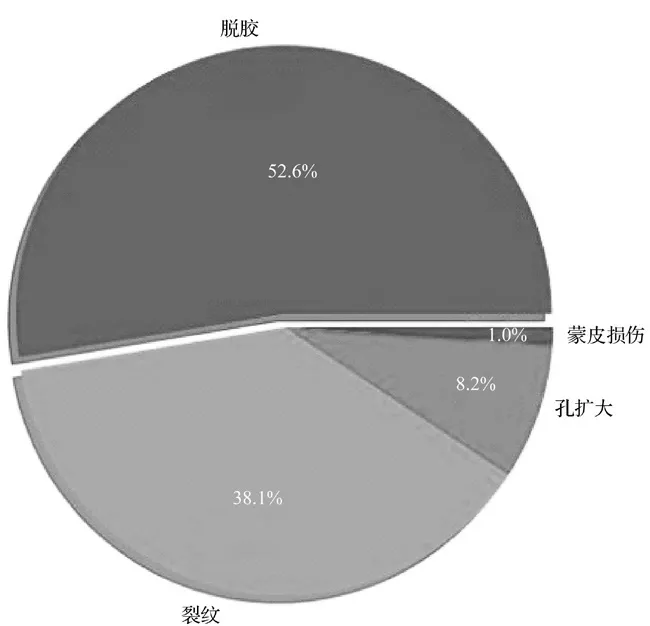
图2 尾喷的主要损伤形式及占比
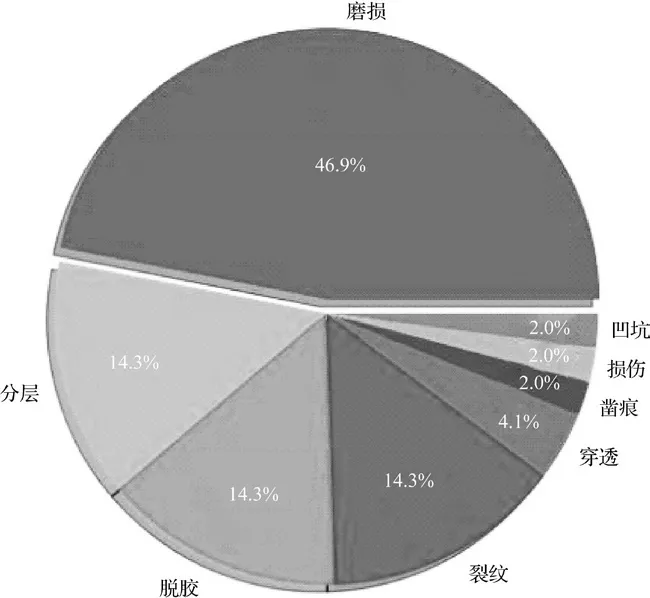
图3 反推C涵道的主要损伤形式及占比
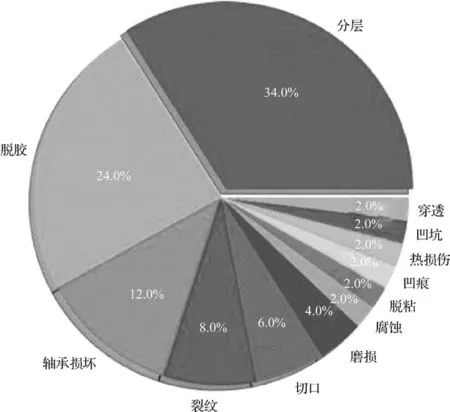
图4 反推平移门的主要损伤形式及占比
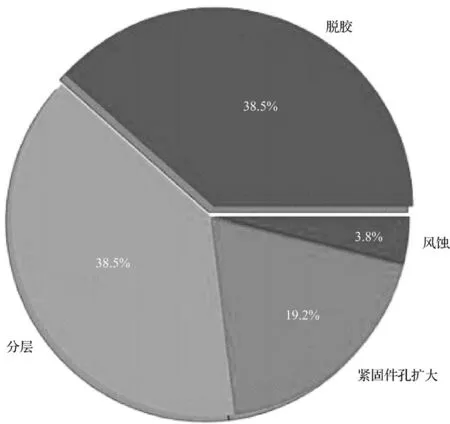
图5 风扇整流罩的主要损伤形式及占比
2 V2500 短舱部件中的夹层/层压结构
夹层三明治结构和层压结构是民用航空器复合材料结构的主要形式,主要应用于飞机舵面、整流罩、货舱衬板等区域。夹层结构由蜂窝芯与两层层合蒙皮胶接组成,层压结构则由纤维与树脂组成。这两种结构主要分布于V2500 发动机短舱中的反推平移门和风扇整流罩,主体结构均为铝蜂窝和碳纤维胶接的夹层结构,反推平移门外筒为碳纤维铺层的层压结构,如图6、图7 所示。反推平移门和风扇整流罩分布在外部整流和易受热区域,因此易出现脱胶、分层等损伤。另外,风扇整流罩因大面积采用了纤维/铝蜂窝夹层结构,容易受外来物、雹击影响,在冰雹天气环境下可形成较大范围的脱胶/分层损伤。
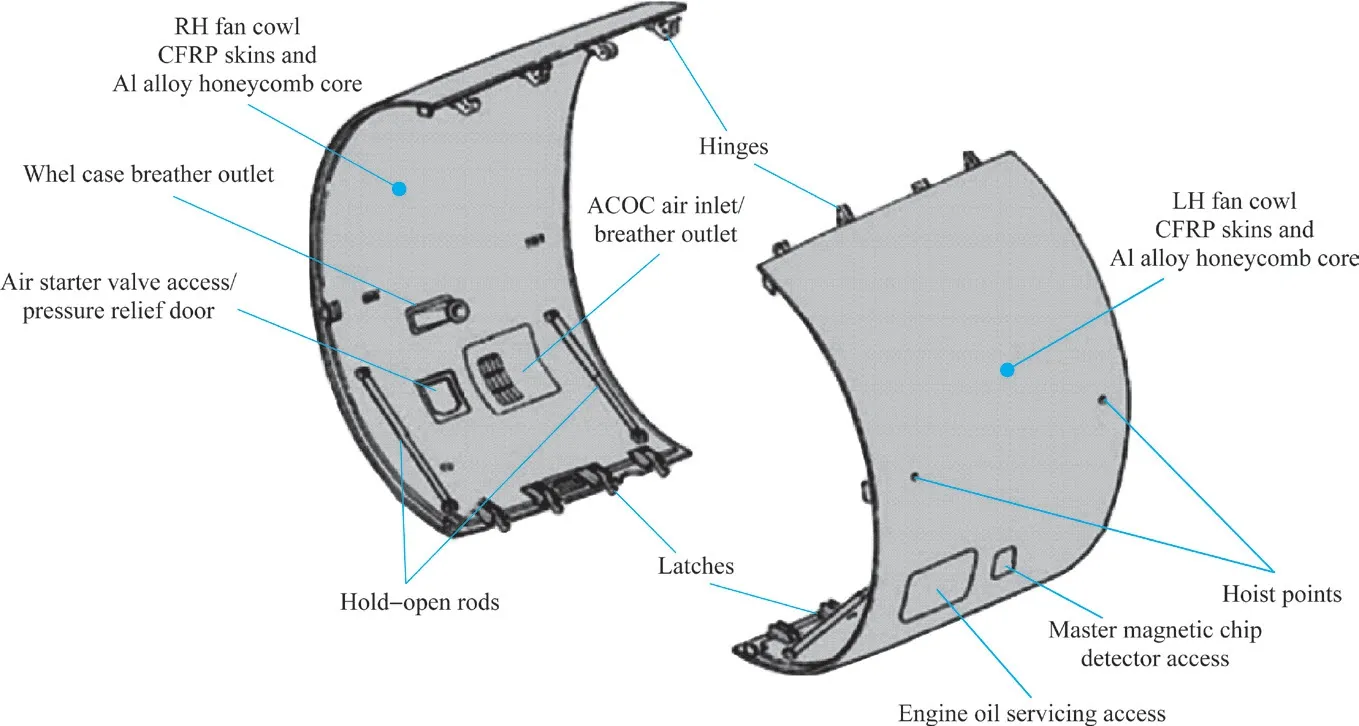
图7 V2500风扇整流罩结构示意图
3 脱胶、分层损伤机理
脱胶和分层损伤通常发生在层压结构两层间的界面上、沿两种成分间的胶接线以及在夹层结构的面板和芯子之间发展。分层的形成多是由于在层压板自由边界、基体裂纹或结构细节处(即高曲率、陡的层数变化)的应力集中,或因较差的加工过程以及低能量冲击造成的;脱胶的形成与分层相似。最主要的原因是在两成分间沿胶接线已无胶接力。两种损伤一般可通过敲击检查、热成像检查等NDT 方法检测出并明确损伤范围。
分层和脱胶引起对飞行安全的威胁,因为这些损伤将层压板或胶接连接件分成很多子层,从而降低了结构的稳定性和强度,降低了胶接结构装配件的有效刚度。损伤出现后,随着时间的推移,损伤面积有不断扩展的可能性。在某些情况下,承受重复载荷时,分层和脱胶会增长,继而在受压缩或剪切时造成灾难性破坏。
4 脱胶、分层损伤的抑制方法
在波音、空客现役飞机的SRM 手册中,对于复合材料夹层/层压结构的脱胶、分层损伤,采用的是斜坡挖补胶接修理方法,包括预浸料修理和不同固化温度条件下的湿铺层修理,如图8、图9 所示。
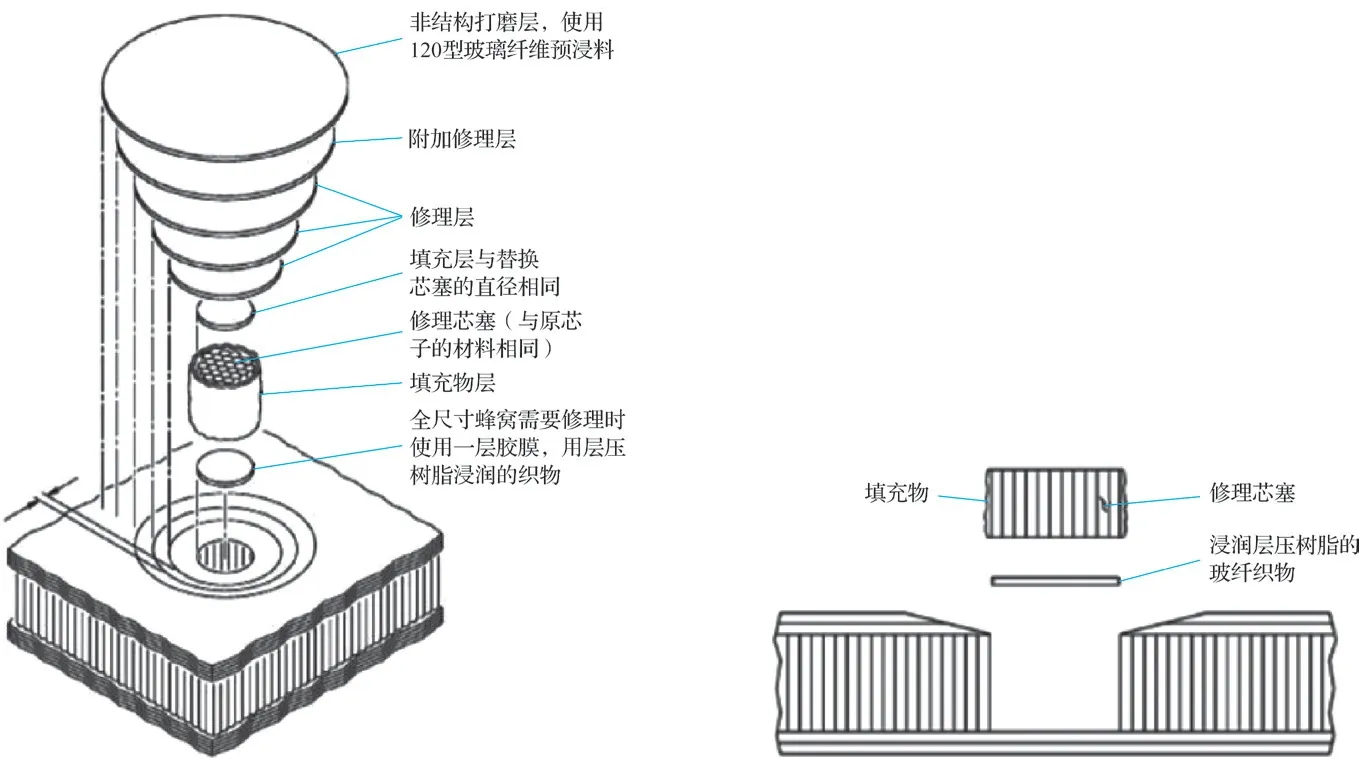
图8 预浸料修理
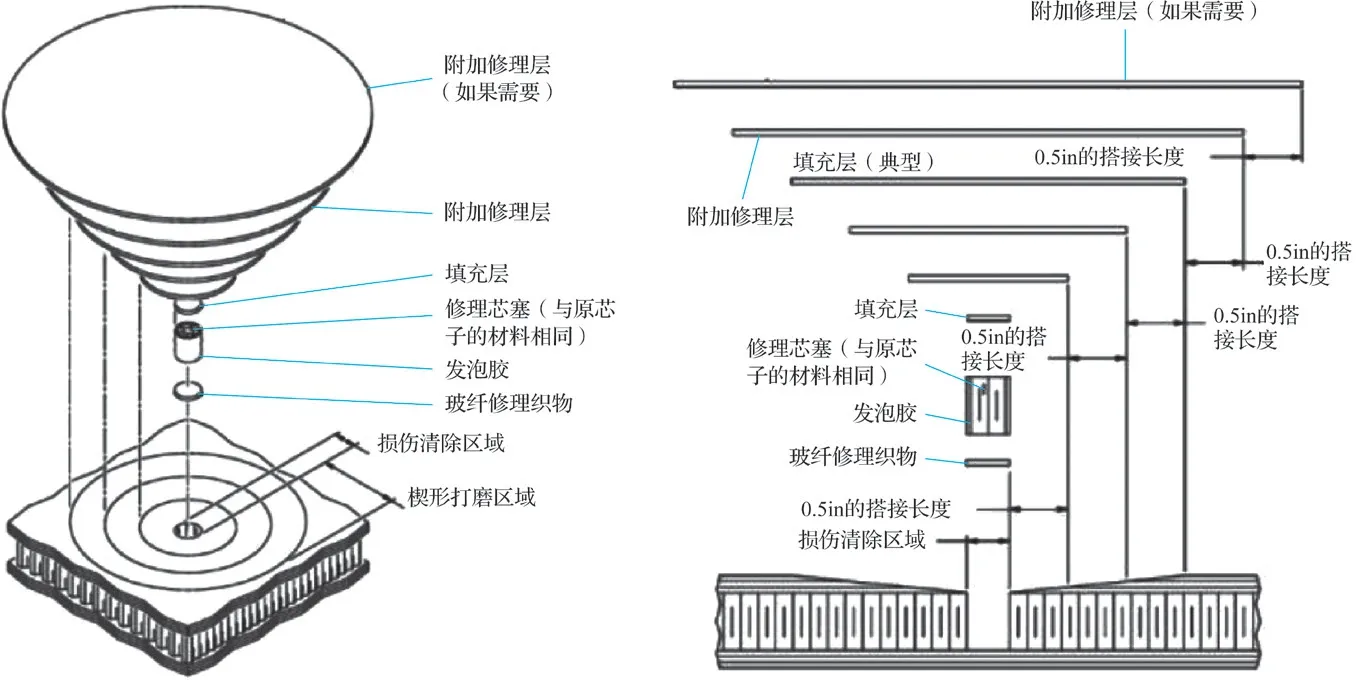
图9 室温湿铺层修理
湿铺层修理法是现场调配树脂,并浸渍纤维织物,制作成修理补片,然后逐层铺放到修理区域,进行封装固化。优点是材料存储方便,价格低廉,没有低温保存的要求;缺点是固化温度较低,固化时间长,而且修理后不能完全恢复其强度和耐久性。预浸料修理通常被称为干法修理,采用预浸料和胶膜作为主要的修理材料,并且这两种材料都要存储在冰箱里保持使用寿命。优点是制作方便、干净,固化后强度较高,通常作为永久性修理方案;缺点是材料的存储需要低温,保质期小于树脂,而且还有曝光率累计时长限制,订购流程烦琐,发货周期长,固化一定要高温,一些小的修理站不能满足设备和工艺的要求。胶接修理一般是通过去除损伤后恢复修补材料并使用加热毯加温的方式修理损伤,主要工序有除湿、清除损伤、打磨和清洁损伤区域、修理、封装和固化以及固化后的检查和打磨。
上述损伤抑制方法在实际维护过程中大多为永久修理。由于需将受损部件离位接近且实际修理方案中加温次数较多,往往需要耗费一定量的时间,在实际维护中并不容易实施。以V2500 NSRM 中风扇整流罩夹层结构典型修理方案为例,除湿步骤要求6h,修理步骤要求固化填片和修理片各120min;若蜂窝和表面金属网受损,还需更换蜂窝芯和恢复金属网,蜂窝芯固化时间为60min,金属网固化时间为220min;加上升温、降温、修理准备、封装等步骤,以及拆换部件所需时间,完成整个修理的理论耗时大致为12 ~20h。在飞机正常运行期间,很难找到合适的停场时间予以实施,给生产安排和质量管理工作带来一定的压力。
5 短舱工程管理方案改善设计
针对V2500 发动机短舱部件夹层/层压结构损伤抑制方法在日常维护工作中实施困难的情况,可以选择在周期较长的定检或其他维护工作中安排相关部件的检修工作。因此需要在现有维修方案的基础上,选择合乎损伤发展规律的时机介入,尽量在损伤形成初期及时采取抑制措施,避免损伤不断拓展,超出结构修理手册方案范围而增加维护成本。这就需要对相关部件的维护数据进行分析,获取损伤发展规律,拟定检修介入的部件运行门槛值或时间点。以V2500 风扇整流罩为例,对风扇整流罩脱胶和分层维护数据进行统计和分析。首先选择合适的飞行小时间隔,统计各个飞行小时区间内风扇整流罩出现损伤的数量,初步获取出现损伤的时间规律,并进一步合并或重新划分间隔,明确损伤频发的主要飞行小时区间,如图10 所示。从图中可以看出,部件运行时长超过20000FH 后,分层、脱胶损伤频发。因此,初步确定风扇整流罩损伤抑制介入的门槛值为20000FH。
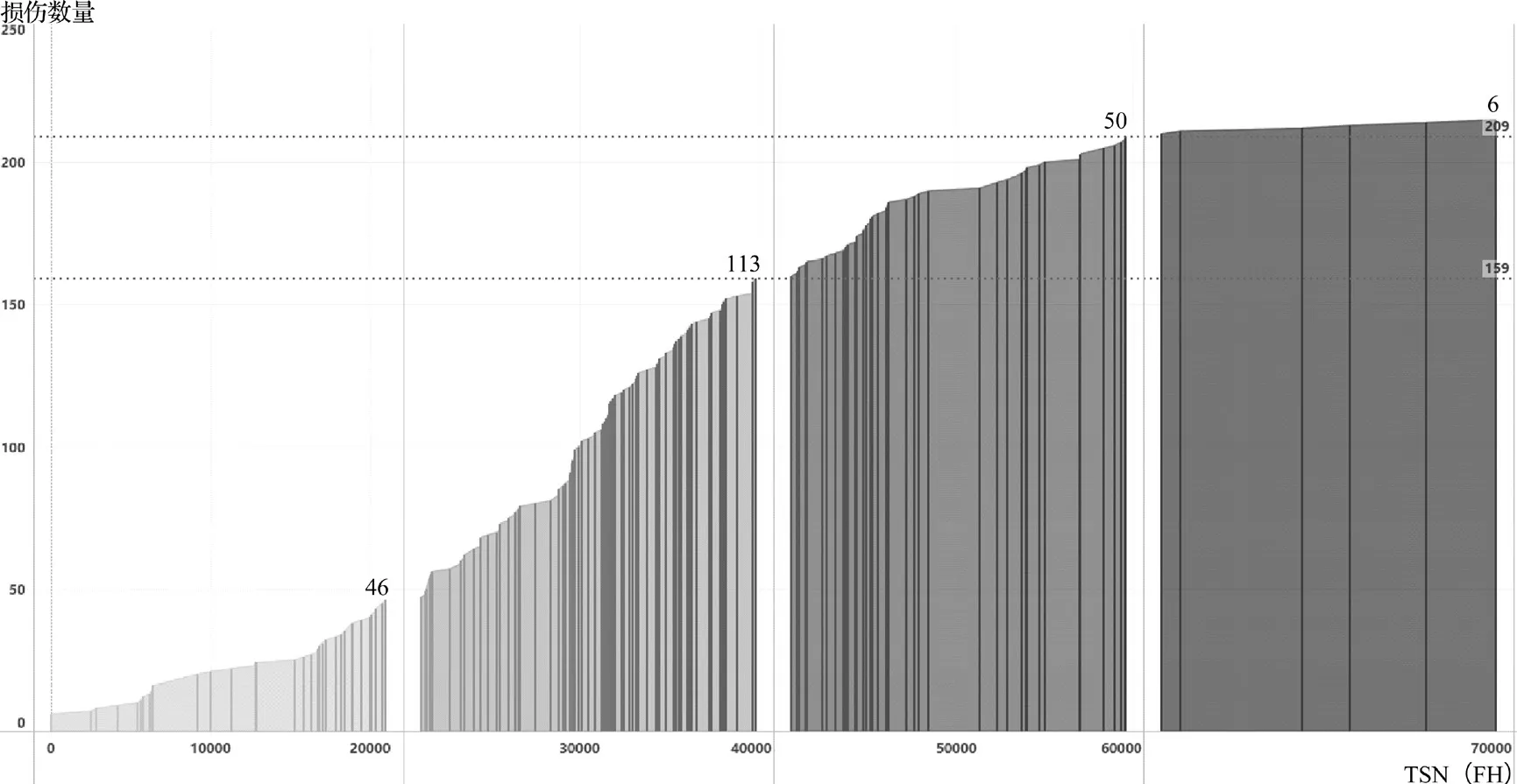
图10 V2500风扇整流罩脱胶/分层损伤对应飞行时长分布
在V2500 发动机短舱部件运行过程中,可以根据上述结论尝试在部件运行至关键门槛值前后,结合周期较长的维护活动,对相关部件进行检修,抑制夹层/层架结构出现脱胶/分层损伤,提高部件运行可靠性。另外,对于超出现有结构手册修理方案范围的损伤,OEM能够在一定范围内提供修理方案,应做好OEM 修理方案的搜集和积累工作,摸索出OEM能够提供方案的损伤范围、不同损伤修复的具体方法以及厂家回复的周期规律,为检修工作的生产安排提供有力支持。
6 结论
对于V2500 发动机短舱部件,脱胶和分层一直都是出现频率最高的损伤类型,且主要出现于反推平移门和风扇整流罩两种部件上,这与上述两种部件大面积采用的夹层/层压结构密切相关。由于受到裂纹、应力集中或能量冲击的影响,夹层或层压结构纤维之间或纤维与蜂窝芯之间出现脱胶或分层损伤,且随时间推进而逐渐拓展,对短舱部件结构的安全稳定性造成威胁。
对于夹层/层压结构的脱胶、分层损伤,波音和空客采取的抑制手段均为湿铺层修理和预浸料修理,可满足不同结构的寿命延伸需求。但因其施工步骤较为烦琐,加温固化环节所需时间较长,导致整体修复过程耗时长,不宜在日常维护活动中实施。
为了能够预防性地抑制短舱部件的脱胶、分层损伤,需要选择合适的时机,结合周期较长的维护工作,对相关部件进行检修。本研究对相关部件的维护数据进行统计、分析,初步获得了损伤发展与部件运行时长之间的规律,依此拟定介入门槛值或时间点,及时检查、抑制已有损伤,避免损伤扩展,提高短舱部件的运行可靠性。
