一种预灌封插针自动化系统的研制
2023-07-08周大威耿传熙张加杰阮蒙宇
罗 坚,周大威,耿传熙,张加杰,阮蒙宇
(迈得医疗工业设备股份有限公司,浙江 台州 317600)
预灌封注射器广泛应用于生物制品、生化类产品、抗血栓药、美容产品等产品的包装。因其体积小,便于携带,能够可靠地提供精确的药物剂量且污染风险低等优点,近年来预灌封注射器在医药市场的需求急剧增长[1]。预灌封注射器一般为组合件,主要由管套、活塞、推杆、锥头和护帽组成,带注射针的为针头嵌入式,由针管、针头护帽、活塞和推杆组成。
目前针头嵌入式预灌封注射器在装配过程中存在以下问题:针和针筒是靠胶水黏结的,一般上针机构都是针自由落体通过合模板然后掉入针筒内。但是该设计要求针筒内是有托针的结构,一般有2 种设计。
一种是针筒物料本身就设计成托针形式,如图1所示。但是物料的批量制造成型存在尺寸误差,针筒是玻璃加热时中间插入钨丝来开内孔的,针筒内径为Φ0.6 mm,下方托针口为Φ0.4 mm,要求钨丝最小直径要小于0.4 mm,小直径的钨丝很容易损坏,需要经常更换,耽误生产时间,批量制造成本增加,因此预灌封一般都为通孔。第二种为载具上有台阶顶着针筒与针,但是载具结构伸入针筒内部会造成污染,存在风险。
1 设备的结构及工作原理
1.1 预灌封插针工艺要求
预灌封插针机是靠载具上的夹爪一起抓着针和针筒,后续进行点胶黏结。插针要求如下:针进入针筒的深度为7 mm,针与针筒最终垂直度不得超过2°;内孔上方有倒角,针筒内孔为Φ0.6 mm,实际以Φ0.6 mm限位针的深度只有5 mm,针的直径为0.5 mm。由此可见针只要插入针筒内,即可达到垂直度要求。因针筒入口有较大倒角,所以插针的精度不局限在(0.6-0.5)/2=±0.05 mm。实验验证,针有韧性能够稍稍弯曲,且插针夹爪会换手给保持针的夹爪,针的弯曲会恢复,实验得出针在偏离针筒中心0.35 mm 后无法进入针筒内部。所以要想插针成功,插针时针与针筒中心的位置不得偏离0.35 mm。
1.2 预灌封插针机结构设计
为完成最后的插针动作,要保证针筒的夹爪及插针的夹爪重复精度要高。根据工艺要求设计了一款超高精度的手指夹,结构如图2 所示。夹持重复精度达到±0.01 mm,同时用于保持针筒、保持针、插针用。夹持部分的结构设计采用夹爪方式夹紧及保持物料垂直度,夹爪无气管电线连接,采用弹簧力机械开夹的方式,在实现物料夹紧的同时不影响物料进行环形移栽。
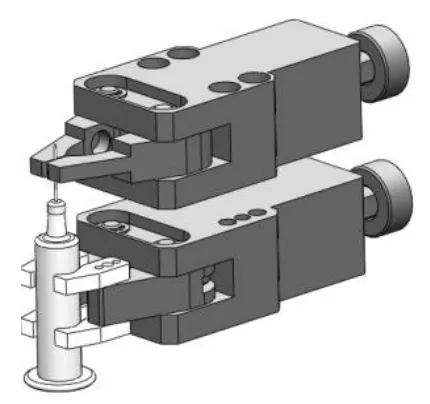
图2 物料夹持方式
夹爪分为夹头、开闭关节、弹簧及拉杆几个部分,开闭结构采用凸轮结构[2],开闭关节结构如图3 所示。

图3 开闭关节结构示意图
往右拉动拉杆,夹头在弹簧1 的作用下打开,松开拉杆,在弹簧2 的作用下拉杆回缩,夹头夹紧。夹头分为3 种形式,即针筒夹头、针管夹头和插针夹头。针管夹头采用平面夹的方式,因插针夹爪已定位好针管位置,该夹爪只需扶持针管,采用平面夹减少了伤针风险,降低了加工难度,与开闭关节零件做成一体,简化了零件结构;针管夹头采用V 口夹,定位针管位置,因两边V 口夹为支点开闭形式,所以针筒外径误差会影响针筒的定位位置,已知针筒外径误差为直径(10.85±0.10)mm,按物料最大尺寸和最小尺寸分别进行夹持位置状态模拟,得出物料位置偏差为±0.016 mm。
1.3 预灌封插针动作分析
将针在放针板上铺上一层,然后靠顶针片从下方将针顶起,顶针片上的凹槽只能容许有1 根针存在,这样就把针从一层针内单独分出。顶针片向上运动,将针顶到上方的吸针块上,顶针片下方有弹簧浮动结构,可以确保针接触到吸针块,提高吸针合格率,如图4 所示。
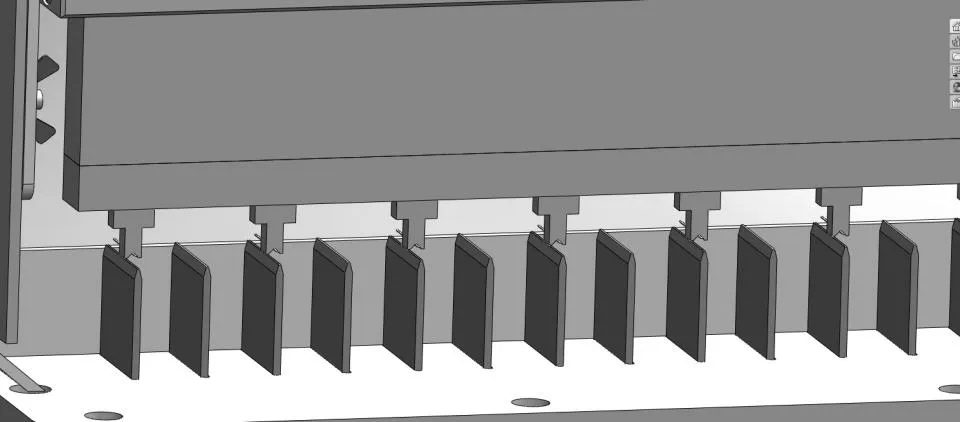
图4 吸针结构
针被吸在吸针块上后,顶针片下降脱离开,吸针块通过旋转机构旋转85°将针变为垂直于针筒,然后插针夹爪将针夹住,旋转吸针机构旋转回原位,如图5所示。
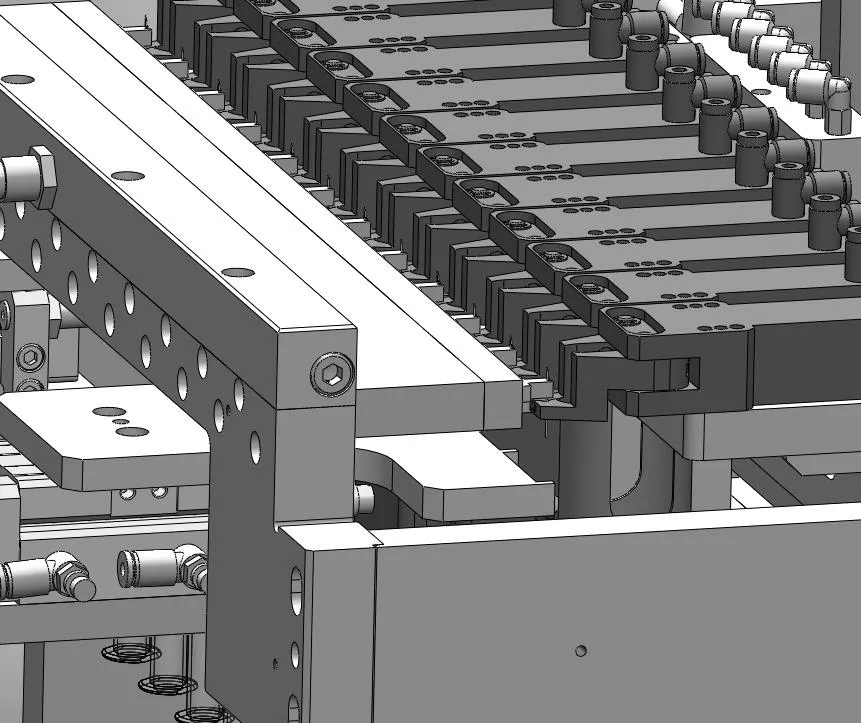
图5 旋转吸针机构
插针夹爪下方有个定尾端的平面伸出,插针夹爪下降让针尾端直接接触平面直到所有针的尾端都保持在1 个平面上。插针夹爪上升,定尾端的平面缩回。载具上的针管夹头打开,插针夹头将针插入针筒,针管夹头关闭将针保持住,插针夹头打开上升,整个插针动作完成,如图6 所示。

图6 插针动作示意图
2 插针机控制系统设计
2.1 控制系统整体设计
整套控制系统的任务是采用直线电机运动控制算法对注射筒体进行有序搬运[3],将产品运输到各个组装检测工位,进行有序组装,对产品进行检查,根据检查数据将产品进行有序区分。通过触摸屏对程序进行监控,实施传输生产运行状态、生产数据、产品信息等内容,并进行型号切换等人机操作。整机控制流程如图7 所示。

图7 整机控制流程图
2.2 PLC 控制系统
本设备整体以PLC 为控制核心,IPC(Industrial Personal Computer)作为上位机数据采集系统,完成直线电机运动控制、伺服气缸搬运、机器人自动抓取等功能,控制系统硬件布局如图8 所示。核心的功能在于直线电机的多轴伺服运动定位控制[4],实现任意位置停止,任意中心距调节生产,大大提高了载具的运行速度和生产效率。
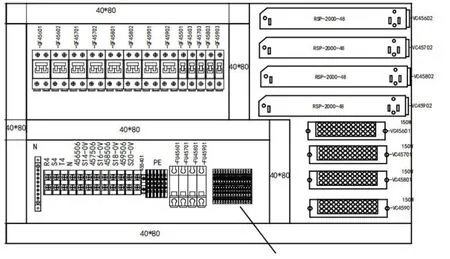
图8 控制系统硬件布局图
2.3 人机界面设计
本设备使用Proface 触摸屏和NetScada 上位机数据采集系统,通过与PLC 和机器人进行组态,能够实现设备的运行监控及操作[5]。根据设计的实时性原则,触摸屏以自动运行画面为主画面,配有配方选择画面、模式功能选择画面、参数设定画面、手动操作画面和报警画面等模块组成。人机界面主画面如图9 所示。

图9 人机界面主画面
3 结论
本设备通过插针夹爪和吸针结构设计,结合预灌封针头装配工艺,实现了全自动装备机构方案的设计,同时,通过采用高速磁悬浮直线电机和伺服力矩控制实现了高速高质量预灌封针头的装配生产,为医用针头装配工艺提供了很好的实验和中试的验证基础。
