浅析如何减薄冰箱冷冻风道
2023-07-04马小军
吴 峰 马小军
(惠而浦(中国)股份有限公司 合肥 231283)
引言
随着消费升级,整体式家居逐渐成为主流趋势,冰箱作为一个大型家电,需要完美融入整体式家居环境。一方面需要提升冰箱容积,同时也要减小其占地面积,超薄冰箱在这样背景下应运而生。风冷冰箱的冷冻风道组件位于冰箱内部,占据了冰箱很大的内部空间,需要除去繁冗和不合理的部分,让其所占空间减小,增加冰箱容积率,提升用户房屋的空间利用率。
一般风冷冰箱冷冻风道放置于冷冻室,安装在箱胆后背,其组成零部件包括蒸发器、后风道盖板保温层、后风道后盖板、风机、风腔、前风道盖板保温层、前风道盖板等,其工作原理为通过蒸发器制冷得到冷空气,风机通过风腔把冷气送到间室各个部分,带动箱内空气循环。近年来随着离心风机在冰箱上的应用普及,逐渐替代了传统的轴流风机,风道厚度因此减薄了(20 ~30)mm。
然而配备离心风机的冷冻风道组件厚度依然在(90 ~120)mm 之间不等,对于大容量冰箱来说,其占据容积多大(40 ~60)L,依然存在很大的压缩空间,对于冰箱减薄,提升容积率来说意义重大。
冷冻风道组件作为冰箱重要制冷部件,对冰箱制冷性能影响较大。如何将冷冻风道组件厚度减薄而不影响冰箱整机制冷性能,需要化整为零,从冰箱风道组件每个零部件上着手,分析其子部件减薄可能性,探讨整个冷冻风道组件减薄可能性。本文以我司单系统十字对开门BCD-603W 冷冻风道为例,如图1,探讨普遍适用的减薄冰箱风道方法。其中图1 上各个零部件编号对应的名称如表1 所示。
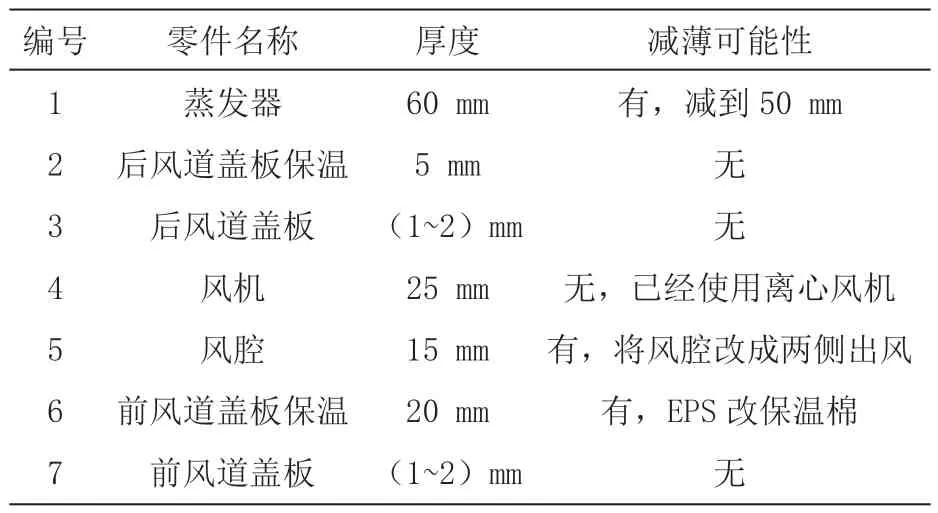
表1 当前冷冻风道各零部件减薄汇总
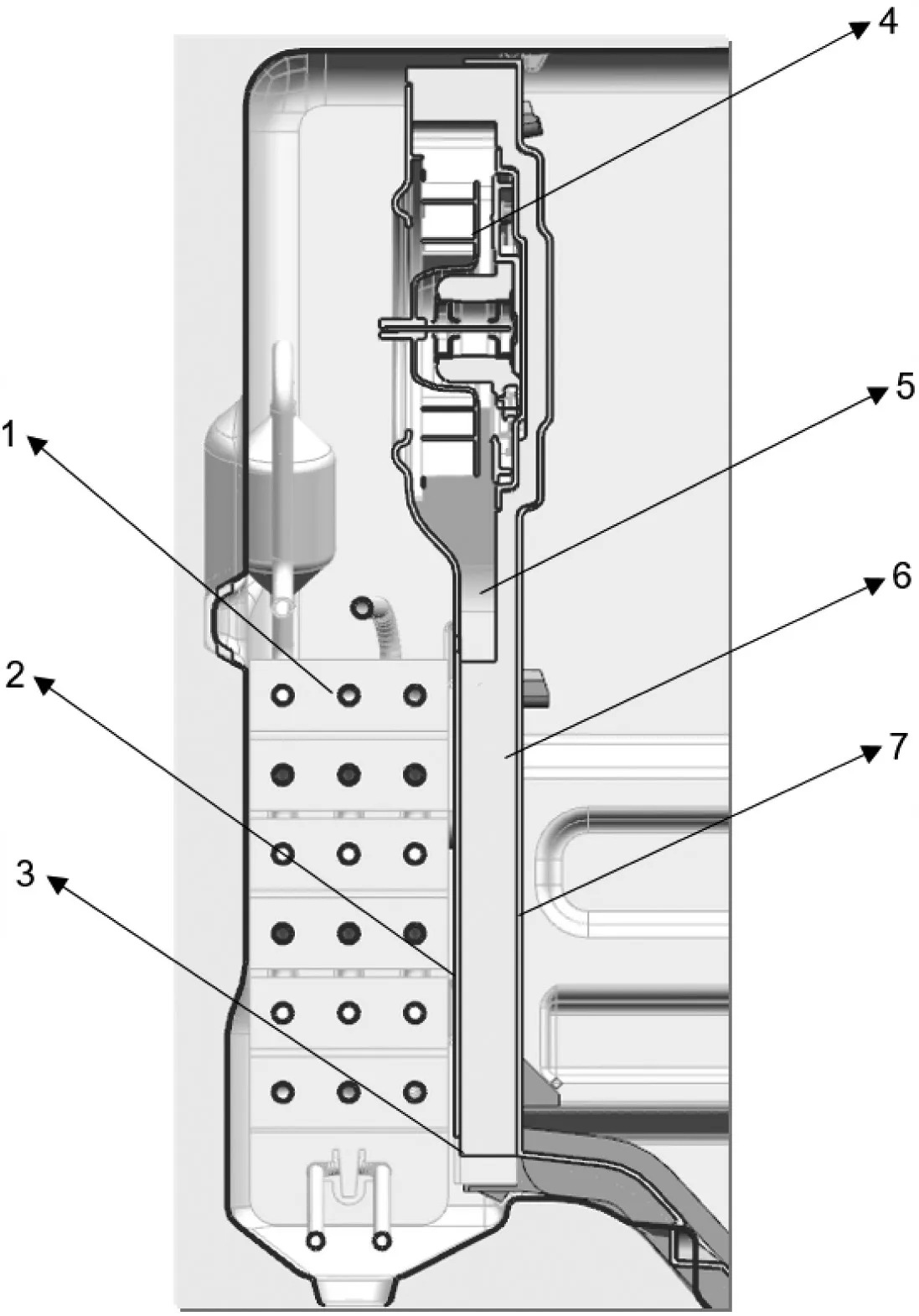
图1 为当前冷冻风道示意图
1 方案设计
如表1 为当前冷冻风道各零部件,图1 展示出了当前风道各个零部件布局,我们根据风道布局,逐个探讨在厚度方向上其有无减薄可能。
首先是蒸发器,其厚度通常为(60 ~75)mm 之间,三排的蒸发器厚度为75 mm,双排的蒸发器厚度为60 mm,通常一般冰箱使用双斜排的蒸发器就可以满足冰箱制冷要求。然而普通工艺蒸发器管路和翅片之间有缝隙,不能良好接触,导致换热能力不能充分释放出来。近年来随着技术的更新迭代,双斜排蒸发器可以通过胀管工艺制作,胀管工艺先把翅片码放整齐,然后胀管,最后扭成蒸发器样式,如此工艺能保证翅片和管路之间充分接触,没有缝隙,蒸发器换热能力被充分挖掘,大概提高5 %左右。总的来说蒸发器厚度50 mm 换热能力和普通工艺的60 mm 厚的蒸发器基本相当,升级后蒸发器在原来基础上管路分布不变,仅对翅片进行减薄,蒸发器整体厚度减薄10 mm,可以直接对风道厚度减薄作10 mm 贡献。
再次是后风道盖板保温层,其位于后风道盖板和蒸发器之间,蒸发器在工作的时候,其表面温度-30 ℃以下,与其接触位置需要增加保温,否则后风道盖板处会大量结霜而造成风腔里层形成霜堵,这会导致风腔内空气循环不畅。蒸发器表面翅片一般不会太平整,此处保温层表面不能太硬。另外此处距离钢管加热器比较近,钢管加热器表面温度(300 ~400)℃之间,保温层上需要作一定防火处理。综上因素通用的保温层为带铝箔的5 mm厚的保温棉,作为最佳方案。此处预留装配泡棉的厚度采用过盈配合,留出空间一般小于5 mm,所以此处厚度不能减薄。
紧接着是风道里面过风结构,此处称为风腔。其位于风道前风道盖板保温层和后风道盖板之间。风机把蒸发器冷气吸收过来后,通过风腔把风送到各个抽屉,其充当冷气循环通道。传统冷冻风道组件的风腔放置于蒸发器前面,实际上其效过风通道较窄,其他厚度都被无效结构占据。如果蒸发器宽度收窄,充分利用蒸发器两侧空间,把蒸发器两侧空间用于过风,这样蒸发器正面就只需要一个保温层和塑料件就可以,这样相比当前风道布局,其风腔被放置于蒸发器正面可以省去一个风腔厚度,此处风道厚度可以进一步压缩12 mm 左右。此时只需要保证蒸发器换热效率和能力是否可以满足冰箱制冷要求就可以采取该方案。
最后是前风道盖板保温层,其位于风腔和前风道盖板之间。风腔里面循环的冷空气温度-30 ℃,而前风道盖板有时候会面对带湿气的食品或环境,如果不增加保温层,前风道盖板会形成一定结霜而造成用户投诉。通常现在用15 mm 左右厚EPS,然而冷冻室长期处于低温,开门次数少,且冷冻湿度较低,可以尝用成5 mm 厚泡棉作为保温层。此时只需要保证表面不会形成结霜即可考虑该方案,此处冷冻风道整体厚度可以减小10 mm 左右。
综上所述我们可以得出三个有效行动方案,分别为把蒸发器厚度从60 mm 减小到50 mm、风腔的位置从正面改两侧、前风道盖板保温层从EPS 泡沫改成泡棉。这三个行动方案,对冰箱整机性能有一定影响,需要逐一分析需要验证其可靠性。
首先蒸发器厚度从60 mm 减小到50 mm,虽然管路长度不变,但是翅片前后面均减薄,会影响蒸发器换热能力,如果蒸发器换热能力下降,冰箱制冷能力便下降,有可能在外界气温高的时候制冷速度和维持箱内温度能力不能得到保证。储藏温度实验就是模拟用户在特定外界气温冰箱箱内温度能否维持在一定温度以下。拉低温实验是模拟用户制冷速度的实验。因此需要储藏温度、拉低温两个项目来验证该方案,见表2。

表2 方案及验证项目
风腔的位置从正面改两侧,需要把蒸发器缩窄50 mm 左右,蒸发器换热能力会下降,同时出风位置变化,其换热效率可能有影响,换热效率变化影响冰箱运行效率,用户使用耗电量有可能会提高。换热能力下降有可能在外界气温高的时候制冷速度和维持箱内温度能力不能得到保证。综上需要验证耗电量、高温储藏温度、拉低温三个项目。综合方案1 和方案2 验证方案,可以把两个方案放在一起验证。
前风道盖板保温层从EPS 泡沫改成泡棉,前风道盖板的保温层厚度减薄,其保温能力下降,表面结霜风险提高,可能会造成市场投诉,需要进行化霜类测试验证其可靠性。我司现有模拟该类验证为7 天长时间内部化霜实验,其通过在高外界气温下,频繁开关冰箱门来模拟用户恶劣气候使用时风道及蒸发器表面结霜情况。如果方案3 能通过该实验,说明在用户正常使用过程中也不会形成结霜。
2 验证及分析
2.1 制冷性能验证
2.1.1 能耗实验测试地点:冰箱性能实验室
测试方法:依据GB/T 8059-2016(测试方法引用参考文献[1])。
从表3 可以看出,经过方案 1 和方案 2 改进后的风道能耗测试结果比传统风道要差,换热效率有一定下降,但是同样可以达到国标能效1 级,符合企业要求,可以进行改进升级。

表3 能耗实验数据对比
2.1.2 储藏温度实验
测试地点:冰箱型式实验室。
测试方法及条件:依据GB/T 8059-2016(测试方法引用参考文献1)。
从表4 和表5 可以看出,经过方案1 和方案2 改进后风道制冷能力要比传统风道要稍差,说明其换热能力存在下降,但43 ℃储藏温度和43 ℃无负载下拉实验是可以满足要求,改进后风道是可以满足用户使用要求的。

表4 储藏温度实验数据对比

表5 43 ℃无负载下拉实验数据对比
2.2 长时间内部化霜验证
测试地点:冰箱性能实验室
测试方法及条件:依据WHP-QB-08-102 惠而浦(中国)冰箱7 天长时间内部化霜技术标准,测试环境温度:32 ℃,85 %相对湿度,测试电压:额定电压的0.85 倍电压,额定频率测试。
测试方法简述(测试方法引用参考文献[2]):
冷藏温度:3 ℃;冷冻温度:-18 ℃。
开门方法:
每个阶段冷藏开20 次,冷冻开5 次,每个阶段时间安排如图2。
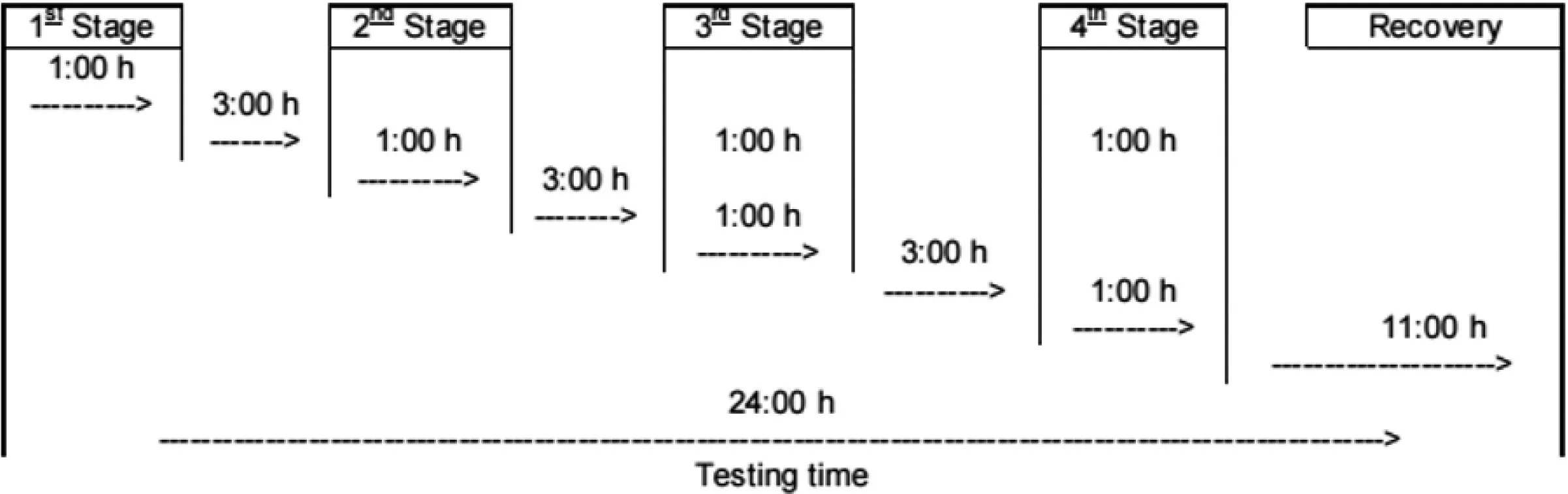
图2 开关门安排
开门角度75 °到90 °之间。冷藏室开门频次为3 min 一次。冷藏室保持门开20 s,然后关2 min 40 s。冷冻室开门频次为12 min 一次。冷冻室保持门开20 s,然后关门11 min 40 s。
检查要求:重复7 天开关门,在第七天完成开关门后,强制化一次霜后检查,要求蒸发器及其周围无实冰。
从表6 看出,经过方案3 改进后的风道符合企业标准要求,通过高湿环境下,频繁开关门模拟没有大量表面结霜现象,说明在用户使用过程中也不会出现结霜而投诉。
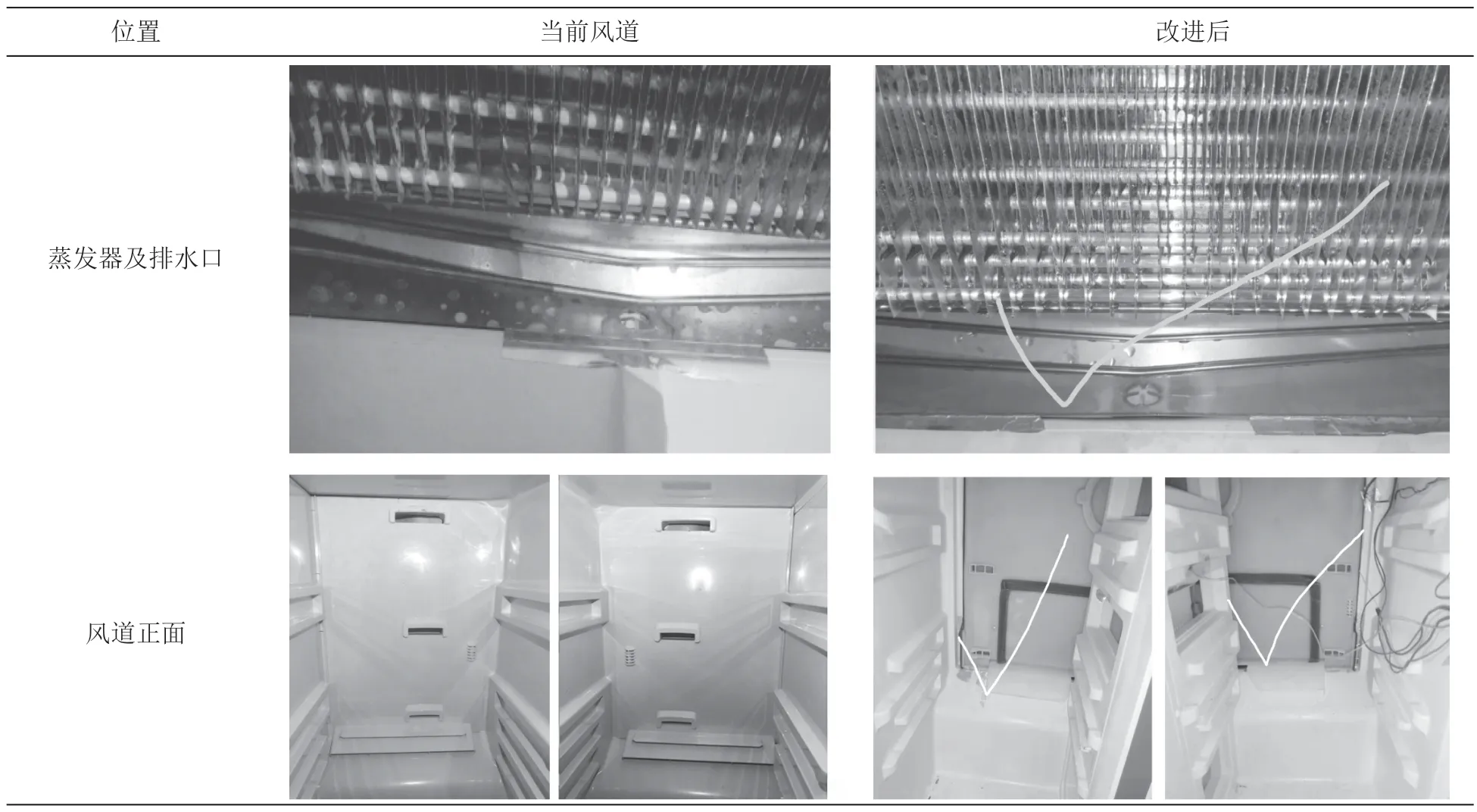
表6 化霜测试结果对比
综上,通过上述验证,经过三个方案改进,冰箱整体虽然制冷性能有一定下降,但是符合国标和企业标准要求,且不会造成用户投诉,是可以用于轻薄冰箱上,当然制冷性能降低后续需要更进一步优化,提升超薄风道的制冷效率。
3 结论
本文主要以实际工作案例来阐述如何对带离心风机冷冻风道降低其厚度,通过调整蒸发器厚度,风腔的位置调整、保温层材料更换可以降低风道厚度,但仍存在进一步优化的空间。随着科技的进步,技术的更新迭代,相信未来有更多降低风道厚度的方案,冰箱可以进一步做薄。
