塑封器件除湿方案设计与验证
2023-06-19吴立强支钰崧
吴立强,王 宇,李 泱,支钰崧,胡 涵
塑封器件除湿方案设计与验证
吴立强,王 宇,李 泱,支钰崧,胡 涵
(中国运载火箭技术研究院物资中心,北京,100076)
声学扫描试验能够有效剔除塑封器件的分层、裂纹、空洞等内部缺陷,提高型号应用的可靠性。声学扫描试验过程中需要使用水作为超声波传播介质,被试塑封器件需要完全浸入到水中,由于塑封器件封装体是非密封的和易吸湿的,所以无法避免湿气的浸入。目前,中国塑封器件声学扫描试验后的除湿方法缺少指导性的技术规范。为研究高温除湿方法并制定规范,通过称重方式研究塑封器件的吸湿特点,并验证在不同高温下除湿的有效性,在大量的试验验证和分析基础上,制定出型号塑封器件可行的除湿技术规范。
声学扫描;塑封器件;除湿;称重
0 引 言
目前,塑封器件逐渐被航天航空等高可靠领域认可,已经得到不同程度的应用[1-2]。塑封器件是一种以塑料(高分子聚合物,包括环氧树脂、聚酰亚胺、BCB树脂、BT树脂等)为主体的封装材料,把芯片等部件紧紧包裹在里面的一种封装形式。合格的塑封器件内部不应有空腔存在[3]。而实际的塑封器件在热失配、封装工艺参数控制不当的情况下,内部可能存在缺陷。缺陷包括塑封料与芯片或引线框架间的分层、塑封料里面的裂纹和空洞等[4]。多年的试验发现,分层是塑封器件最可能出现的缺陷[5],这与塑封料与其他部件热膨胀系数不同有关。利用声学扫描显微镜对塑封器件进行无损式内部缺陷检查[6]是目前行业内常用的试验手段。声学扫描试验能够有效发现塑封器件的分层、裂纹、空洞等缺陷,进而剔除有缺陷的样品。在声学扫描试验时,需要使用水作为超声波传播介质,在浸水过程中湿气会侵入到塑封器件内部。湿气侵入塑封器件存在如下危害:a)湿气中若带有较多的离子沾污物,会使芯片的键合区发生腐蚀,芯片表面的钝化层存在缺陷,则湿气会侵入到芯片的金属化层导致腐蚀[7];b)在高温作用时,湿气会膨胀且体积增大,由于热失配导致内部结构出现分层,严重的会在器件表面产生鼓包,即“爆米花”效应[8-9],若膨胀变形严重,形变应力会导致芯片破裂等。因此,声学扫描试验后需要将侵入塑封器件的湿气去除,一般方式是高温烘焙法[10],利用高温下湿气的挥发达到除湿的目的。
1 除湿技术规范调研
经过广泛研究声学扫描试验后塑封器件的高温烘焙技术规范,未发现中国相关标准中规定此项内容,国外相关标准中规定得也不十分详细,可操作性较差。如美国军用标准PEM-INST-001《Instructions for Plastic Encapsulated Microcircuit(PEM) Selection,Screening,and Qualification》(塑封微电路选择、筛选和鉴定指南)中规定了声学扫描试验后塑封器件应进行1 h、125 ℃的高温烘焙,以去除塑封器件内部湿气[11]。此试验条件是否适用不同体积的塑封器件,对于最高工作温度达不到125 ℃的塑封器件,如何进行烘焙试验,数据支撑还不够充分。
综上,国内外都未发现比较完善的声学扫描试验后塑封器件烘焙的试验条件。
2 除湿方案设计
本文的方案设计思路是:塑封器件浸水后吸入湿气质量增加,使用高精度电子秤称量质量的增加量,然后进行烘焙,称量塑封器件质量的减少量,直至烘焙减少量与浸水增加量相当。使用的烘焙温度和时间就是样品最佳烘焙试验条件。
2.1 试验工具
本次选用衡际FA3204H型高精度电子秤开展试验,该电子秤满量程为320 g,精度为0.1 mg,如图1所示。

图1 电子秤外观
2.2 试验样品
选取6只体积相对较大塑封器件样品,从湿气行进路径角度考虑,体积较大器件湿气行进路径长。体积较小器件湿气行进路径短,也能够达到除湿的效果,样品外观如图2所示。
图2 样品器件三视图
2.3 浸水时间
综合分析声学扫描试验过程,根据难易程度和复杂程度,日常试验样品浸水时间约4~30 min,选取最长浸水时间30 min作为样品模拟浸水时间。
2.4 烘焙温度
分析塑封器件的实际工作温度。一般工业级产品最高工作温度为85 ℃,军级产品最高工作温度为125 ℃,非标工业级为85~125 ℃。85~125 ℃基本能够覆盖型号塑封器件的最高工作温度范围,故选取85℃、105℃、125℃ 3个温度点作为试验验证温度点。
2.5 烘焙时间
一般元器件的试验计时以小时为记录时间节点,本次烘焙也以小时为烘焙时间节点,每烘焙1 h进行一次称重。
3 除湿试验验证
3.1 浸水及声学扫描检查
将6只样品编号为1#至6#,分别称重记录,进行30 min浸水后再进行称重,试验结果如表1所示。
表1 塑封器件样品浸水及称重试验结果
Tab.1 Plastic packaging device samples immersed in water and weighed experiment results
样品编号1#2#3#4#5#6# 初始质量/g5.55915.50035.56515.50395.51475.5003 浸水30min后质量/g5.56035.50155.56635.50525.51595.5016 增加量/g0.00120.00120.00120.00130.00120.0013
经过30 min浸水试验后,6只样品增加1.2~1.3 mg不等的质量,平均增加质量1.23 mg。
同时对比浸水前后声学扫描试验结果[12]。声学扫描试验结果基本一致,说明浸水过程未对塑封器件内部结构产生影响。以其中2只样品为例,扫描试验结果如图3至图6所示。

图3 浸水前样品正面声学扫描试验结果

图4 浸水前样品反面声学扫描试验结果
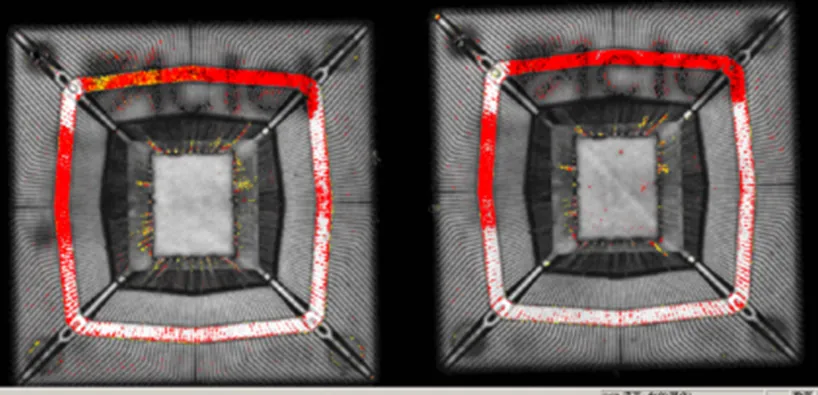
图5 浸水后样品正面声学扫描试验结果
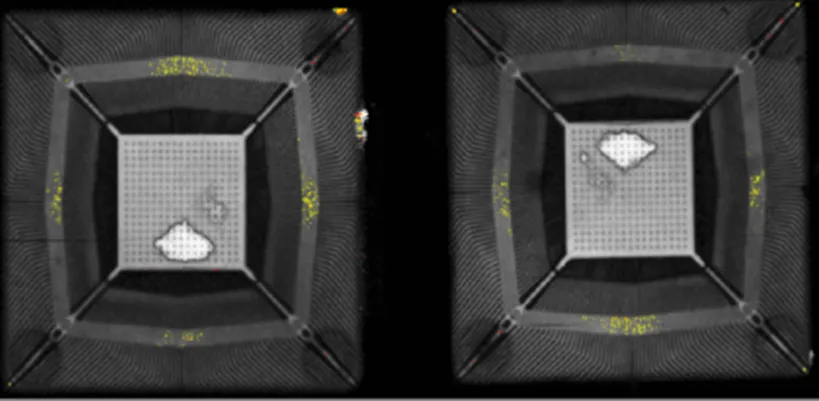
图6 浸水后样品反面声学扫描试验结果
3.2 烘焙试验
在85 ℃、105 ℃、125 ℃ 3个温度点下分别进行烘焙,时间以1 h递进,每烘焙1 h后称量样品质量,按表2记录烘焙时间与质量的变化关系。4 h后各温度点下都已完成湿气去除。
表2 烘焙时间与质量的变化关系
Tab.2 Relationship between roast time and change of weight
烘焙温度/℃85105125 样品编号1#2#3#4#5#6# 烘培称重g 初始值5.56035.50155.56635.50525.51595.5016 烘焙1h5.55985.50095.56575.50465.51495.5005 烘焙1h减少量0.00050.00060.00060.00060.00100.0011 烘焙2h5.55965.50075.56515.50415.51435.5000 烘焙2h减少量0.00070.00080.00120.00110.00160.0016 烘焙3h5.55945.50035.56475.50365.51345.4992 烘焙3h减少量0.00090.00120.00160.00160.00250.0024 烘焙4h5.55905.50005.56425.50315.51255.4987 烘焙3h减少量0.00130.00150.00210.00210.00340.0029
将表2中质量变化量进行统计分析,计算在不同温度点下质量的变化平均值,如表3所示。
表3 不同温度点下质量的平均变化量
Tab.3 Average change of weight at different temperature points
烘焙温度/℃85105125 烘焙1h减少量平均值/ mg0.550.61.05 烘焙2h减少量平均值/ mg0.751.151.6 烘焙3h减少量平均值/ mg1.051.62.45 烘焙4h减少量平均值/ mg1.252.13.15
6只样品浸水平均增加质量是1.23 mg,分析表3中不同温度、不同烘焙时间样品的质量减少平均值。在85 ℃温度点下、达到4 h烘焙时间后,2只样品的平均变化量为1.25 mg,满足大于1.23 mg的减重需要;在105 ℃温度点下、达到3 h烘焙时间后,2只样品的平均变化量为1.6 mg,已经超出1.23 mg的减重需要,说明在2~3 h的某一时间点就已经满足了减重需要;在125 ℃温度点下、达到2 h烘焙时间后,2只样品的平均变化量为1.6 mg,已经超出1.23 mg的减重需要,说明在1~2 h的某一时间点就已经满足了减重需要。3组烘焙质量减少平均值与浸水质量增加平均值对应关系如图7所示。

图7 烘焙质量减少平均值与浸水质量增加平均值对应关系
3.3 试验结果分析
经对声学扫描试验结果的比较,较长时间的浸水过程不会改变塑封器件的内部结构,及时去除内部湿气的情况下,不会影响塑封器件的正常使用。
通过数据对比能够发现,在6只被试样品浸水后,质量变化增量平均值为1.23 mg,在经过85 ℃下4 h、105 ℃下3 h、125 ℃下2 h烘焙,都能起到样品器件质量减少量超过1.23 mg的目的,同时也能够证明温度越高烘焙效率越高,温度略低也能起到烘焙的效果,只是时间需要加长。
结合实际试验情况,对于工作温度能达到125 ℃的塑封器件,采用125 ℃烘焙2 h的试验条件,既能起到烘焙效果又能提高工作效率。对于体积较大的塑封器件试验,美国军用标准规定的125 ℃烘焙1 h的试验条件的效果相对较差。对于工作温度不能达到125 ℃的塑封器件,采用85 ℃烘焙4 h或105 ℃烘焙3 h的试验条件,既能实现烘焙的目的又能确保塑封器件不受到损伤。
4 结 论
塑封器件的浸水过程不会改变塑封器件的内部结构。通过试验验证和数据分析发现,塑封器件的烘焙温度越高,烘焙效果越明显。根据塑封器件的最高工作温度,85 ℃烘焙4 h、105 ℃烘焙3 h或125 ℃烘焙2 h,是声学扫描试验后最优的烘焙试验条件。
[1] 胡剑书, 陈之光. 军品用塑封器件质量控制研究[J]. 微电子学, 2015, 45(5): 673-675.
HU Jianshu, CHEN Zhiguang. Research of quality control on military plastic encapsulated microcircuit device[J]. Microelectronic, 2015, 45(5): 673-675.
[2] 杨黎, 龚国虎, 梁栋程, 等. 激光技术在塑封器件开封中的应用[J]. 太赫兹科学与电子信息学报, 2015, 13(5): 837-841.
YANG Li, GONG Guohu, LIANG Dongcheng, et al. Application of laser technology in decapsulation of plastic encapsulated microcircuits[J]. Journal of Terahertz Science and Electronic Information Technology, 2015, 13(5): 837-841.
[3] 刘云婷, 龚国虎, 梁栋程, 等. 芯片表面涂胶的塑封器件开封方法研究[J]. 电子产品可靠性与环境试验, 2019, 37(2): 31-37.
LIU Yunting, GONG Guohu, LIANG Dongcheng, et al. Research on decapsulation method of plastic packaging device with silicon gel coated on the chip[J]. Electronic Product Reliability and Environmental Testing, 2019, 37(2): 31-37.
[4] 王旭亮, 杨达明, 黄姣英. 基于超声扫描的塑封器件缺陷判定方法研究[J]. 电子器件, 2020, 43(1): 39-45.
WANG Xuliang, YANG Daming, HUANG Jiaoying. Defect detection method of plastic-capsulated devices based on ultrasound scanning[J]. Chinese Journal of Electron Devices, 2020, 43(1): 39-45.
[5] 储奕锋, 周毅, 陈海燕, 等. 高可靠塑料封装技术研究[J]. 电子产品可靠性与环境试验, 2021, 39(3): 64-69.
CHU Yifeng, ZHOU Yi, CHEN Haiyan, et al. Research on highly reliable plastic packaging technology[J]. Electronic Product Reliability and Environmental Testing, 2021, 39(3): 64-69.
[6] 赵海龙, 裴选, 彭浩, 等. 国内外塑封器件声扫试验标准现状及问题[J]. 电子质量, 2017, 363(6): 76-78, 89.
ZHAO Hailong, PEI Xuan, PENG Hao, et al. Current state and problems of SAM standards of PEM at home and abroad[J]. Electronic Quality, 2017, 363(6): 76-78, 89.
[7] 张大宇, 宁永成, 王熙庆, 等. SpaceX公司商用塑封器件质量保证措施[J]. 航天器工程, 2019, 28(3): 92-98.
ZHANG Dayu, NING Yongcheng, WANG Xiqing, et al. Quality assurance measures in SpaceX for commercial plastic encapsulated microelectronics[J]. Spacecraft Engineering, 2019, 28(3): 92-98.
[8] 李永正, 党炜, 李昕昕, 等. 声学扫描技术在高可靠领域塑封器件检测中的应用[J]. 电子器件, 2018, 41(1): 19-24.
LI Yongzheng, DANG Wei, LI Xinxin, et al. Application of scanning acoustic technology in the detection of plastic encapsulated device in the high reliability field[J]. Chinese Journal of Electron Devices, 2018, 41(1): 19-24.
[9] 成钢, 丁旭. 塑封器件去潮工艺研究[J]. 电子工艺技术, 2019, 40(5): 291-293, 295.
CHENG Gang, DING Xu. Research on baking process of plastic packaging devices[J]. Electronics Process Technology, 2019, 40(5): 291-293, 295.
[10] 李昕昕, 党炜, 李永正, 等. 声学扫描显微镜检查标准研究[J]. 电子产品可靠性与环境试验, 2018, 36(5): 72-76.
LI Xinxin, DANG Wei, LI Yongzheng, et al. Research on the standards of scanning acoustic microscope[J]. Electronic Product Reliability and Environmental Testing, 2018, 36(5): 72-76.
[11] ALEXANDER Teverovsky, KSUM Sahu. PEM-INST-001 instructions for plastic encapsulated microcircuit(PEM) selection, screening, and qualification[S]. Greenbelt, Maryland: Goddard Space Flight Center, NASA, 2003.
[12] 田健, 邓昊, 王伯淳, 等. 塑封器件声扫检查时分层假象的识别方法[J]. 电子与封装, 2020, 20(11): 110401.
TIAN Jian, DENG Hao, WANG Bochun, et al. The identification method of delamination-illusion in SAM of PEM[J]. Electronics & Packaging, 2020, 20(11): 60-63.
Design and Verification of Dehumidification Scheme for Plastic Packaging Devices
WU Liqiang, WANG Yu, LI Yang, ZHI Yusong, HU Han
(Material Center of China Academy of Launch Vehicle Technology, Beijing, 100076)
The acoustic scanning test can effectively weed out the internal defects such as delamination, crack, cavity, etc. of the plastic packaging devices, and improve the reliability of the model application. During the acoustic scanning test, water is required to be used as the ultrasonic transmission medium, and the plastic packaging devices under test needs to be completely immersed in water, because of the package of the plastic packaging devices is unsealed and easy to absorb moisture, the immersion of moisture cannot be avoided, At present, there is no instructive technical specification for the dehumidification method of domestic plastic packaging devices after the acoustic scanning test. To study the high temperature dehumidification method and formulate specification, the moisture absorption characteristics of plastic packaging devices through weighing are creatively studied, and the effectiveness of dehumidification under different high temperatures is verified. Based on a large number of experimental verification and analysis, a feasible dehumidification technical specification for model plastic packaging devices is formulated.
acoustic scanning; plastic packaging devices; dehumidification; weigh
2097-1974(2023)02-0114-04
10.7654/j.issn.2097-1974.20230222
V416
A
2022-11-29;
2023-03-05
吴立强(1979-),男,研究员,主要研究方向为电子元器件质量保证技术。
王 宇(1979-),男,工程师,主要研究方向为电子元器件质量保证技术。
李 泱(1991-),男,工程师,主要研究方向为电子元器件质量保证技术。
支钰崧(1991-),男,博士研究生,主要研究方向为电子元器件质量保证技术。
胡 涵(1995-),男,工程师,主要研究方向为电子元器件质量管理。
