基于图像处理的太阳能电池底板点胶质量检测系统设计
2023-06-17谭若瑶陆明月戚欣妍孙逸豪
谭若瑶,陆明月,戚欣妍,黄 睿,孙逸豪,汤 欣
(江苏理工学院 机械工程学院,江苏 常州 213001)
0 引 言
随着社会的发展,各类胶水的需求量与日俱增。但迄今为止,封装点胶机大多通过人工装夹点胶件以及手动控制按钮实现启停。这种方法费时费力,同时人工高频率劳动易疲劳且效率不高。故现在急需一种可以脱离人工劳动,能自动实现装夹点胶件的装置[1-6]。
针对上述迫切需求,本方案设计出一种基于图像处理的太阳能电池底板点胶质量检测系统。此系统包含能实现自动上料的机械手臂装夹装置和带有高速相机的点胶头。高速相机可以采集点胶头的运动轨迹和图像并将这些数据实时传输给终端,进而实现无人工作时的实时监控[7-8]。
1 装置机械结构设计
1.1 装置主体结构介绍
如图1所示,装置包括点胶机工作台和触摸屏、点胶机点胶装置(包括夹具组)、实时检测装置、机械臂上下料装置(包括传输带)。首先,机械臂通过前端吸盘(爪手)夹取点胶件,并将其送入点胶机中的夹具上。点胶完成后会对点胶结果进行检测,机械手臂则会根据其检测结果再将太阳能电池组底板成品夹起放入废品箱或者传输带上进入下一个工序。该装置采用PC作为上位机、PLC[9-11]作为下位机进行自动控制,大大降低了劳动成本,并且安装和检测速度快,能极大程度地提高产量。同时因其夹具可以进行更换替代,故本装置可对多种类型产品进行点胶,互换性高、使用范围广。
1.2 机械臂上下料装置介绍
如图2所示,机械臂上下料装置由机械臂、套筒、吸盘(爪手)、电控箱、半成品箱、废品箱、输送带、伺服电机组成。半成品箱中存放需要加工的点胶件,机械臂利用吸盘(爪手)将半成品箱里的太阳能电池底板夹出放置在夹具上,夹具夹紧胶件进行点胶。同时高速相机会记录点胶的工作轨迹及图像,即时传输给终端。在点胶完成后装置会对其点胶结果进行检测;并根据其检测结果,控制机械手臂将其夹起放入废品箱或放置在传输带上进入下一个工序。
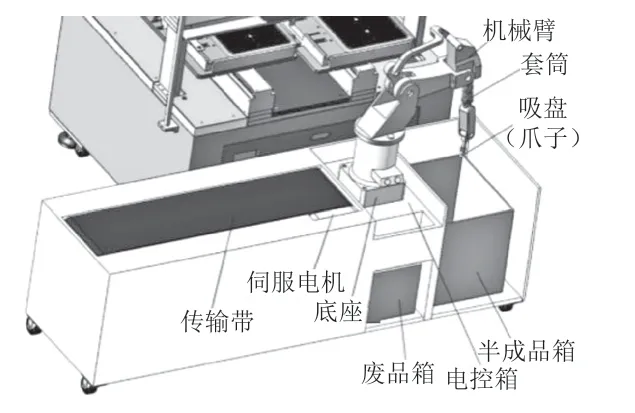
图2 机械臂上下料装置
1.3 点胶装置(包括夹具组)介绍
如图3所示,点胶装置(包括夹具组)由气缸夹具、点胶件、X轴模组、Z轴模组、胶件托板、松紧条纹把手、Y轴模组、丝杠、点胶阀等组成。机械臂将点胶件放入托板上之后,气缸夹具夹紧,点胶头开始点胶。此装置可以实现X、Y、Z三个方向移动,多方位灵活点胶。
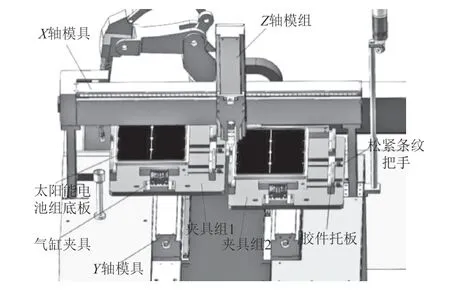
图3 点胶装置(包括夹具组)
1.4 实时检测装置介绍
如图4所示,实时检测装置由相机模组组成,包括相机、相机支架、镜头。相机模组安装在Z轴模组上,点胶头点胶的同时,相机会实时采集图像进行比对,检测点胶质量是否合格。

图4 实时监测装置
2 图像处理流程
由于本设计的检测与点胶是同时进行的,采集到的图像质量和信噪较差,故加入图像处理流程。图像处理流程是去除噪声、特征缺陷以及图像提取、识别的过程。当高速相机在收到点胶机开始点胶的信号时,相机会拍照将图像传输到计算机中。此时计算机先进行目标提取,把需要点胶的位置与背景图像分离,从而提高图像处理效率;再进行感兴趣区域 (ROI)检测,它是一种数据降维方法,从采集到的太阳能电池组底板图像数据中提取疑似目标区域,去除背景的复杂干扰,提高后续图像处理速度;之后对ROI 检测数据进行图像预处理和图像增强,使图像转化为更适合人眼观察和机器分析、识别的形式,改善图像的视觉效果,以便从图像中获取更有用的信息。
图像处理流程如图5所示,具体如下:图像处理模块中的图像预处理单元采用加权平均法对太阳能电池组底板图像进行灰度处理,并将处理后的灰度图像传递到图像滤波单元中。图像滤波单元采用中值滤波法对灰度图像进行降噪以及平滑处理,保留点胶件检测区域图像,也就是ROI 区域图像,将太阳能电池组底板图像传递给图像二值化处理单元。图像二值化处理单元采用阈值法将点胶区域与非点胶区域及夹具图像分割开,提取点胶区域图像。最后与厂家给定标准点胶位置图像进行比较,分析所检测区域是否符合要求。
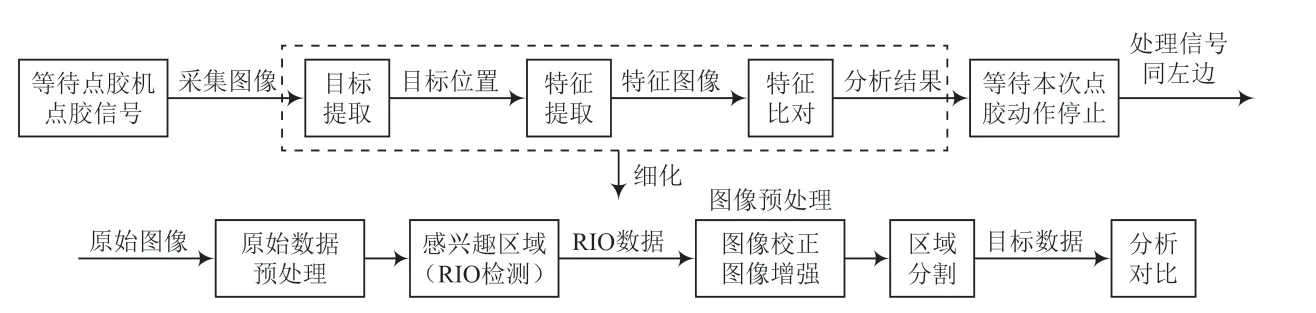
图5 图像处理流程
3 动作过程
装置的具体动作过程如下:
步骤1:开启设备,设备会进行自检,所有执行元件完成复位,一切正常方可工作。若发生故障,则三色灯会显示红色,提示工作人员设备存在问题;若正常,则为绿色。
步骤2:工作人员按下按钮,机械手臂通过前端吸盘(爪手)夹取放在半成品箱中的点胶件,半成品箱底部有弹簧隔板,弹簧压缩量会随箱内点胶件的数量变化而改变,让剩余点胶件始终位于顶部,方便机械臂夹取。
步骤3:机械手臂将点胶件放到夹具组1 上,气缸夹具收到信号,气缸动作夹紧点胶件。动作完成后点胶阀开始点胶,由工作台上的X轴模组负责左右方向移动,Y轴模组负责前后方向移动。点胶阀对夹具组1 中的点胶件点胶的同时,机械手臂重新回到初始位置夹取新的胶件放入夹具组2 中,重复上述步骤。待夹具组1 中胶件整体点胶完成后,相机模组对其进行拍照,再对图像按照之前处理流程分析检测点胶阀点胶是否完整;同时点胶阀移动到夹具组2 处对新的胶件点胶。之后机械手臂会对夹具组1 上的胶件根据检测结果进行判断,若为良品,则将其夹起放入传输带继续完成后续的加工工序;若为废品则放入废品箱,机械手臂重新返回半成品箱夹取胶件加工,继续完成夹具组2 的加工成品收集工作。顺序如下:①夹取胶件放入夹具组1 中加工并分析(同时机械臂夹取胶件放入夹具组2);②机械臂根据分析结果处理夹具组1 的成品(同时完成点胶阀加工夹具组2 的胶件分析);③机械臂重新夹取胶件放入夹具组1 并重复①的动作,按此顺序循环。
步骤4:半成品箱下安装有压力传感器,根据要求设定好数值,当压力传感器检测到压力值降低到设定值时,三色灯中红灯会亮起,表示胶件已全部加工完毕需要重新放入胶件。在成品箱的顶部也分布有提示料满的传感器。当废品箱料满后,传感器反馈,蜂鸣器会提示工人需清理。
步骤5:一系列胶件点胶及检测工作流程如上,循环进行。点胶机工作台中触摸屏可以随时显示良品率和加工数量等信息,并且员工可以根据加工胶件种类直接选择编辑好的程序。同时点胶机也可直接跟外部网络通信,实现远程操控与远程查看,完全掌握当前机器的相应信息以及机器的动作轨迹和实时加工环境。
4 结 语
本文设计的装置摆脱了传统机器需要人工装夹和检测的缺陷,能更加方便高效地实现自动化加工。本装置移植性较强,可用于各种同类产品,通用性较高,针对多种类的胶件只需要更换夹具组和胶水类型;拥有双工位,可以更好地利用时间进而提高加工效率,同时也可以根据实际情况选择单工位或者双工位;全程自动化加工,还可通过传输带与后期加工连接起来。
注:本文通讯作者为陆明月。
