基于RFID技术的商用车重载装配AGV智能生产应用研究
2023-06-14鲍海涌,盛启广,靳跃东,陈曦,左强
鲍海涌,盛启广,靳跃东,陈曦,左强

摘 要:在商用车车架装配中设置AGV小车,满足车架装配中车架装配线的车架输送和装配线上的线体传输作业。并根据商用车车架装配特点,基于RFID技术,控制AGV小车根据车型定点停车,满足工位器具使用和物流器具的定置,符合商用车车架装配工艺人机工程学规范,实现车架装配柔性化生产。
关键词:商用车;AGV;RFID;车架装配;人机工程学;柔性化生产
中图分类号:U466 文献标识码:A 文章编号:1005-2550(2023)03-0023-05
Research on Intelligent Production of Commercial Vehicle Frame Assembly AGV Based on RFID Technology
BAO Hai-yong1, SHENG Qi-guang2, JIN Yue-dong1, Chen Xi3, Zuo Qiang1
(1.Dongfeng Commercial Vehicle Co., Ltd, Shiyan 442000, China;
2. Dongfeng Loong-Gine Power Co., Ltd, Shiyan 442000, China;
3. Digitalization and Supportability Department of Technical Center of Dongfeng Motor Group Co., Ltd, Wuhan 430058, China)
Abstract: AGV (Auto Guided Vehicle) is set in the frame assembly of commercia l vehicles to meet the frame conveying and main transmission of the assembly line. According to the assembly characteristics of commercial vehicle frame and based on RFID technology, AGV trolley is controlled to stop at fixed points by vehicle types, which satisfies sssembly tools usage on stations and logistics settings, conforms to ergonomic of frame assembly process for commercial vehicles, and enable flexible production of frame assembly.
Key Words: Commercial Vehicle; AGV; RFID; Frame Assembly; Ergonomics; Flexible Production
1 前言
进入21世纪,我国的汽车制造业蓬勃发展,AGV技术多应用在汽车装配制造业自动搬运,物流运输方面。东风商用车率先在车架装配过程中采用AGV小车进行车架装配运输。车架由于中重卡等区别存在长度差距(5700mm-11500mm),AGV定点停车导致工位器具使用不方便,物流器具难以定置摆放,装配工人工位移动距离过大不符合人机工程学。本文主要介绍利用MES系统下发车型数据,然后基于RFID技术控制AGV小车根据车型定点停车。文章基于AGV与RFID技术在MES系统的应用,提出一整套智能化的信息输入、数据发送、AGV运行系统,实现AGV的自动化、信息化、智能化,对于汽车装配制造行业的发展具有重要意义。
2 主要技术简介
2.1 AGV
AGV即自动导引运输车(Automated Guided Vehicle),是指装备有电磁或光学等自动导引装置,能够沿规定的导引路径行驶,具有安全保护以及各种移载功能的运输车。AGV在自动化仓储或各类自动化生产环境经常可以看到。无需人工驾驶的情况下将货物准确地送达指定的地点。AGV小车的诸多优势成为生产的核心之一。具有占用面积小、自动化、应用灵活、安全可靠、无人操作、维修方便等优点的AGV运输车已经在自动化生产中非常广泛。AGV小车是高速生产发展的今天必不可少的核心关键设备,生产环境中需要即时根据现场情况作出动作,那么RFID技术作为非接触式自动采集识别,将无疑对AGV小车的设计开发有着重要的意义。AGV小车结合RFID技术将是智能生产中实施的核心之一。
2.2 RFID
RFID即射频识别技术(Radio Frequency Identification),是一種非接触式的自动识别技术,它通过射频信号来识别目标对象并获取相关数据,识别工作无需人工干预,RFID技术具有防水、防磁、耐高温、使用寿命长、读取距离大、标签上数据可以加密、存储数据容量更大、存储信息更改自如等优点。电子标签的编码方式、存储及读写方式与传统标签(如条码)或手工标签不同,电子标签编码的存储是在集成电路上以只读或可读写格式存储的;特别是读写方式,电子标签是用无线电子传输方式实现的。
2.3 柔性生产
柔性生产,是指主要依靠有高度柔性的以计算机数控机床为主的制造设备来实现多品种、小批量的生产方式。生产方式,一般是指企业整体活动方式,包括所有制造过程与经营管理过程。柔性生产的概念,是1965年,英国的Molins公司首次提出的,它是在柔性制造的基础上,为适应市场需求多变和市场竞争激烈而产生的市场导向型的按需生产的先进生产方式,其优点是增强制造企业的灵活性和应变能力,缩短产品生产周期,提高设备利用率和员工劳动生产率,改善产品质量,因此,是一种具有旺盛需求和强大生命力的生产模式。
2.4 人机工程学
人机工程学是一门新兴的边缘科学。它起源于欧洲,形成和发展于美国。人机工程学在欧洲称为Ergonomics,这名称最早是由波兰学者雅斯特莱鲍夫斯基提出来的,它是由两个希腊词根组成的。“ergo”的意思是“出力、工作”,“nomics”表示“规律、法则”的意思,因此,Ergonomics的含义也就是“人出力的规律”或“人工作的规律”,也就是说,这门学科是研究人在生产或操作过程中合理地、适度地劳动和用力的规律问题。
3 系统构建与实现
整个系统包含:AGV小车、监控调度系统、信息输入系统、MES系统、RFID 信息处理读写系统(PLC)。
3.1 AGV小车组成
3.1.1 AGV车辆系统结构
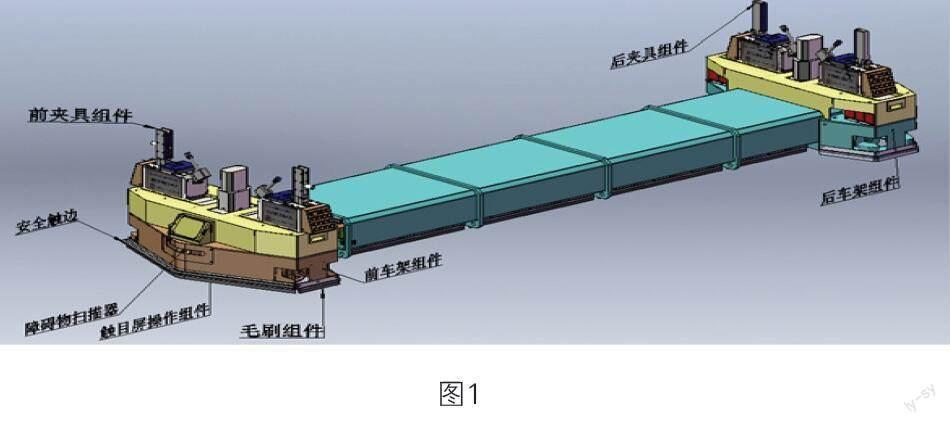
AGV小车机械结构主要由前车架组件,后车架组件、直行电机件、动力转向轮,万向轮,皮带伸缩传动机构,无线取电组件,前夹具组件,后夹具组件,触目屏操作面板、导航传感器(安装在于动力转向轮上)、地标传感器、障碍物扫描器、安全触边,毛刷组件等组成。AGV电气系统由AGV小车、AGV地面导引系统、无线局域网通信系统、无线充电系统、监控台构成。
AGV:按照系统指令运载着车架到分装区域进行逐一装配,车架下线后AGV快速返回上件点,构成新的循环。AGV与控制中心通过无线局域网通讯系统进行数据交换。
AGV地面导引系统:AGV小车运行轨迹采用AGV专用磁带铺设,通过RFID地标及控制中心指挥AGV运行、停止及行走速度变换以及路线的选择,达到导航的目的。
3.1.2 AGV小车在车架装配作业过程:
(1)AGV小车按控制台计算机的指令行驶到主副梁合梁工位,AGV调度系统接收工厂MES系统的相关信息,根据当前排产的车架种类信息来给当前工位的AGV发送指令,AGV接收到响应的指令信息来自动调节长度和宽度尺寸,并自动调整夹具为打开状态。
(2)调节完成AGV根据调度信息指令自动运行至纵梁合件上线、定位夹紧工位,由操作人员根据生产计划完成车架纵梁的吊装上线,当将车架吊到AGV上的车架夹具上并放稳后,操作人员将定位插销插入到纵梁的定位孔中,按下夹紧按钮进行夹紧,完成后操作人员按下工位工作完成按钮,允许AGV运行至纵梁上零件装配1工位;
(3)AGV小车按控制计算机的指令行駛到纵梁上零件装配1工位;装配工人根据需求调整夹具是直立状态还是倾斜状态。完成当前工位如板簧支架、角铁、减震器等通过铆钳或拧紧工具进行铆接或螺栓装配作业工作,拆卸工艺螺栓。当前工位作业完成,按下操作面板上的工作完成按钮,AGV运行至纵梁上零件装配2工位。
(4)纵梁上零件装配2工位操作同纵梁上零件装配1工位,当前工位作业完成后按下操作面板上的工作完成按钮,AGV运行至车架预拼装工位。
(5)AGV到达车架预拼装工位,操作人员按下操作面板上的倾斜按钮,操作工人将横梁吊装至纵梁需要装配的大概位置,然后按下直立按钮,作业人员根据工序节拍内作业,并对部分螺栓使用拧紧工具进行预紧,当前工位作业完成后按下工作完成按钮,AGV运行至车架总拼装工位。
(6)AGV小车行走到车架总拼装工位后,使用螺栓拧紧工具对上道序预紧螺栓进行紧固,并根据工序节拍内作业,进一步进行螺栓装配作业,作业完成后按下工作完成按钮,AGV运行至下一工位。
(7)以此类似完成其余工位的装配作业工作。
(8)当AGV离开装配下线工位后,AGV自动将轴距缩短至最短状态,以方便AGV转弯。
3.2 信息输入系统
根据所需装配车架的技术和工艺要求,将车架分为三种停车位:1.6m、2.2m和3m,工作人员将车架信息和停靠点信息上传至MES管理系统。
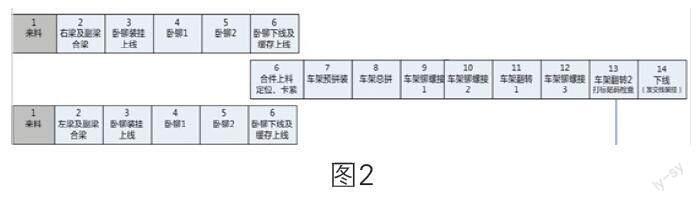
如图2所示,6-14工位AGV负载车架。车架品种长度不同(5700mm-11500mm),工位长度12500。AGV停靠点的选择目的是使车架停在相对应的停车位内,停车点可选1.6m、2.2m以及3m,即定位孔到停车位前端的距离分别为1.6m、2.2m以及3m。例如,某车架总长11m,定位孔离车架前端为2.5m,此时停靠点应选3m,才能保证车架前端不超出停车位。
在选择停靠点时,除了保证车架前端不得超出该停车位,当车架总长比较短时,还要保证车架尽可能停放在停车位正中央,此时停靠点也应选长一些。
3.3 MES系统
AGV调度系统与MES进行数据交互,将生产车架的AGV停靠点信息由1.6m、2.2m和3m对应转换为0、1、2。
3.4 监控调度系统
AGV调度控制系统构成:
AGV控制台由工控机、无线电台、路由器及数据采集系统组成,数据采集系统主要用于控制台与总装总控室及其他远程IO的通讯。
由于采用集中控制的方式,控制台将成为AGVS系统的核心。它与生产调度管理计算机系统留有接口,可以接受调度命令和报告AGV的运行情况。控制台应满足工业现场环境要求,有足够的运算速度和管理能力。控制台主要功能包括通讯管理、AGV运行状态、数据采集和运行状态显示。控制台在实时调度在线AGV的同时将在屏幕上显示系统工作状态,包括在线AGV的数量、位置(包括AGV处于的地标位置)状态。
3.5 RFID 信息处理读写系统(PLC)
AGV通过PLC控制,小车载有无线通信系统,可以和上位机进行无线通信,报告自己的运行位置和工作状态,执行上位机的指令,把工作节拍和工作量及时传递给上位机;AGV通过RFID读取地面标识,做出相应的动作(改变速度、转向、定位和停车等);AGV车身底部装有AGV读卡器,地面的节点位置安装有RFID地标卡,并赋予每个节点上的地标卡一个ID号和定义,比如节点44处代表AGV要变距,用ID号00044表示,一旦运输车在经过44处时,AGV读卡器会读取44处的电子标签ID号,PLC根据读取的数据,使小车作出相应的动作,从而实现AGV调度系统功能、站点定位功能。
PLC既可以根据预先设置好的程序来控制小车,也可以把数据上传给上位机,再根据上位机的指令来控制小车。
AGV车辆在装配线上通过RFID读取器读取地标,并将地标信息传送给AGV调度系统,调度系统通过无线局域网接收地标信息獲取当前车辆位置,用以判断装配车架与AGV的对应情况,并把车架对应的停车类型传送给指定AGV。AGV的CPU将停车类型保存至VW2035变量,并在车前显示屏上“工艺停位”显示,根据类型在对应工艺工位停车。
车架装配线工艺地标有13处,2-4工位各有1个停止位(工位1-4),从合件上料(工位5)开始每个工位分为2、1、0三个停止位,AGV根据调度系统下发的停车位信息,到相应的地标停车。另有53、54地标,小车读取到此地标会直接停止,用于行驶线路上的修改新增停车位等,如图6所示。
4 结束语
本文介绍了一种基于RFID技术的重载装配AGV智能生产应用,AGV物料搬运车利用RFID技术进行数据自动采获取目标对象数据,及时上传运行位置和工作状态,执行相关指令并把工作节拍和工作量及时传递给相关平台;AGV通过RFID读取地面标识,做出相应的动作(改变速度、转向、定位和停车等)。RFID读卡器在车间AGV物料搬运车中提高运输、工作效率,及时掌握小车的位置和状态,使AGV小车的调度更灵活,合理利用自动化采集,位置、时间、数量等信息进行高效管理,提升车架装配水平,有一定应用前景。
鲍海涌
毕业于湖北汽车工业学院,学士学位,现就职于东风商用车有限公司车辆工厂,任技术主任工程师。主要研究方向:自动化、柔性、智能化汽车纵梁生产和车架装配,已发表相关论文数篇。
专家推荐语
欧阳维强
东风商用车有限公司制造技术发展部
主任专家 研究员高级工程师
本文针对商用车装配AGV生产中具体实际问题,详细介绍了商用车重型装配AGV根据装配作业岗位实现定点停车的系统构建,并在商用车工厂中实际使用。
基于RFID技术的重载装配AGV智能生产应用案例技术成熟,能够有效提高商用车的作业效率,同时在安全、健康、舒适性方面也得到了改善,对于汽车装配制造行业中的柔性化生产和智能化生产领域具有很好的实际应用价值和借鉴意义。
