贮柜换柜自动提醒方法的应用研究
2023-05-30廖和明陈实鲁润渊陈文先尹中尉
廖和明 陈实 鲁润渊 陈文先 尹中尉
摘要:贮丝柜物料快出完时需要人工根据经验进行换柜操作,人工换柜具有不稳定性,接柜时间过长,会导致下上批次重合时间长,从而对产品质量缺陷追溯的精准性有较大影响;接柜时间过短,会因启动滞后,换柜不及时从而导致卷接车间机台烟丝断流。鉴于此,研制了换柜自动报警系统,根据卷接机数量、尾料阶段贮柜物料剩余百分比等设定换柜的预设值,当贮柜物料实际剩余百分比小于等于预设值时,利用声光报警和监控界面报警提醒操作人员换柜。实际应用效果表明,该换柜自动报警系统应用后,接柜时间均小于30 min,无烟丝脱节现象。
关键词:送丝系统;卷接机台数;贮柜剩余百分比;接柜提醒
中图分类号:TS43 文献标志码:A 文章编号:1671-0797(2023)10-0083-03
DOI:10.19514/j.cnki.cn32-1628/tm.2023.10.023
0 引言
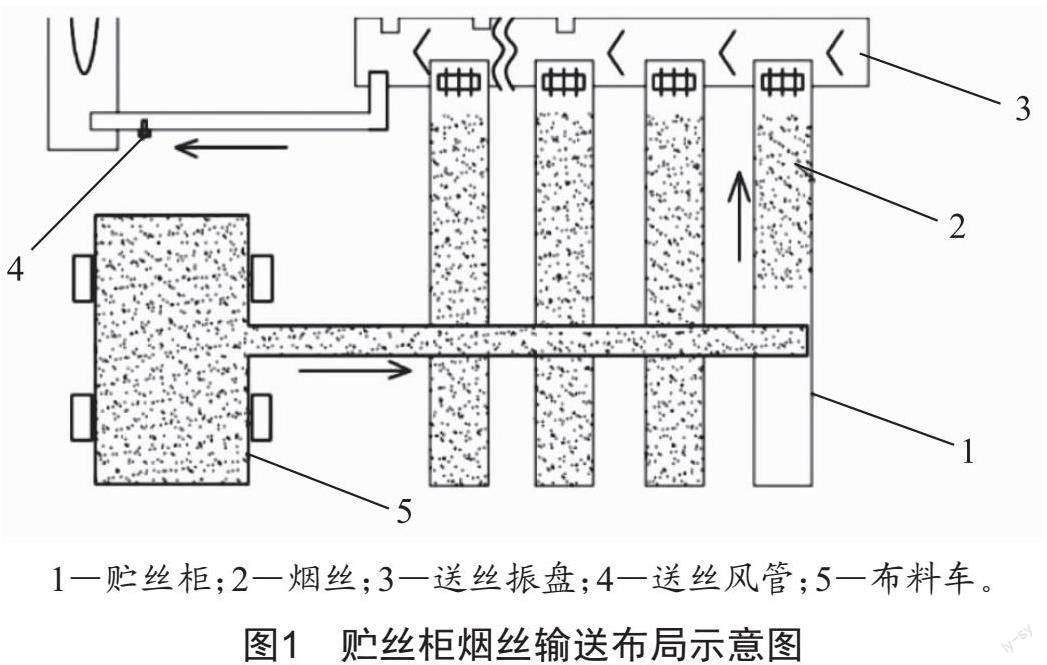
如图1所示,制丝车间在对卷接车间输送烟丝过程中,同一牌号烟丝通过贮丝柜被送至送丝振盘,最终通过风力送丝至卷接车间。当一个贮丝柜中的烟丝将要耗尽时,需要及时衔接下一贮丝柜的烟丝,以保证烟丝供应的持续性。同一振盘上下批次同时出柜的时间段称为“接柜时间”,接柜时间过长,会导致接柜混批时间长,从而对产品质量缺陷追溯的精准性产生较大影响;接柜时间过短,会因启动滞后,换柜不及时而导致卷接车间机台烟丝断流。
目前,贵州中烟各卷烟厂均为柜式贮丝模式,在柜式贮丝方式下,随着贮丝时间的增加,烟丝结构变化明显,整丝率、长丝率降低,中丝率、短丝率、碎丝率增加,烟丝含水率也呈现出下降的趋势[1],因此接换柜的及时性也能一定程度上保证烟丝品质。重庆中烟工业有限责任公司涪陵卷烟厂通过引入DRC电子电机系统,解决了供丝不连续的问题[2]。广东中烟工业有限责任公司广州卷烟厂借助网络视频监控、LED显示屏及其他一些辅助设施来实现制丝车间贮柜可视化管理,以此提升企业现场管理水平,改善现场工作环境,可用于预防和消除生产过程中的安全隐患和资源浪费[3],也可一定程度上实现对贮丝柜烟丝量的可视化监管。柜式贮丝模式是目前国内卷烟工艺常用的贮丝模式,柜式贮丝所涉及的换柜问题也是各卷烟厂普遍面临的重点问题,亟需解决。
1 问题描述
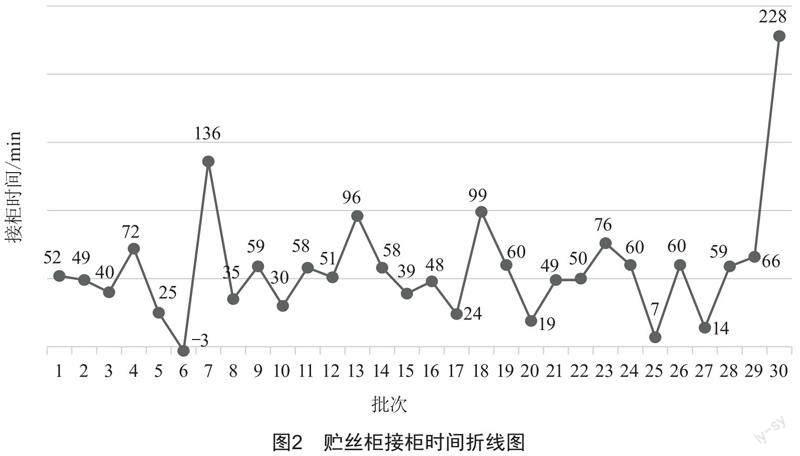
车间贮丝房现有16个贮丝柜、5个送丝振盘,每个振盘对应2~4个贮丝柜,批次结束时需要贮丝房操作工根据经验进行人工接柜操作,以保障供丝连续。人工接柜不确定性大,导致质量波动问题发生的可能性也会增大。据统计,2019年12月5日—14日生产牌号A的30个批次接柜时间,平均值为57.2 min,最小值为-3 min,最大值为228 min,极差231 min,离散程度极大,如图2所示。2019年10月—12月,卷包车间卷接机台烟丝断流8起,其中因一车间贮丝房操作工换柜不及时导致的有3起,占卷接机台烟丝断流的37.5%,影响后工序生产连续性。
2 貯柜换柜自动提醒实现的几个关键技术
2.1 调整贮丝柜激光测距仪远近端距离
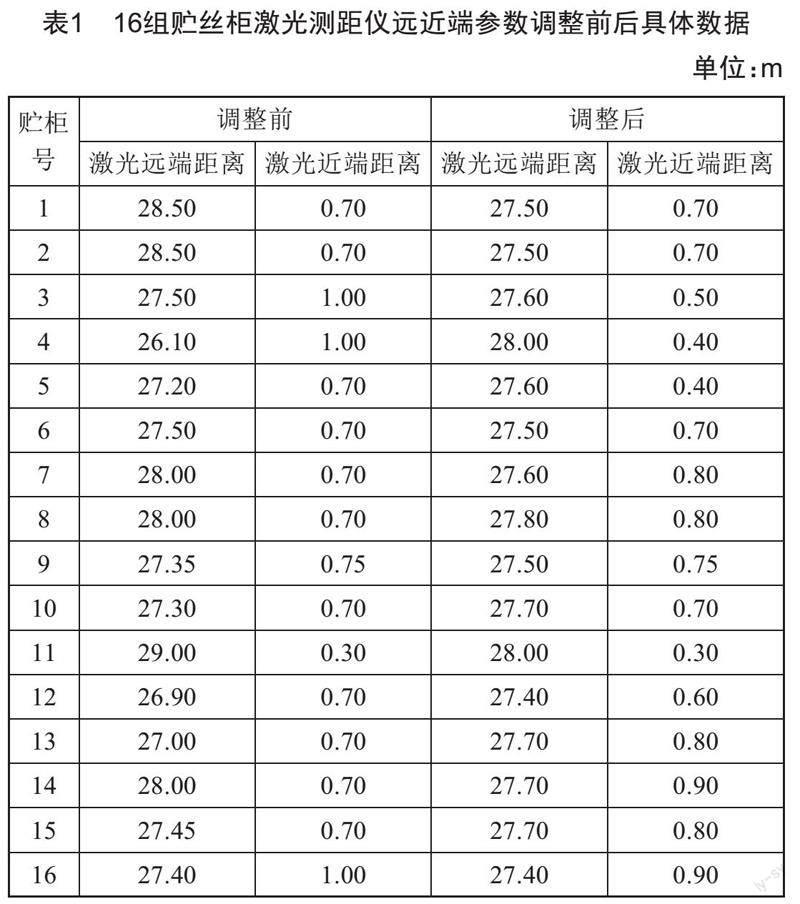
贮丝柜激光测距仪是控制布料大车往复运动距离的主要设备,贮丝柜往复运动的不一致可能会导致每组贮丝柜之间的布料情况不一致,从而出现贮柜物料首端与拨辊间距差距较大的情况,这也是影响接柜稳定性以及接柜时间长短的因素之一。通过现场查看,16组贮丝柜物料首端与拨辊间距以及贮丝柜布料情况存在较大差异,其中6号柜布料情况最为均匀合理,贮柜物料首端与拨辊间距适当,为40 cm。以6号柜为参照,调整其他贮丝柜激光测距仪远近端参数,实现布料情况与6号柜一致。调整前后参数如表1所示。
2.2 研发并新增换柜自动提醒功能
人工凭借经验对贮丝柜内烟丝存量以及卷接机台烟丝消耗速率进行监测,以此及时进行换柜操作,难免会存在较大误差。通过研究新增换柜自动提醒功能,可以极大地控制此类差错,从而提高生产的稳定性。将自动提醒的判定条件设定为:贮丝柜内烟丝实际剩余百分比(X)≤人工给定的预设值(Y)时,控制系统自动提醒人工进行换柜。
2.2.1 贮丝柜内烟丝实际剩余百分比(X)的获取
实际剩余百分比=(烟丝在贮丝柜内所需运行的总行程-实际行程)/烟丝在贮丝柜内所需运行的总行程。如图3所示,在贮丝柜传动辊上的花状轮盘处加装光电传感器,光电传感器每检测到一个金属块后,便向处理单元发送一个脉冲,花状轮盘每转动一圈便会接收到12次脉冲信号,将供丝开始接收到的脉冲次数作为实际脉冲值。当贮丝柜内烟丝全部输送完成后,所接收到的总脉冲次数为预设脉冲值,此时可以将总行程与实际行程的差值替换为预设脉冲值与实际脉冲值的差值,总行程替换为预设脉冲值。贮丝柜内烟丝实际剩余百分比就可以通过接收的脉冲次数进行计算,即实际剩余百分比=(预设脉冲值-实际脉冲值)/预设脉冲值。
2.2.2 换柜预设值(Y)的获取
换柜预设值的设定,是人工给出的判定比较条件值,即贮丝柜在生产输送烟丝条件下,应当对该贮丝柜进行接换柜操作的烟丝剩余量百分比值,因此其与卷接机数量、单台卷接机缓存烟丝量以及贮丝柜满载存料量有关。预设值的大小与生产中卷接机的数量成正比,卷接机的数量越多则消耗烟丝的速度越快,此时需要为卷接机预留足够的烟丝,即需要预设值较大,以保证报警到换柜完成的时间段内卷接机不会断料。
烟丝输送过程是通过送丝风管连接卷接机台与送丝振盘,送丝振盘连接贮丝柜。烟丝在负压作用下通过送丝风管从送丝振盘输送至卷接机台。通过在送丝风管上加装负压传感器,从而实时判断卷接机台是否在运转。即当实际压力值大于预设压力值,判定为卷接机台在运行,但由于送丝过程并不是连续不断的,当卷接机台缓存烟丝量足够时,负压会暂时停止,缓存烟丝量不足时,负压会升高,送丝风管继续送丝。通过卷接机缓存烟丝量以及卷接机台的生产速度对机台是否生产的判定需增加预设时间,在负压间断时间未超过预设时间或负压实际压力值大于预设压力值条件下,均判定认为该台卷接机处于运行状态。通过统计处于运行状态下卷接机的数量,从而得到生产中的卷接机数量。
换柜预设值Y的计算公式:Y=A+BDE/C。其中Y为预设值,A为尾料阶段剩余百分比,B为修正系数,C为供料贮丝柜的满载存料量,D为贮丝量调校值,E为与贮丝柜相连的运行中的卷接机的数量。当贮丝柜内烟丝的实际剩余百分比(X)≤预设值(Y)时,利用声光报警和监控界面报警提醒操作人员换柜。
3 应用效果
改造实施后,换柜提醒系统可实时、准确统计对接的机台数,并根据卷接机台数计算出换柜的预设值,当贮丝柜内烟丝的实际剩余百分比达到预设值时,生产现场的报警器和生产监控界面同时报警提醒操作人员换柜。对改造后的生产牌号A连续30次接柜时间进行统计,如表2所示,接柜时间在11~23 min范围内。与改造前相比较,接柜平均时间从57.2 min下降至17.5 min,极差值从231 min下降至12 min,批间换柜稳定性得到极大的提升,且无供丝断流现象发生。
4 结语
目前,基本上没有对自动提醒贮柜换柜的相关研究,为解决因人工换柜而造成换柜提前或滞后问题,本文通过调整贮丝柜激光测距仪远近端距离,确保贮柜物料首端与拨辊间距基本一致,并研究换柜自动报警系统,其根据卷接机数量、尾料阶段贮柜物料剩余百分比等设定换柜的预设值,当贮柜物料实际剩余百分比小于等于预设值时,利用声光报警和监控界面报警提醒操作人员换柜。本文的技术手段能够有效解决人工经验性换柜的不稳定、不精准问题。
[参考文献]
[1] 张军,万宇超,钟宇生,等.柜式贮丝和箱式贮丝两种贮丝方式下贮丝时间对烟丝质量的影响[J].卷宗,2020(13):334.
[2] 陈瑜,潘世华,熊金.浅谈DRC电机在烟草贮丝柜中的应用[J].科技创新导报,2020,17(22):72-75.
[3] 陈荣峰.卷烟企业制丝车间贮柜可视化探析[J].轻工科技,2021,37(9):66-67.
收稿日期:2023-01-11
作者简介:廖和明(1986—),男,江西人,助理工程师,研究方向:制丝工艺与设备技术。
