铁路货车自动检修系统机器人火焰切割工作站研制
2023-05-30李洪涛杨泽坤周坤唐麒龙杨战利张利杨玺
李洪涛 杨泽坤 周坤 唐麒龙 杨战利 张利 杨玺


摘要: 基于六轴工业机器人和多信息传感信号融合技术,开发了高精度高体重载三维天轨侧龙门结构铁路货车自动检修系统机器人火焰切割工作站,发明了一种自动检修作业快速分区识别的方法,解决了废旧车体定位基准缺失、随机变形和破损位置不均等问题,解决了货车检修领域中废旧车体切割工序长期依赖人工,难以利用自动化设备作业的行业难题。
关键词: 货车检修; 火焰切割; 识别相机; 柔性控制
中图分类号: TG 481
Development of robot flame cutting workstation for automatic maintenance system of railway freight car
Li Hongtao1, Yang Zekun1, Zhou Kun1, Tang Qilong1, Yang Zhanli1, Zhang Li2, Yang Xi3
(1.Harbin Welding Institute Limited Company, Harbin 150028, Heilongjiang, China; 2.Yulin Branch of National Energy Group Railway Equipment, Yulin 719300, Shaanxi, China; 3.Zhuzhou CRRC Times Electric Co., Ltd., Zhuzhou 412000, Hunan, China)
基金项目: 黑龙江省头雁团队专项资金资助
Abstract: Based on six-axis industrial robot and multi-information sensing signal fusion technology, a robot flame cutting workstation for automatic maintenance system of railway freight car with high precision and high weight loaded three-dimensional gantry structure on the sky rail side was developed. A method for rapid partition identification of automatic maintenance operation was invented, which overcame problems of missing positioning datum, random deformation and unequal damaged location of discarded car bodies. It solved industrial problems in the field of freight car maintenance that cutting process of scrap car body relied on manual work for a long time and was difficult to use automatic equipment.
Key words: freight car maintenance; flame cutting; identification camera; flexible control
0 前言鐵路货运作为各国运输的“大动脉”,是国家经济发展的重要途径,具有不定点、不定线、全天候、全温域运行于各铁路线的特点[1]。随着万吨重载运输愈加普遍,特别是部分周转频次高、磨耗加剧的车辆[2],长期经受雨水腐蚀、货物摩擦和装载机构撞击等外力作用,车体逐渐减薄直至穿孔失效,这时需要将磨损失效的车体切掉,并更换全新的板材,以保障铁路货运能力的稳定和安全[3-4]。由于货车修补作业存在车体随机变形、定位基准缺失、不同车体一致性极差、车体破损程度差别较大等行业痛点问题。因此,目前国内货车修补行业中废旧板材区域的识别和划分均是工人手工作业,工人在磨损区域画个轨迹,然后利用手持式火焰割炬按照轨迹将磨损失效的板材切割下来,并测量切割下来的尺寸进行修补板的下料作业。但是废旧车体切割工作量极大,据统计切割一辆C64型车一般是4人同时作业,根据车体的破损程度作业时间为1~3 h,检修车辆中70%左右车体的切割量为80~100 m(如遇全车切割底板切割量能达到460 m)。在该工位所需作业人员多、工作时间长、效率低且切割的直线性不能保证,切口的毛刺较大造成后期切割、打磨的麻烦,同时火焰切割产生的光污染、空气污染及高温造成工人的工作环境恶劣。整个流程下来,即浪费了板材,还降低了生产效率,增加工人的劳动强度,而且无法满足修补检修过程数字化、信息采集自动化、数据共享化、应用综合化的实际需要,不能保证货车检修精益化生产的迫切需求[5-6]。因此,基于铁路货车自动检修作业这种定位基准缺失的典型工件,开发配套的自动化火焰切割设备对于货运列车检修行业的自动化水平的提升具有重要意义。
1 设备主体情况
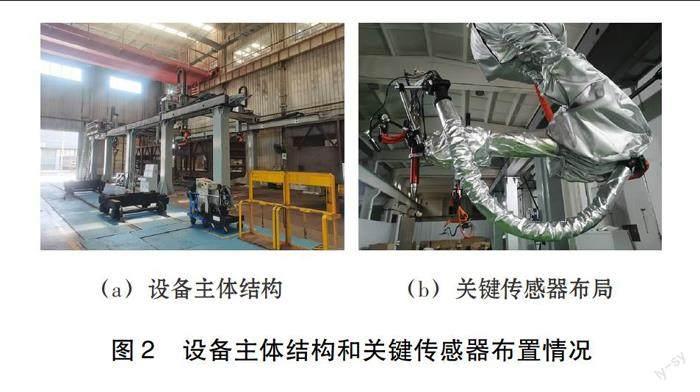
铁路货车车体形貌如图1所示。铁路货车自动检修系统火焰切割工作站基于六轴工业机器人系统为核心,辅以数显流量传感器、防碰撞传感器、等压式割炬、激光测距传感器、IV2识别相机、笔筒摄像头等关键传感元件和三维天轨侧龙门结构建立自动切割单元用以解决铁路货修领域所面临的定位基准缺乏、随机变形和破损位置不均等问题,突破传统手工作业方式,首次在国内铁路货修领域实现“以机代人”的创新。设备主体结构和关键传感器布局如图2所示。
1.1 机械设计基本结构
该系统中机器人切割工作站采用高架天轨方式,在工件两侧各放置1台侧龙门及其运动天轨,在同一轨道上安装有2台切割机器人,共计配有4套独立切割机器人系统,机器人安装在可三维运动的天轨门架上,能够有效的放大机器人的运动行程,三维移动均采用交流伺服驱动,并可以在0.5~10 m/min之间无级调速,同时每台机器人都能在X,Y,Z 3个方向进行扩展运动,与机器人本体形成9轴协调运动系统,适应车厢最大车内尺寸:13.00 m×2.89 m×2.15 m,每台设备均可独立进行车体端墙、侧墙内外侧焊缝的切割作业,每条天轨的2台机器人分别倒挂在2套悬臂和升降臂上。机器人悬臂及升降臂可以沿纵向轨道(X向)移动,升降臂可以沿悬臂进行横向(Y向)运动,升降臂可在悬臂滑座上下(Z向)移动,机器人控制柜及与之相配套的电气元件均安装在行走滑台或天轨平台上,其机械接头如图3所示。铁路货车自动检修系统火焰切割工作站由管道或气瓶提供,主要有3路气体,分别为预热氧气、预热燃气和切割氧气。
1.2 电气设计基本结构
1.2.1 控制系统设计原理
电气设计部分主要控制机器人内置PLC和伺服电机、外设PLC和外置各传感器、AC24V点火装置、预热氧气电磁阀、切割氧气电磁阀、预热燃气电磁阀、操作台、变压器等。通过外置PLC循环扫描的方式进行控制系统的整体控制,1个扫描周期一般为20~50 ms。扫描周期主要由输入采样、程序执行和刷新输出构成,PLC控制器首先读取输入端的信号状态并存入与输入端子数目对应的寄存器中,并在下阶段的扫描周期中被重新读取。程序执行期间,地址计数器顺序寻址,依次指向每个存储单元,控制器顺序执行这些指令[7],对指令指定的输入状态寄存器、输出或内部辅助继电器、定时器、计数器、状态器的状态进行逻辑运算,运算结果通过输出指令存入对应状态的寄存器[8],在所有的指令执行完毕后,在输出刷新阶段转存到输出锁存器,驱动输出继电器的线圈,形成PLC的实际输出。在1个周期执行完毕后,地址计数器恢复到初始地址,重复执行上述3个阶段的工作,最终实现铁路货车检修系统火焰切割工作站的自动控制,控制界面如图4所示。
1.2.2 分区识别相机控制系统
为解决铁路货车检修作业时车体随机变形、车体破损程度差别较大等核心技术问题展开技术攻关,发明了一种用于铁路货车车体自动切割作业快速分区识别的方法,将视觉检测相机安装在切割机器人六轴端部,机器人带动相机以分区形式快速拍照,机器人根据相机所采集的待割区信息,控制系统规划调取机器人自动切割程序,并开展车体的自动切割作业。该方法以工业机器人为核心,配合拍照识别传感器(图5),利用OCR数字通讯技术进行数字识别,通过连接FTP 服务器,传送图像文件和判断结果。连接SNTP服务器,自动调节控制器的时间。切割轨迹在机器人中提前预制,通过PLC和现场网络与OCR系统进行连接,进行数字、字母或者符号获取和判断,实现自动控制切换程序编号(改变顺序)的功能。可以轻松检测出用光电开关难以识别的配件形状等;设定運行条件时,需要使用触控面板或专用软件,通过以太网连接传感器与触控面板、传感器与计算机,所以除了1对1的直接连接以外,还可以连接多台传感器。
利用机器人柔性、高精度运行的特点,运行到提前预置好的切割轨迹和位置,进行分区扫描拍照,将符号代表的意义及切割的轨迹提前预制,机器人按照既定路线进行分区拍照,利用OCR技术将符号记录并处理,上传至中央处理器,通过中央处理器进行程序的调用,并将该程序号的轨迹路线传输至下料工位,从而实现下料和切割尺寸的数据共享,控制系统逻辑如图6所示。
2 基本工作流程
经过点装好的车体,传输到该工位,经由工装夹具定位后,人为将整个侧墙进行分区,确定将要拆解的区域后,由人工进行号码喷涂,随后交由拍照识别系统识别之后自动调取切割程序,由该系统4台切割机器人依据提前规划好的轨迹对端/侧墙修补位置进行自动切割。结合切割工况进行kuka robot柔性切割技术的二次开发,切割过程中机器人能够实现人工实时干预的方式对切割轨迹进行实时修正。利用笔筒摄像头在割炬的前方检测监测过程,操作人员在切割过程中在显示屏上监测图像,为人工实时干预提供了便利和检测手段,以确保割炬适应复杂的工作环境。
机器人在提前设定好的安全位置等待调用指令的输入,由人工进行车门拆解和车体整修工作,工人手动在整修车体需要切割的位置进行数字标记,不同的数字代表不同的切割尺寸和切割形状,待经由拆解整修过后的铁路货车车体由假车和动力机构的带动下进入待切区域后,人工按动操作台上的“启动按钮”进行切割作业,进行自动程序调用,由拍照识别系统对不同区域进行拍照,将拍到的数据通过PLC传递到机器人总控系统从而判断是否需要切割以及需要切割的形状和尺寸,通过激光高度传感器进行车体的定位识别从而确定车体的位置是否出现偏差,并识别出切割轨迹的始端,利用明弧摄像+人工干预的方式确保切割过程稳定可靠,并通过流量传感器实时调节燃气和氧气的比例,控制切割风线的长度及时应对错综复杂的切割工况,完成切割作业后返回安全位置。铁路货车自动检修系统火焰切割工作站工作流程如图7所示。
3 结论
通过铁路货车自动检修系统机器人火焰切割工作站的研制,进一步解决了货修领域自动化程度不高、人工切割精度低及工人劳动强度大等问题,扩宽了自动化焊割设备的应用范围,为类似这种随机变形、定位基准缺失的典型工件的自动化设备研制提供新型解决方案。
参考文献
[1] 孙建伟. 欧洲铁路货车维护指导手册对国铁货车检修模式的借鉴研究[J]. 科技与创新, 2022(9): 90-92.
[2] 王鹏. 面向状态修的铁路货车车轮磨耗分析和检修周期评价[J]. 能源科技, 2021, 19(6): 84-87.
[3] 杨泽坤, 董曼淑, 周坤, 等. 齿轨座双机器人柔性焊接装备研发[J]. 煤矿机械, 2021, 42(7): 97-99.
[4] 杨永波, 王金奎, 秦伟涛, 等. 敞车端墙龙门专机自动焊生产线的研制[J]. 机械制造文摘——焊接分册, 2012(5): 21-24.
[5] 宁乐振. 精益生产在铁路货车维修中的应用分析[J]. 交通世界, 2019(1): 268-269.
[6] 刘少君. 铁路货车端墙柔性组焊单元的研究与应用[D]. 大连: 大连交通大学硕士学位论文, 2010.
[7] 万鹏. 火焰切割机器人工作站[J]. 品牌与标准化, 2010(2): 58.
[8] 岳鹏飞. 基于机器人的3C产品柔性生产线电气系统设计[J]. 时代汽车, 2022(7): 140-141.
收稿日期: 2023-02-24
李洪涛简介: 工程师;主要从事直缝钢管埋弧焊设备、机器人智能设备的安装调试工作;LHT0425@126.com。
