复烤方式对片烟结构及片型的影响
2023-05-29何彬蔡斌吴昊
何彬 蔡斌 吴昊


摘要 [目的]探究不同复烤方式对烟片结构及片型的影响。[方法]以贵州黔南烟区A3CH1模块C2F等级烟叶为试验材料,以CK、ZK、DK1、DK2 4种方式进行复烤试验。[结果]DK1可以达到“降大片、提中片”的目的,从大片组烟片尺寸变化来看,打叶复烤加工效果最优的是DK1、DK2,其次是CK,最后是ZK。从复烤前后长边、短边分析来看,CK和ZK复烤前后中片组烟片尺寸均相对偏大,DK1和DK2复烤前后中片组烟片尺寸均相对偏小,从中片组烟片尺寸来看,ZK的打叶复烤加工效果最好,其次是CK,最后是DK1和DK2。[结论]DK1对片烟结构的改善效果及对大片组烟片加工效果较优,ZK的打叶复烤加工对中片组烟片尺寸效果最好。
关键词 复烤方式;烟片结构;烟片片型
中图分类号 TS44+3 文献标识码 A 文章编号 0517-6611(2023)09-0168-07
doi:10.3969/j.issn.0517-6611.2023.09.041
Abstract [Objective]In order to explore the effect of different redrying methods on the structure and shape of tobacco slices. [Method]Using the A3CH1 module C2F grade tobacco leaves in the Qiannan tobacco area of Guizhou as the test material, the four methods of CK, ZK, DK1 and DK2 were used for redrying. [Result]The results showed that DK1 can achieve the purpose of “lowering large slices and raising middle slices”. From the perspective of the size change of large slices, DK1 and DK2 are the best for threshing and redrying, followed by CK, and finally ZK. From the analysis of the long and short sides before and after redrying, the size of the middle slices before and after redrying for CK and ZK is relatively large, while the sizes of the middle slices for DK1 and DK2 before and after redrying are relatively small. In terms of slice size, ZK has the best threshing and redrying effect, followed by CK, and finally DK1 and DK2. [Conclusion]The results showed that DK1 has better effect on improving the structure of tobacco slices and processing effect on large slices, and ZK’s threshing and redrying processing effect has the best effect on the size of middle slices.
Key words Redrying method;Tobacco sheet structure;Tobacco sheet type
基金项目 中国烟草总公司贵州省公司项目“贵州山地烟叶打叶复烤特性研究”(201927)。
作者简介 何彬(1979—),男,贵州瓮安人,助理经济师,从事烟叶农艺与打叶复烤管理研究。
*通信作者,工程師,从事打叶复烤加工及工艺研究。
打叶复烤是烟叶进入醇化前的重要工序,原烟在打叶复烤过程中要经历原料准备、真空回潮、润叶、打叶风分和烤叶等一系列打叶复烤环节[1-2],各环节的工艺参数都可能会对复烤后的片烟结构产生影响[3-4];叶片结构是衡量片烟均匀性加工水平的重要指标之一,片烟结构主要影响卷烟加工制丝后成品烟丝的质量;通常片烟尺寸越大,切丝后整丝比越高,且在一定范围内烟丝的填充能力越强[5-7]。片烟结构的评定指标主要有大片率(>25.4 mm)、中片率(12.7~25.4 mm)、小片率(6.35~12.7 mm)、碎片率(<6.35 mm)、大中片率(>12.7 mm)、出片率(>6.35 mm)及叶中含梗率等指标,其中大中片率和小碎片率对制丝质量至关重要[8-9]。当前,控制大片率,稳定提高中片率,降低小片率及提高长梗率逐步成为卷烟生产对片烟结构的新要求[10]。
包秀萍等[11]研究发现,不同部位烟叶适宜的复烤强度有所差异,其中上部叶适宜在低强度工艺(一润水分17.0%、二润水分17.5%、复烤二区温度78 ℃)下复烤,复烤强度过大会致使烟叶香气损失,杂气增加。刘楷丽等[12]研究表明,随复烤强度的变化,其片烟收缩率、大中片率及油醚提取物等香气物质均有不同程度的变化。高占勇等[13]研究表明,复烤后不同尺寸片烟的化学成分含量存在较大差异,且具有较强的相关性,提升不同尺寸片烟的分布均匀性对提高关键化学成分的均质化水平至关重要。综上,明确适宜的复烤方式对片烟结构调整及稳定卷烟制品质量具有重要意义。
1 材料与方法
1.1 试验材料
以贵州黔南烟区A3CH1模块C2F等级烟叶为试验材料。
1.2 试验设计
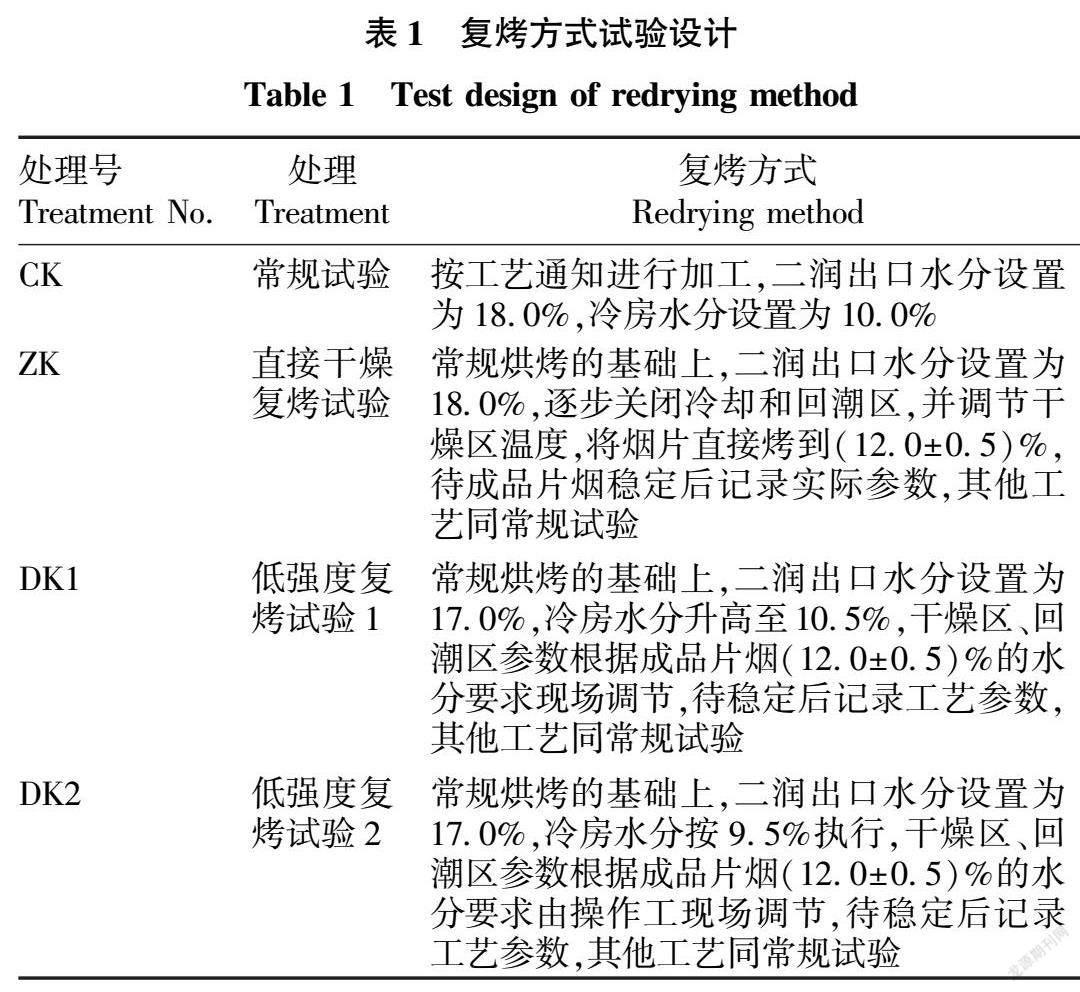
试验设计见表1。
1.3 测定项目及方法
将打后、烤后样品通过烟片振动分筛出大片(>25.4 mm)和中片(12.7~25.4 mm),采用CA80011型片烟大小及分布测定系统检测烟片的长度、宽度及面积。指标测定分别参照YC/T 146—2010《烟叶打叶复烤工艺规范》、YC/T 147—2010《打叶烟叶质量检验》和GB/T 21136—2007《打叶烟叶叶中含梗率的测定》进行检测。
1.3.1 烟片尺寸表征处理方法。
烟片尺寸用烟叶长边、短边和面积进行表征,根据片烟大小及分布测定系统检测结果,取长度、宽度较大者作为长边,较小者作为短边。
1.3.2 烟片形状表征处理方法。
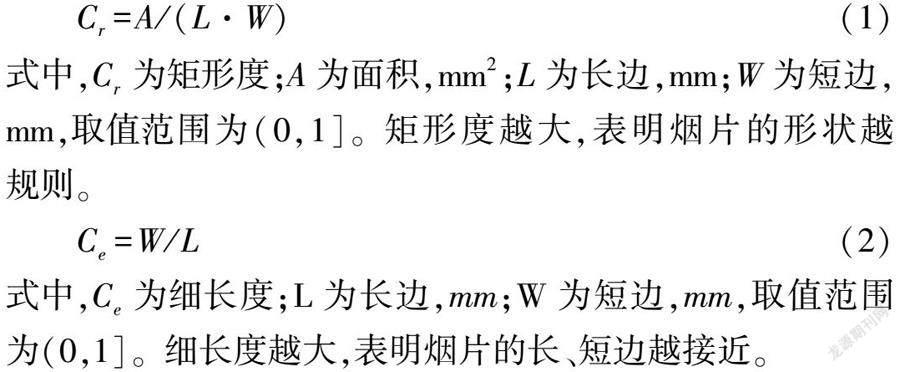
形状描述方法中矩形度和细长度具有计算简单、应用广泛的特点,因此选取矩形度和细长度作为烟片形状特征指标,利用公式(1)、(2)进行计算。
Cr=A/(L·W)(1)
式中,Cr为矩形度;A为面积,mm2;L为长边,mm;W为短边,mm,取值范围为(0,1]。矩形度越大,表明烟片的形状越规则。
Ce=W/L(2)
式中,Ce为细长度;L为长边,mm;W为短边,mm,取值范围为(0,1]。细长度越大,表明烟片的长、短边越接近。
1.3.3 分布曲线及累计分布曲线。
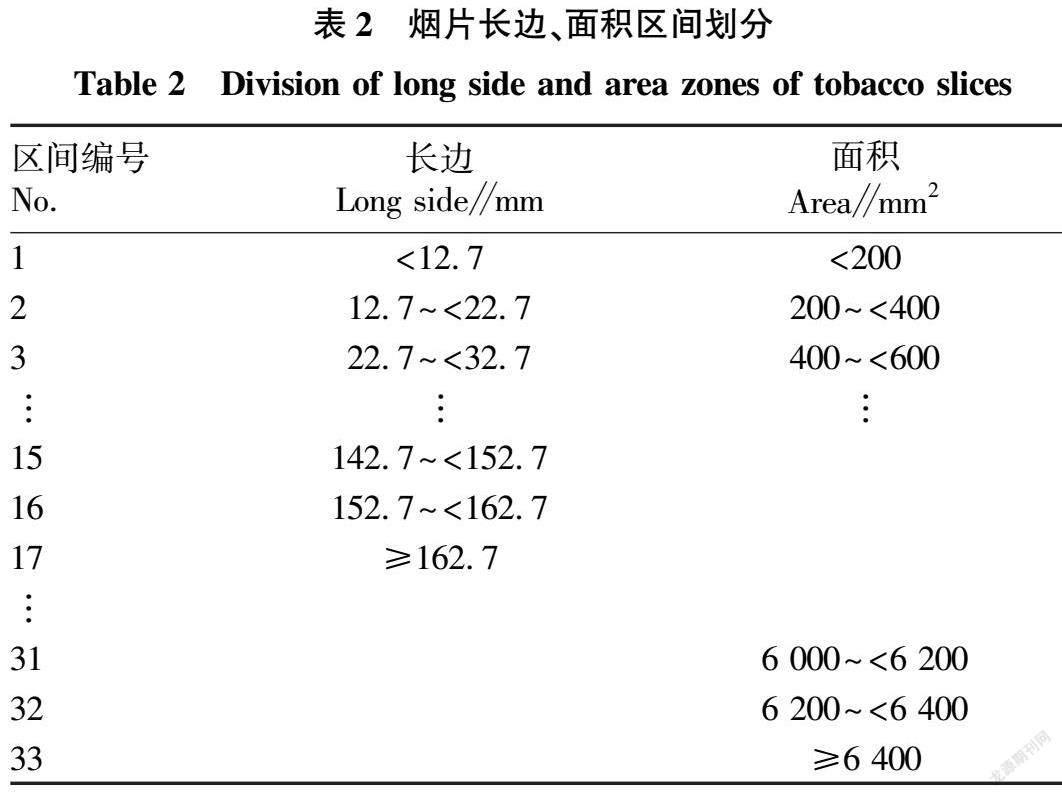
根据打后和烤后烟片尺寸的测量结果,分别将长边、面积按表2进行区间划分,计算烟片各区间总长度和总面积占比,以区间编号为横坐标、区间总长度和总面积占比为纵坐标,分别作长边、面积分布曲线及累计分布曲线。
1.4 数据处理
数据采用Microsoft Excel 2016进行统计处理和制图,利用SPSS 26软件进行数据分析。
2 结果与分析
2.1 复烤方式对片烟结构的影响
其他条件一致的情况下,对CK、ZK、DK1、DK2 4种复烤方式的成品片烟叶片结构和叶中含梗率进行检测,结果见表3。由表3可知,CK、ZK、DK1 3种复烤方式的成品片烟结构和含梗率均满足卷烟工艺规范要求[14],DK2复烤方式成品片烟大中片率低于80%,不满足卷烟工艺规范要求,这可能与DK2复烤方式的冷房水分有关。
与CK相比,ZK复烤方式的大片率、大中片率和含梗率较高,中片率和碎片率均小于CK,可见ZK复烤方式能够提高片烟结构的大中片率。DK1和DK2复烤方式的大片率、大中片率、碎片率和含梗率均小于或等于CK,而中片率大于CK。
2.2 复烤方式对大片组烟的影响
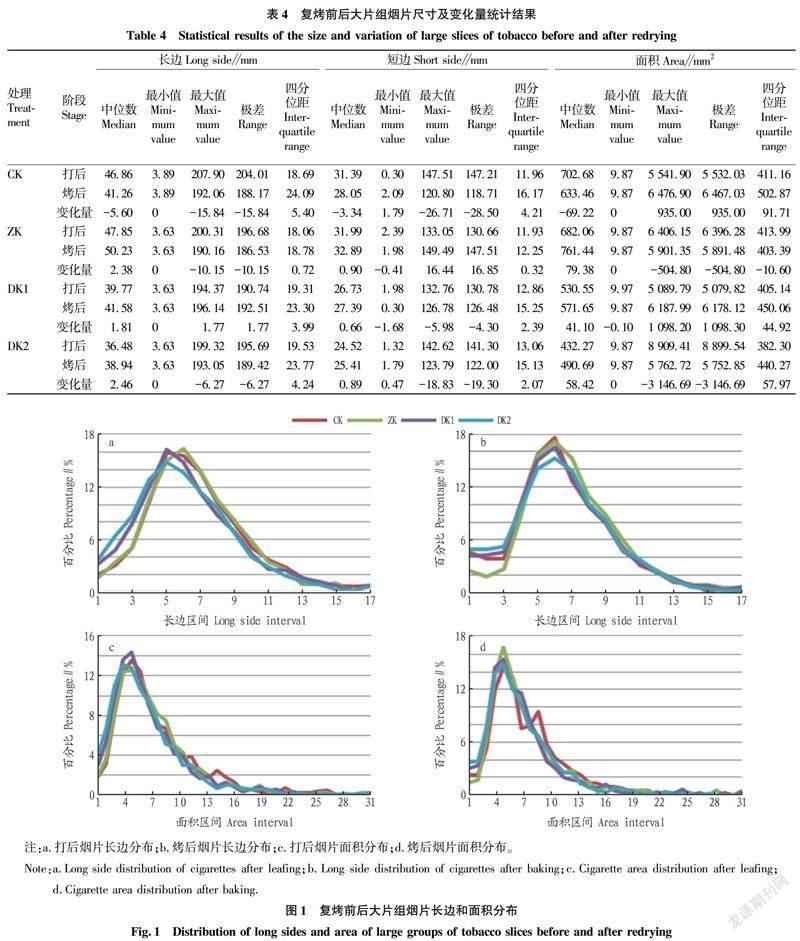
2.2.1 复烤方式对大片组烟片尺寸的影响。
从复烤前后长边、短边和面积进行统计分析,结果见表4。由表4可知,CK和ZK复烤前后烟片尺寸均相对较大,DK1和DK2复烤前后烟片尺寸均相对较小。CK和ZK、DK1和DK2复烤方式主要区别在于二润出口水分设置,因此,该差异可能与DK1、DK2和CK、ZK二润出口水分设置有关。
从复烤前后长边、短边和面积的中位数变化量分析可知,CK长边、短边和面积中位数经过复烤后呈降低趋势,ZK、DK1、DK2中位数呈升高趋势,即经过复烤后,CK烟片整体尺寸变小,ZK、DK1、DK2整体尺寸变大;结合复烤前后数据,CK虽然复烤后烟片尺寸变小,但是由于打后烟片尺寸整体偏大,所以CK复烤后烟片尺寸与DK1、DK2相近。因此,从大片组烟片变化情况来看,DK1、DK2打叶复烤加工效果优于CK和ZK。
2.2.2 复烤方式对大片组烟片尺寸分布的影响。
各复烤方式打后、烤后烟片长边和面积分布曲线见图1。从图1可见,各复烤方式打后、烤后烟片长边和面积的分布类型相似,均呈偏峰分布,右侧拖尾现象明显,说明均存在“超大片”现象。不同复烤方式分布曲线的区别在于峰值区间及峰值不同,CK、DK1和DK2经复烤后烟片长边峰值区间从42.7~<52.7 mm升高到52.7~<62.7 mm,长边峰值均变大,变化幅度在1%~2%;ZK烟片长边峰值区间未变化,长边峰值变小,变化幅度在1%左右。DK2经过复烤后烟片面积峰值區间从600~800 mm2升高到800~1 000 mm2,面积峰值变大,变化幅度在1%左右;CK、ZK、DK1面积峰值区间变化不大,面积峰值变大,变化幅度在1%~4%。
各复烤方式打后、烤后烟片长边和面积累计分布曲线见图2。从图2可见,打后、烤后烟片长边的4个区间段依次为长边<12.7 mm、变化平缓、累计百分比小于5%,长边12.7~<92.7 mm、变化较快、累计百分比80%左右,长边92.7~<122.7 mm、变化较慢、累计百分比10%左右,长边≥122.7 mm、变化平缓、累计百分比5%左右。打后、烤后烟片面积的4个区间段依次为面积<200 mm2、变化平缓、累计面积比小于5%,面积200~<2 000 mm2、变化较快、累计面积比80%左右,面积2 000~<3 200 mm2、变化较慢、累计面积比10%左右,面积≥3 200 mm2、变化平缓、累计面积比5%左右。综合以上分析可知,大片组中有大约95%的烟片集中分布在12.7~132.7 mm,面积分布在200~3 800 mm2,虽然同属于大片范畴,但烟片的实际尺寸差异很大。
2.2.3 复烤方式对大片组烟片形状的影响。
由表5可知,从打后烟片形状分析,DK1和DK2的矩形度大于CK和ZK,细长度相差不大,说明DK1和DK2打后烟片形状更加规整。经过复烤后,CK烟片矩形度和细长度增大,ZK、DK1和DK2矩形度和细长度减小,说明CK复烤方式有助于提升烟片的整体规整度。综合烤后烟片矩形度和细长度分析,CK的烟片形状整体规整度最高,其次是DK1和DK2,最后是ZK。
2.3 复烤方式对中片组烟的影响
2.3.1 复烤方式对中片组烟片尺寸的影响。
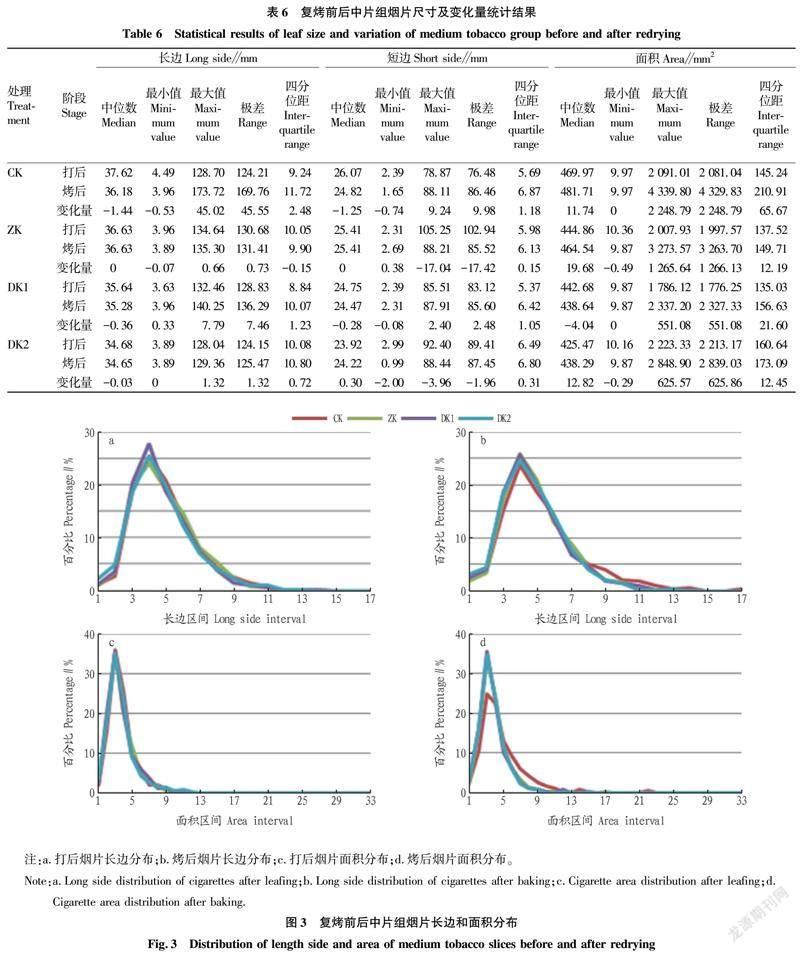
由表6可知,从复烤前后长边、短边和面积中位数统计结果分析来看,CK和ZK复烤前后中片组烟片尺寸均相对偏大,DK1和DK2复烤前后中片组烟片尺寸均相对偏小,这与大片组烟片复烤前后尺寸统计结果一致,可见二润出口水分较低时,中片组烟片的整体尺寸也相对偏小。
2.3.2 复烤方式对中片组烟片尺寸分布的影响。
图3可见,各复烤方式下打后、烤后烟片长边和面积的分布类型相似,均呈偏峰分布,且右侧有拖尾现象,说明均存在“超大片”现象。不同复烤方式分布曲线的区别在于峰值不同,复烤前后长边峰值均在32.7~<42.7 mm,ZK长边峰值复烤后表现为升高的趋势,CK、DK1、DK2长边峰值复烤后表现为降低的趋势,变化幅度均在1%~2%。复烤前后面积峰值均在400~<600 mm2区间,经过复烤后面积峰值均表现为降低趋势,CK降幅大于10%,ZK、DK1、DK2降低幅度在1%~2%,说明CK对中片组烟片的集中度影响较大。
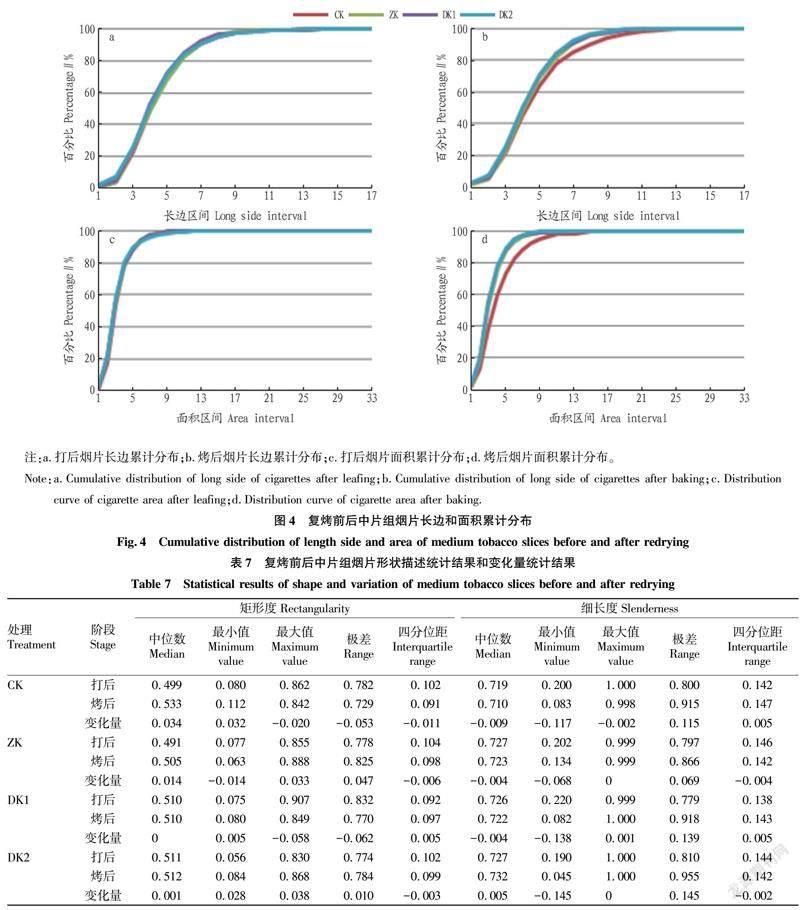
从图4可见,打后、烤后长边累计分布曲线可以划分为4个区间段,依次为<12.7 mm、曲线变化平缓、累计面积比小于5%,长边12.7~<62.7 mm、曲线变化速度较快、累计面积比80%左右,长边62.7~<82.7 mm、曲线变化速度较慢、累计面积比10%左右,长边≥82.7 mm、曲线变化平缓、累计面积比5%左右。打后、烤后面积累计分布曲线可以划分为3个区间段,依次为面积<200 mm2、曲线变化平缓、累计面积比小于5%,面积200~<1 200 mm2、曲线变化速度较快、累计面积比90%左右,面积≥1 200 mm2、曲线变化平缓、累计面积比5%左右。综合以上分析可知,中片组大约95%的烟片长边分布在12.7~92.7 mm,面积分布在200~1 400 mm2。
2.3.3 复烤方式对中片组烟片形状的影响。
由表7可知,从打后烟片形状分析,DK1和DK2的矩形度大于CK和ZK,细长度大于CK,即DK1和DK2打后烟片形状更加规整,说明二润出口水分较低时,打后中片组烟片更加规整。经过复烤后,DK1矩形度不变,CK、ZK和DK2均增大,且CK增大比较明显,说明4种复烤方式均能提升烟片规整度;DK2细长度增大,CK、ZK、DK1细长度减小。结合复烤前后烟片矩形度和细长度分析,CK烟片整体规整度最高,其次是DK1和DK2,最后是ZK。
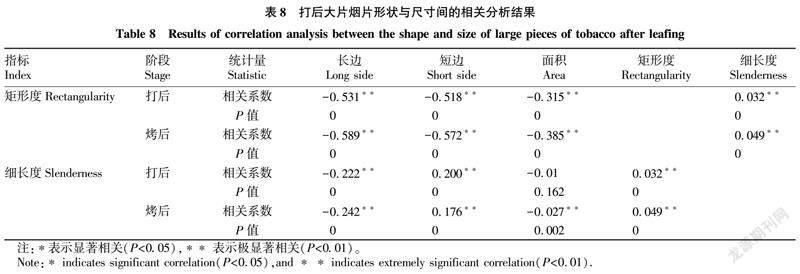
2.4 煙片形状与尺寸相关分析
表8为打后、烤后大片组烟片形状与尺寸间的Spearman相关分析结果。由表8可知,除细长度与打后大片组烟片面积间无相关性之外,其余各指标均存在极显著相关性。复烤后,形状与尺寸之间的相关系数增大,说明烤后相关性更强。矩形度与细长度间呈极显著正相关关系,与长边、短边、面积呈极显著负相关关系。细长度与长边呈现极显著负相关关系,与短边呈现极显著正相关关系。
3 结论
直接干燥复烤试验(ZK)和低强度复烤试验1(DK1)2种方式的片烟结构均优于常规复烤,但从打叶复烤的“降大片、提中片、控碎片”的指导思想来看,DK1对片烟结构的改善作用优于ZK。大片组中有约95%烟片集中分布在12.7~132.7 mm,面积分布在200~3 800 mm2,虽然同属于大片范畴,但烟片的实际尺寸差异很大。从片烟大片组烟片变化情况来看,DK1、低强度复烤试验2(DK2)复烤加工效果优于常规复烤(CK)。对于中片组烟片尺寸,DK的打叶复烤加工效果最好,DK1和DK2复烤前后中片组烟片尺寸均相对偏小,这与大片组烟片复烤前后尺寸变化一致,可见二润出口水分较低时,中片组烟片的整体尺寸也相对偏小。对于复烤后中片形状,DK1矩形度变化不明显,而CK、ZK和DK2的矩形度均有较大提升,说明不同复烤方式对于片烟的规整度均有提升,其中以CK烟片整体规整度最高,DK1、DK2次之。
综上,从片烟结构来看,DK1加工效果最佳,DK2片烟结构最差;从大片组烟片尺寸和片形分析,加工效果最优的是DK1、DK2,其次是CK,最后是ZK。从中片组烟片尺寸和片形分析,加工效果最优的是ZK,其次是CK,最后是DK1和DK2。从片形来看,CK复烤条件对烟片片型加工效果最优,正常组最多,超大片组最少,DK1、DK2变化不明显,ZK加工效果最差。
参考文献
[1] 谢博文,朱智寅,崔程瑞,等.打叶复烤工艺对提升烟叶叶片结构均匀性的影响研究现状[J].南方农业,2020,14(27):215-218.
[2] 简辉,杨学良,王保兴,等.复烤温度对烟叶化学成分及感官质量的影响[J].烟草科技,2006,39(12):12-15,19.
[3] 罗登山,曾静,刘栋,等.叶片结构对卷烟质量影响的研究进展[J].郑州轻工业学院学报(自然科学版),2010,25(2):13-17.
[4] 王鹏泽,党霞,李彦周,等.浅析打叶复烤叶片结构的优化措施和途径[J].天津农业科学,2019,25(4):47-50.
[5] 陈良元.卷烟生产工艺技术[M].郑州:河南科学技术出版社,2002.
[6] 崔海涛,张国俊.复烤后叶片结构对卷烟加工整丝率及填充性的影响[J].科技创新与应用,2018(19):57-58.
[7] 姚光明,王文辉,尹献忠,等.烟丝结构对烟丝填充值和卷接质量的影响[J].郑州轻工业学院学报(自然科学版),2003,18(4):62-64.
[8] 刘志平,姜焕元,林平.叶片大小与叶丝尺寸关系的探讨[J].烟草科技,2002,35(2):15-17.
[9] REYNOLDS R J.Status of the strip particle size specification project[EB/OL].(2002-02-01)[2020-08-03].http://legacy.library.ucsf.edu/tid/gpj34d00.
[10] 吴芳,喻文蓉,李德综,等.不同工艺参数的设定与打叶复烤质量的关系[J].科技与企业,2012(14):324.
[11] 包秀萍,王超,刘煜宇,等.打叶复烤不同工艺强度对烟叶自然醇化品质的影响[J].西南农业学报,2022,35(3):647-654.
[12] 刘楷丽,杨晶津,刘继辉,等.不同复烤方式对片烟理化特性的影响[J].安徽农业科学,2021,49(23):198-200,224.
[13] 高占勇,刘继辉,杨晶津,等.复烤片烟特征面积与化学成分的相关性分析[J].中国烟草学报,2020,26(2):8-16.
[14] 国家烟草专卖局.卷烟工艺规范[M].北京:中国轻工业出版社,2016.