米香型白酒“增乳”工艺的优化研究
2023-05-28张龙梁振荣郝俊光罗丹万瑞杰叶静萱吴金燕黎婷李官连
张龙,梁振荣,郝俊光,罗丹,万瑞杰,叶静萱,吴金燕,黎婷,李官连
(1.劲牌广西天龙泉酒业有限公司,广西河池 546400;2.钦州市食品风味分析与调控重点实验室,北部湾大学食品工程学院,广西钦州 535011)
白酒由多种风味物质组成,已报道的有1874种[1]。米香型白酒主体香较为简单,由β-苯乙醇、乙酸乙酯以及乳酸乙酯构成[2-3]。以大米为原料,添加小曲进行糖化与发酵,蒸馏得到原酒[4]。其生产周期较短,入口柔和,米香纯正,口感绝佳[5]。白酒的发酵是由多种微生物共同作用而成,酿造的主要功能微生物可分为三大类:酵母菌[6-7](如酿酒酵母Saccharomyces cerevisiae)、霉菌(如米根霉Rhizopus oryzae)和细菌(如巴氏醋杆菌Acetobacter pasteurianus)。
酯类物质具有呈香作用,与乙醇等物质发生反应使乙醇在人体内停留的时间减少[8]。米香型白酒中乳酸乙酯、乙酸乙酯等主要香气物质的合成主要途径有两条[9-11]:一是由酯酶(Esterase)的催化产生;二是在醇酰基转移酶(Alcohol Acyltransferase,AATFase)的作用下生成。酵母菌代谢产生的乙醇和乳酸菌代谢产生的乳酸构成乳酸乙酯的前体,再经酯化形成乳酸乙酯[12]。影响酯类形成的因素较多,包括pH 值、温度、微生物菌落、溶解氧、设备尺寸等[13]。发酵过程中pH 值影响酿酒酵母的增殖,从而影响风味物质的形成[13]。发酵温度可通过影响微生物一系列生理生化过程对酒质产生影响,如高温提高杂醇油的产生[15-16]。地域导致的微生物差异也是影响白酒香型的一大因素[18]。Pires等[19]通过降低发酵液中的溶氧量、降低发酵罐静压、提高发酵温度等途径,有效增加了酯类的含量。将扣囊覆膜酵母(Saccharomycopsis fibuligera)与酿酒酵母以及米根霉混合后进行发酵,可增加短链酯类的含量[20-21]。
传统米香型白酒酿造是基于天然微生物的经验管理发酵模式,现代机械化酿造是基于纯种制曲的大容器发酵。大容器酿造乳酸乙酯含量低是天龙泉酒业提升产品质量的瓶颈问题,为此天龙泉在酿酒酵母选育和酿造工艺优化方面进行了大量的尝试。本文对新获取的一株高产酯酿酒酵母Y4,进行提高乳酸乙酯含量的实验室工艺条件优化,以确定Y4 酵母工业化应用的潜力。
1 材料与方法
1.1 材料、试剂及仪器
1.1.1 原材料
晚稻大米,淀粉含量75 %,南宁市欣和福粮油有限公司;根霉曲,糖化力34 g/100 g,广西天龙泉酒业有限公司;酵母菌Y4,发酵力37 %vol,广西天龙泉酒业有限公司。
1.1.2 试剂及耗材
内标:叔戊醇(纯度99.5%)、乙酸正丁酯(纯度99.5%),购自上海麦克林科技有限公司。
风味标准物质:棕榈酸乙酯(纯度99 %)、乙醛(纯度40 %)、甲醇(纯度99.9 %)、乳酸乙酯(纯度98 %)、乙酸乙酯(纯度99.9 %)、正丁醇(纯度99.5 %)、壬酸乙酯(纯度99 %)、苯乙醇(纯度99.7 %)、异丁醇(纯度99.9 %)、正丙醇(纯度99.5%)、异戊醇(纯度99%),购自上海麦克林科技有限公司。
1.1.3 仪器设备
低温摇床,INNOVA 43R,上海巴玖实业有限公司;安捷伦气相色谱仪,Agilent7890B,安捷伦科技有限公司;空气发生器,QL-3,山东赛克赛斯能源有限公司;氢气发生器,QL-300,山东赛克赛斯能源有限公司;电子调温万用炉,DK-98-II,天津市泰斯特仪器有限公司;鼓风烘箱,DHG-9240A,上海一恒科学仪器有限公司;纯水过滤机,Intergal10,广西南宁市博美生物科技有限公司。
1.2 试验方法
1.2.1 米香型白酒的工艺过程
称取挑选过的大米100 g,将称好的大米用清水清洗,两次即可。洗好的大米,以大米与水1∶1,加入清水。蒸米时要适当搅拌米粒,不要粘锅底,米饭要求内无生心,熟而不烂,手感柔软,淀粉糊化。米饭蒸好后趁热将米粒打散,米饭降温到30 ℃方可加曲,加曲比例为0.25 %~4 %。加曲之后盖上盖子,放入30 ℃的恒温箱进行糖化,时间持续24 h。米饭糖化到适宜程度后,按大米130 %的比例迅速加入纯水。将加好纯水的醪液放入恒温培养箱,发酵时间为12 d,发酵温度22~30 ℃。
1.2.2 米香型白酒发酵过程的单因素试验
发酵温度:在加曲比例1 %、酿酒酵母与根霉比例1∶10 的条件下,进行温度22 ℃、24 ℃、26 ℃、28 ℃、30 ℃对乳酸乙酯含量影响的比对。
酒曲添加量:在发酵温度28 ℃、酿酒酵母与根霉比例1∶10 的条件下,进行酒曲添加量为0.25 %、0.5%、1%、2%、4%对乳酸乙酯含量影响的比对。
酒曲比例:在加曲比例1 %、发酵温度28 ℃的条件下,进行酿酒酵母与根霉比例0.25∶10、0.5∶10、1∶10、2∶10、4∶10 对乳酸乙酯含量影响的比对。
1.2.3 米香型白酒发酵过程的正交试验
根据单因素试验结果,对涉及的发酵温度(A)、酒曲添加量(B)、酿酒酵母与根霉比例(C)进行三因素三水平正交试验,见表1,检测发酵12 d醪液的蒸馏液乳酸乙酯的含量,并对优化工艺做3次验证试验。
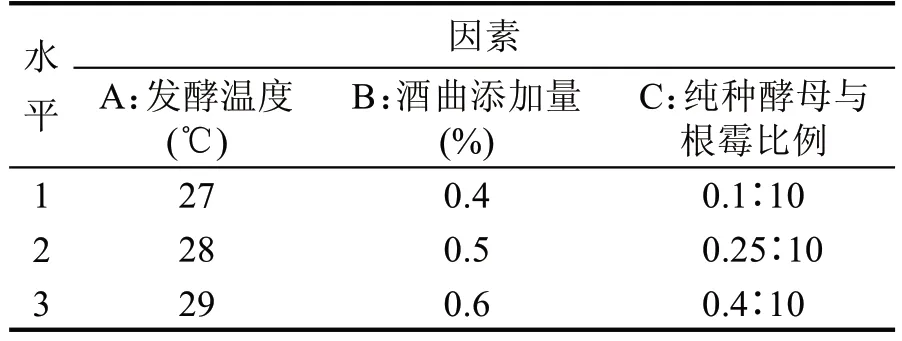
表1 因素水平表
1.2.4 酒精度的测定
将醪液进行蒸馏,静止30 min 后用酒精计检测。蒸馏时,取50 mL 蒸馏瓶,将醪液装至刻度,加超纯水(醪液与超纯水比例为1∶1),安装冷凝设备,水温设置为5 ℃,馏出液用原容量瓶接收,在容量瓶外用冰水进行冷却。
1.2.5 乳酸乙酯的测定
利用气相色谱GC-FID 对测定酒精度后蒸馏液中的乳酸乙酯、乙酸乙酯、乙醛、甲醇、叔戊醇(醇类内标)、乙酸正丁酯(酯类内标)、正丙醇、异丁醇、正丁醇、异戊醇、壬酸乙酯、苯乙醇、棕榈酸乙酯含量进行检测。
1.2.6 总酸的测定
试剂配制参考GB/T 603—2002 以及GB/T 601—2016;操作步骤参考GB/T 10345—2007 白酒分析方法,酸碱滴定法,以酚酞指示剂指示终点,计算可得到总酸含量。
2 结果与分析
2.1 发酵温度的优化
发酵温度与乳酸乙酯含量紧密相关,温度过低或是过高都不利于微生物生长[15]。由图1 可知,发酵温度为28 ℃时,乳酸乙酯含量最高,当发酵温度达到30 ℃时,乳酸乙酯含量下降,说明太高的发酵温度不适合微生物生长繁殖。基于此,选用27 ℃、28 ℃、29 ℃的发酵温度进行后续正交试验。

图1 不同发酵温度对乳酸乙酯含量的影响
2.2 加曲量的优化
发酵醪液中,乳酸菌将糖发酵得到的产物与乙醇反应得到乳酸乙酯,酒曲添加量影响发酵醪液中微生物体系的平衡。酒曲添加量过低时,发酵醪液容易被环境中的杂菌污染,影响酒质;酒曲添加量过高时,菌种自身的生长与繁殖会消耗过多的养分,不利于乳酸乙酯等风味物质的合成[24]。由图2可知,酒曲添加量在0.25 %和0.5 %之间乳酸乙酯含量增加,0.5%时乳酸乙酯含量最高,加曲量达到1 %以上乳酸乙酯含量减少。基于此,采用0.4 %、0.5%、0.6%的酒曲添加量进行后续正交试验。

图2 不同酒曲添加量对乳酸乙酯含量的影响
2.3 曲比例的优化
发酵醪液中,酵母菌与乳酸菌等微生物存在相互促进作用,同时也有抑制作用[25]。糖化期间,米根霉将淀粉转化为糖,供酿酒酵母等微生物作用。米根霉含量过低时,糖化程度过低,不能满足酿酒酵母等微生物作用的需求;根霉含量过多时,糖化程度相对较大,糖分相对较高,过高的糖会使渗透压过高,不利于酿酒酵母等微生物生长[26]。由图3可知,酿酒酵母与米根霉比例为2∶10 到0.25∶10 时乳酸乙酯含量逐渐增高,0.25∶10 时含量最高,当比例为0.125∶10 时乳酸乙酯含量降低。基于此,采用0.1∶10、0.25∶10、0.4∶10 的酿酒酵母与米根霉比例进行正交试验。

图3 不同酒曲比例对乳酸乙酯含量的影响
2.4 米香型白酒发酵过程的正交试验
2.4.1 米香型白酒发酵过程的正交试验表分析
试验结果见表2,通过对极差R 进行比较,可以发现影响因素中,B 占主要影响作用,A 次之,C 影响最小。由表3 可知,在显著性水平为0.1 的条件下,B 因素对乳酸乙酯含量有显著影响,A、C 因素影响无显著性。即酒曲添加量在发酵过程中的影响作用最大,温度的影响作用次之,酿酒酵母与根霉比例影响较小。试验的优方案为B2A3C1,即酒曲添加量为0.5 %、发酵温度为29 ℃、酿酒酵母与根霉比例0.1∶10 时为最优方案。
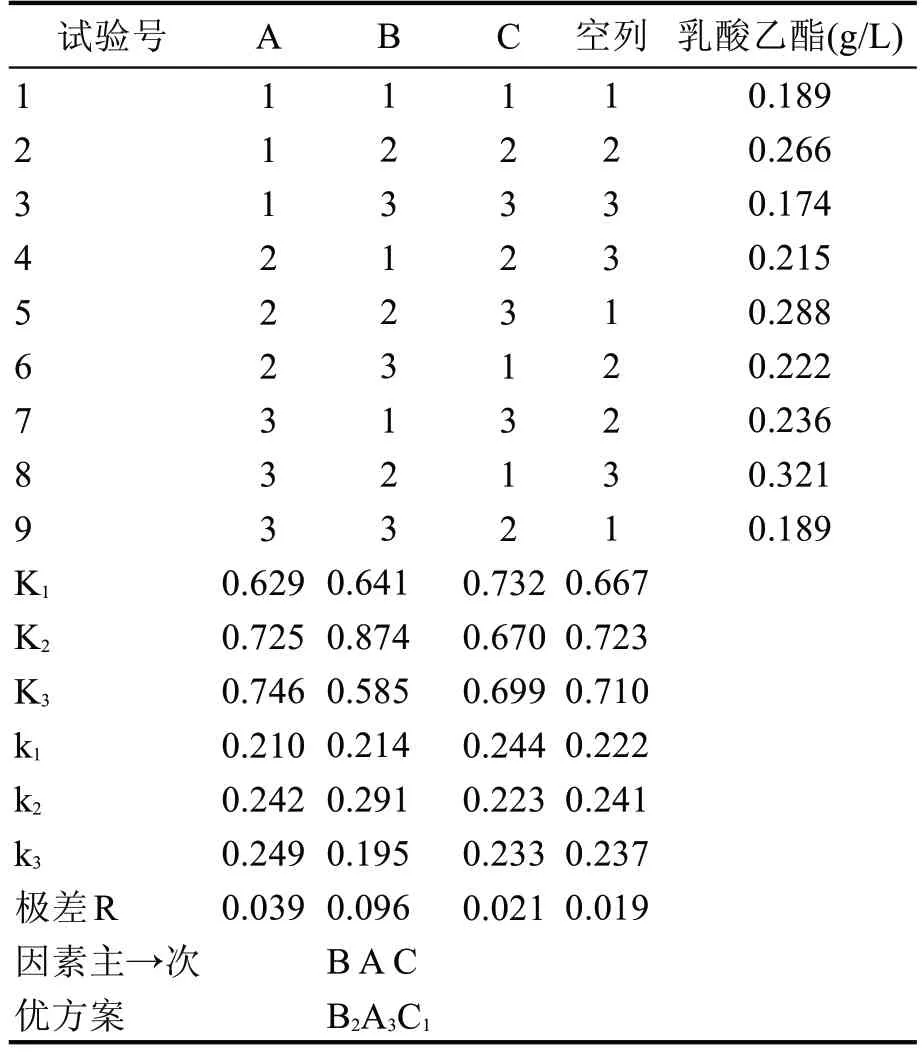
表2 正交试验结果分析
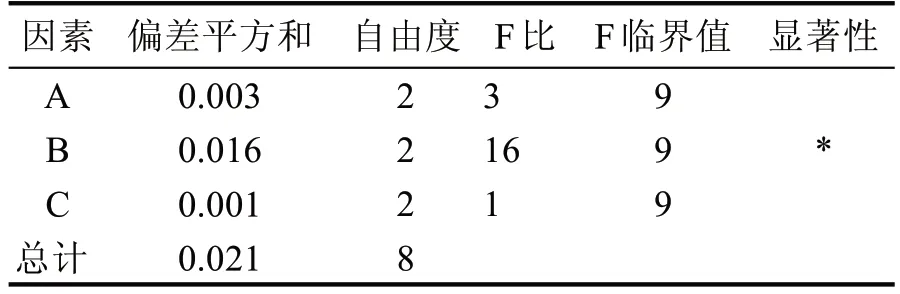
表3 正交试验结果方差分析
2.4.2 正交试验对应酒精度及其他风味成分分析
不同正交试验方案中最终醪液的蒸馏液风味指标含量见表4。由表4 可知,不同正交试验方案中,酒精度为15.24 %~16.25 %,杂醇油控制在3.393 g/L 以下,乙醛含量为0.7~0.1 g/L,甲醇含量为0.006~0.01 g/L,乙醛0.019~0.105 g/L,乙酸乙酯0.052~0.523 g/L,正丙醇0.061~0.071 g/L,异丁醇0.445~0.559 g/L,异戊醇0.347~0.503 g/L,壬酸乙酯0.015~0.037 g/L,苯乙醇0.121~0.159 g/L。

表4 不同正交试验方案中各指标含量
2.5 优方案的验证试验
对正交试验的最优方案进行验证,即发酵温度29 ℃、酒曲添加量0.5 %、酿酒酵母与根霉比例0.1∶10。重复3 次试验,对各指标结果取平均值,酒精度为15.8 %vol,乳酸乙酯含量0.335 g/L,乙酸乙酯含量0.086 g/L,正丙醇含量0.072 g/L,异丁醇含量0.478 g/L,正丁醇含量0.002 g/L,异戊醇含量0.412 g/L,壬酸乙酯含量0.031 g/L,苯乙醇含量0.125 g/L,棕榈酸乙酯含量0.024 g/L,总酸含量0.15 g/L,卫生指标中杂醇油折算2.512 g/L,甲醇含量0.009 g/L,乙醛含量0.071 g/L。乳酸乙酯含量均大于正交试验中任意组合的乳酸乙酯含量,即正交试验所得出的优方案有可行性。
3 结论
通过单因素实验与三因素三水平正交试验对天龙泉优选Y4 酿酒酵母的产乳酸乙酯能力进行考察,确定其高产乳酸乙酯的实验室优化工艺条件为:发酵温度29 ℃、酒曲添加量0.5 %、酿酒酵母与根霉比例0.1∶10。最优条件下生产醪液的蒸馏液酒精度为15.8 %vol,乳酸乙酯含量0.335 g/L,乙酸乙酯含量0.086 g/L,可以确认Y4 酿酒酵母是1 株高产酯酵母,通过度数推算可以肯定该菌株具有生产国标规定的优质米香型白酒的潜力。本研究基于实验室条件的优化,Y4 酵母在不锈钢大罐条件下是否能够应用需要进行放大试验验证。
