适用于高含硫气井Φ355.6 mm 高抗内压特殊螺纹套管的开发
2023-05-27刘家泳徐兴海刘宝军吕传涛陈玉鹏
刘家泳,徐兴海,刘宝军,吕传涛,郭 强,陈玉鹏
(1. 天津钢管制造有限公司,天津 300301;2. 四川长宁天然气开发有限责任公司,四川 成都 610056;3. 中国石油集团川庆钻探工程有限公司钻采工程技术研究院,四川 广汉 618399)
川渝地区高磨区块高含硫气藏位于四川盆地中部,是迄今为止国内单体规模最大的海相碳酸盐岩整装气藏[1-2],多为特殊超深超高压复杂井,部分设计井深超过7000 m,要钻穿多个特殊地层,钻遇微裂缝或孔隙发育好的地层,容易发生井漏;钻遇地质发育破碎层,易发生垮塌,并且钻井过程存在地层压力高、介质高腐蚀等不确定风险,对套管的抗内压性能、抗腐蚀性能等提出了更高的要求。
该区块灯二储藏的井主要复杂情况为灯四段易发生井漏,灯三段易发生垮塌,要实现对目的层的专打,就需要对现有的井身结构进行优化[3-6]。按照SY/T 5724—2008《套管柱结构与强度设计》计算天然气充满井筒时技术套管最低抗内压强度要求为77.7 MPa,常规Φ339.72 mm 套管的抗内压性能无法满足要求。
天津钢管制造有限公司(简称天津钢管)设计开发Φ355.6 mm×21.0 mm TP110S TP-G2 HP 套管,接头抗内压性能达到78.4 MPa,满足井况需求。
1 Φ355.6 mm×21 mm TP110S 套管开发
1.1 钢种的选择
川渝地区高含硫气井的工况条件对套管的强度、冲击韧性和抗硫化氢腐蚀性能都有很高的要求。Φ355.6 mm TP110S 套管的钢种采用天津钢管自主设计的27CrMo47Vs 钢[7-8]。该钢种在川渝地区已成熟应用多年,Φ355.6 mm 厚壁套管化学成分见表1。厚壁套管热处理时的淬透性是生产难点之一,为进一步提高材料的淬透性,添加了少量的合金元素B[9-10]。同时,为确保钢的抗硫化氢腐蚀性能,必须严格控制S,P 含量,提高钢的纯净度,减少夹杂物含量[11-12]。

表1 Φ355.6 mm×21 mm TP110S 厚壁套管化学成分(质量分数) %
1.2 炼钢工艺
采用电弧炉(EAF)→钢包炉(LF)→真空脱气(VD)→连铸的冶炼工艺流程。为保证获得性能良好的管坯,炼钢过程要注意以下几点:采用优质废钢和低硫铁水,确保原料的纯净度;熔炼过程严格控制钢水化学成分,保证电炉出钢碳含量0.10%;尽量保证在电炉炉役的中前期生产,采用优质石灰和耐火材料;提高精炼炉初渣碱度,调整渣料配比,提高炉渣吸附夹杂物的能力[13];严格按真空处理工艺控制,确保真空度≤0.50 Pa,真空时间≥12 min,控制气体含量,防止硼加入后生成夹杂物;优化连铸工艺,严格控制浇注流速,给电炉、精炼留出足够处理时间,确保生产出合格连铸坯。
1.3 轧制工艺
大规格厚壁套管的轧制尺寸精度难控制,且易出现分层缺陷。为保证套管管体性能,要严格控制轧制工艺。
(1) 尺寸精度控制目标。套管规格Φ355.6 mm×21.0 mm,外径公差控制范围(0~+1.0%)D,壁厚公差控制范围(-8.0%~+16.5%)t;接箍料规格Φ397.0 mm×45.0 mm,外径公差控制范围(-0.2%~+0.85%)D,壁厚公差控制范围(-8.0%~+18.0%)t。
(2) 环形炉加热。环形炉加热的原则是确保钢坯温度内外均匀,易于穿孔变形。坯料在炉时间不少于4.5 h。环形炉加热制度见表2。

表2 Φ350 mm TP110S 管坯环形炉加热制度 ℃
(3) 穿孔。厚壁套管容易出现分层缺陷的关键环节是穿孔,控制好穿孔工艺就成功了一半。
减小圆坯长度,穿孔由双倍尺投料更改为单倍尺投料,减少径向旋转的力矩,降低分层发生的几率。
圆坯前端打定心孔,增加顶头润滑剂,确保穿孔毛管尺寸均匀,有利于减少分层的发生。
穿孔辊和导板表面质量良好,调整好辊距和导距,顶前压下率控制在7.2%~7.8%,椭圆度小于1.13,有利于减少分层的发生。
控制穿孔变形速度是确保厚壁套管不发生分层的关键。轧辊转速控制在25~40 r/min,降低穿孔变形速率,避免穿孔过程中毛管内外表面变形不同步、不均匀而发生撕裂。
(4) PQF 连轧。Φ355.6 mm 套管管体采用Φ350 mm 圆坯,在天津钢管Φ460 mm PQF 机组轧制。接箍料采用Φ450 mm 圆坯,在Φ508 mm PQF 机组轧制,保证轧制比3.2 以上。
(5) 定径。控制终轧温度大于800 ℃。
1.4 热处理工艺
采用细晶热处理调质工艺,热处理制度:高温炉加热到900~920 ℃,保温20~30 min 后水淬;低温炉加热到690~720 ℃,保温60~80 min 后空冷。热处理后得到强韧性匹配良好、抗腐蚀性能优异的回火索氏体组织,晶粒度控制ASTM 7 级或更细,TP110S 套管材料理化性能要求见表3。

表3 TP110S 套管材料理化性能要求
1.5 套管抗内压强度校核
根据SY/T 5724—2008 标准,气井技术套管按下一次使用的最大钻井液密度计算套管鞋处的最大内压力Pbs,见公式(1):
式中 ρmax—— 下次钻井最大钻井液密度,g/cm3;
Hs—— 套管下深或套管鞋深度,m。
任意井深处套管最大内压力Pbh见公式(2):
式中 ρg—— 天然气相对密度,0.55 g/cm3;
h —— 计算点井深,m。
根据川渝地区高磨区块灯二储藏井况,下一开钻井深度筇竹寺组底界约5000 m,地层压力系数约为2.05,抗内压安全系数取1.05,计算天然气充满井筒时井口技术套管最低抗内压强度要求为77.7 MPa。
根据API TR 5C3—2018《套管、油管、钻杆和管线管性能的计算和公式公告》标准,见公式(3),特殊螺纹套管抗内压性能的提高途径有两个,一是提高套管的钢级,二是提高套管的壁厚。目前川渝地区大部分都是高含硫气井,套管的钢级采用TP110S;为了确保下一开钻井工具的顺利通过,套管的通径必须满足要求,因此在套管钢级和通径确定的情况下,只能通过外加厚的方式来提高套管的抗内压性能。
式中 Pi—— 套管抗内压强度,MPa;
fymn—— 材料名义最小屈服强度,MPa;
kwall—— 套管壁厚公差因子;
t —— 套管名义壁厚,mm;
D —— 套管名义外径,mm。
通过计算,Φ355.6 mm×21.0 mm 规格TP110S套管抗内压强度为78.4 MPa,满足井况需求的最低抗内压强度77.7 MPa,Φ355.6 mm×21.0 mm 套管设计性能参数见表4。

表4 Φ355.6 mm×21.0 mm TP110S 套管设计性能参数
2 TP-G2 HP 特殊螺纹接头的设计
2.1 接头设计原则
特殊螺纹接头的密封机理是互相配合的金属密封面由于尺寸过盈会在接触面上产生较高的接触压力,封闭了管体内的气体分子的泄漏通道,因此实现了接头的气密封[14-16],特殊螺纹接头的金属-金属密封如图1 所示。

图1 TP-G2 HP 特殊螺纹接头的金属-金属密封示意
当密封面实现过盈配合,接触压力较高时,密封面之间没有泄漏通道,不会发生气体泄漏。当接触的密封面之间存在通道间隙,不论局部接触压力多高,气体总会通过通道间隙泄漏,如果气体发生泄漏时通过的路径较长,泄漏的阻力就会增加,该关系可用公式(4)表示:
式中 R —— 气体泄漏通过间隙时产生的阻力,N;
Ps—— 密封面接触压力,MPa;
L —— 泄漏路径的最小长度,mm。
∫PsdL 相当于沿泄漏路径累积的接触压力,称为等效接触压力,用公式(5)表示:
式中 Pec—— 等效接触压力,MPa。
如果用Pc表示气体临界泄漏压力,不发生泄漏的密封设计应满足公式(6):
式中 K —— 密封安全系数。
基于上述分析,在设计一种高抗内压气密封接头时,应保证密封面接触压力高,并且接触面积要宽。但是接触压力增高,密封面产生黏扣的可能性也会增加,因此合理的密封面结构和密封过盈设计是非常重要的。
TP-G2 HP 是天津钢管第三代特殊螺纹代表产品,三段式密封设计,接头抗拉伸和抗压缩能力均达到管体的100%,承受复合载荷时仍具有优异的气密封能力。
2.2 TP-G2 HP 特殊螺纹设计特点
(1) 优化的密封结构,主密封面后置,降低非正常接触损伤几率,如图2 所示。采用锥对锥密封形式。

图2 TP-G2 HP 齿型示意
(2) 密封面前端设计辅助密封面,在承受内压及压缩载荷时产生接触,起到加强密封的作用。
(3) 密封面鼻端厚度增加,提高接头的抗过扭和抗压缩能力。
(4) 螺纹 锥 度1 ∶16,螺距5 牙/in(1 in=25.4 mm),采用负角度勾型齿,在原有勾型齿的基础上对齿型、齿高进行了优化,TP-G2 HP 齿型如图2所示。接箍螺纹齿高增高,螺纹啮合时齿顶和齿底之间有合理的间隙,降低了发生黏扣的几率。拧接后,螺纹脂在接头中堆积,会增加接箍外表面环向张应力,还会降低密封面接触压力,螺纹之间的合理间隙,可以消除螺纹脂堆积的不利影响。
(5) 设计合理的齿侧间隙,提高接头的抗压缩能力。接头在承受压缩载荷时,如果齿侧间隙过大,压缩载荷会集中到扭矩台肩部分,合理的齿侧间隙设计可以使得螺纹导入侧在受压缩时与扭矩台肩共同承担压缩载荷。
(6) 承载侧负角度设计,螺纹拧接后,接头在承受拉伸和弯曲载荷时,承载侧的分力能显著降低内外端径向分离的趋势,提高螺纹的连接性能和抗弯曲能力。在拉伸载荷作用下,负角度承载侧会有“越拉越紧”的效果,如图3 所示。

图3 负角度承载侧在拉伸载荷作用下示意
(7) 齿顶齿底平行于管体轴线,对扣更轻松。
(8) 负角度扭矩台肩设计,与负角度承载侧形成楔形效应,增加密封结构稳定性,更适用于超深井、水平井等复杂井况。负角度扭矩台肩提供准确的拧接定位,防止密封面因过量的拧接产生超预期的过盈,在扭矩-圈数拧接图形上会产生扭矩剧增的拐点,带有扭矩台肩的特殊螺纹标准扭矩-圈数关系如图4 所示。

图4 带有扭矩台肩的特殊螺纹标准扭矩-圈数关系
3 试验验证和有限元模拟分析
3.1 套管性能试验
(1) 理化性能试验。
对套管取样进行拉伸、冲击、硬度及金相检验,实测理化性能见表5。

表5 Φ355.6 mm×21 mm TP110S 套管实测理化性能
热处理后得到性能优异的回火索氏体组织,晶粒度达到ASTM 8.5 级,热处理后组织+晶粒度如图5 所示。
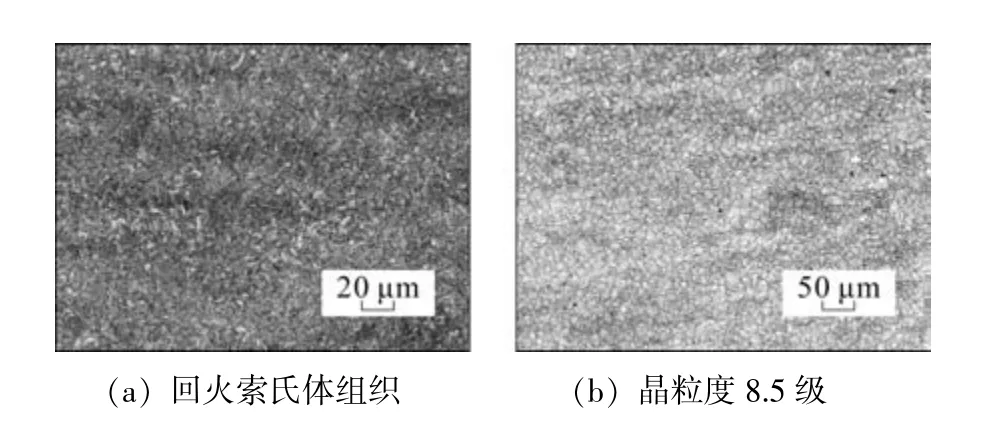
图5 Φ355.6 mm×21 mm TP110S 套管热处理后组织+晶粒度
(2) 抗硫化氢腐蚀试验。
按照NACE TM 0177—2005《H2S 环境中金属抗硫化物应力开裂和应力腐蚀开裂的室内试验》标准要求,采用A 法A 溶液,进行80%材料最小名义屈服强度的抗硫化氢应力腐蚀评价试验,试验结束对试样进行观察,试样表面没有裂纹发生,证明Φ355.6 mm×21.0 mm TP110S 套管的抗硫化氢腐蚀性能完全符合标准要求,试验结束后试样表面状态如图6 所示。

图6 抗硫化氢腐蚀试验结束后试样表面状态
3.2 接头有限元模拟分析
利用有限元模拟验证接头设计的合理性和可靠性,有限元模拟分析根据最新版API RP 5C5:2017《套管和油管连接件的测试程序》中油套管接头全尺寸评价试验标准CAL IV 的试验要求进行。
(1) 结构模型。
将TP-G2 HP 接头模型简化为二维轴对称模型,忽略螺纹的螺旋升角,有限元模型基本尺寸见表6。

表6 Φ355.6 mm×21 mm TP110S TP-G2HP 特殊螺纹套管有限元模型基本尺寸
为保证大规格厚壁特殊螺纹接头的密封性能,密封过盈量应大于常规规格的密封过盈量,取0.8 mm。
根据API RP 5C5:2017 第6.3.1 节要求,最小无支撑短节长度要求见公式(7):
式中 Lpj—— 最小无支撑短节长度,mm。
根据公式(5)确定有限元模型总长度为630 mm(从接箍中面至管端)。以接箍外径的中点位置为坐标原点,TP-G2 HP 特殊螺纹接头有限元分析二维结构模型如图7 所示。

图7 TP-G2 HP 特殊螺纹接头有限元分析二维结构模型
(2) 材料模型。
有限元分析采用弹塑性材料模型,数据基于TP110S 钢级套管的实测拉伸性能,应力应变数据见表7。假设材料特性是各向同性,材料弹性模量206800 MPa,泊松比0.3。接箍钢级同管体一致,接箍材料性能数据使用管体的实测性能数据。

表7 Φ355.6 mm×21 mm TP110S 套管实测应力应变数据
(3) 有限元网格。
有限元分析结果与网格密度密切相关,选择合理的网格尺寸至关重要。模型网格基本尺寸为1 mm,螺纹、密封面、扭矩台肩部位需进行网格细化,基本尺寸为0.1 mm。有限元模型网格划分如图8 所示。

图8 TP110S 套管有限元模型网格划分
单元类型选择CAX4R 轴对称线性缩减积分单元,此单元类型能够在保证计算精度的同时大幅提高计算效率。
(4) 载荷的计算。
根据API RP 5C5—2017 标准CAL Ⅳ试验要求,接头承受的载荷类型包含拉伸、压缩、内压、外压及弯曲。A 系试验载荷包络线如图9 所示。

图9 A 系试验载荷包络线
根据实际使用工况,Φ355.6 mm×21.0 mm TP110S 套管在井口承受拉伸加内压载荷复合载荷,符合第一象限的载荷点条件,试验载荷的计算根据套管实测外径、壁厚及实测材料屈服强度,根据天津钢管TP110S 钢级拉伸试验规定,将总伸长率为0.7%处的应力作为材料屈服强度,套管实测材料屈服强度为800 MPa,接箍的屈服强度设定为与管体一致。
(5) 载荷的施加方式。
有限元模型为轴对称模型,且只包含半个接箍,在接箍中间部位施加对称边界条件,只对节点的轴向位移进行限制。分析结果与载荷的施加位置及方式密切相关,根据套管实际受力情况,拉伸和压缩载荷施加在管体的端部。内压载荷施加在套管内表面、接箍内表面和扭矩台肩至主密封面前端,以模拟复合力试验中在外端台肩上刻槽的情形,更直接的考验密封面的密封能力。载荷施加方式如图10 所示。

图10 TP110S 套管有限元模拟载荷施加方式
(6) 接触属性。
在模拟螺纹接头的过盈配合时,通常采用的方法为定义接触对,通过预置一定穿透量,即过盈量(这里取外螺纹端和内螺纹端尖点径向过盈量0.8 mm),来模拟外螺纹端和内螺纹端的过盈配合,并在第一个载荷步逐渐消除穿透。接触的公式统一为有限滑动,点对面的离散方法。接触的法向属性为“硬接触”,即接触面之间能够传递的接触压力大小不受限制,当接触压力变为0 或负值时,两个接触面分离,并且去掉相应节点上的接触约束。切向属性为无摩擦类型,提高模型的收敛性。
(7) 有限元模拟结果。
结合实际工况,Φ355.6 mm×21.0 mm TP110S TP-G2 HP 特殊螺纹套管用于井口,接头主要承受拉伸载荷和内压,第一象限载荷点与实际工况相符合,第一象限各载荷点密封面接触压力如图11 所示。

图11 TP110S 套管有限元模拟第一象限各载荷点密封面接触压力
以第一象限载荷点14a95 为例,接头承受拉伸+内压的复合载荷,有限元模拟后应力状态如图12 所示。
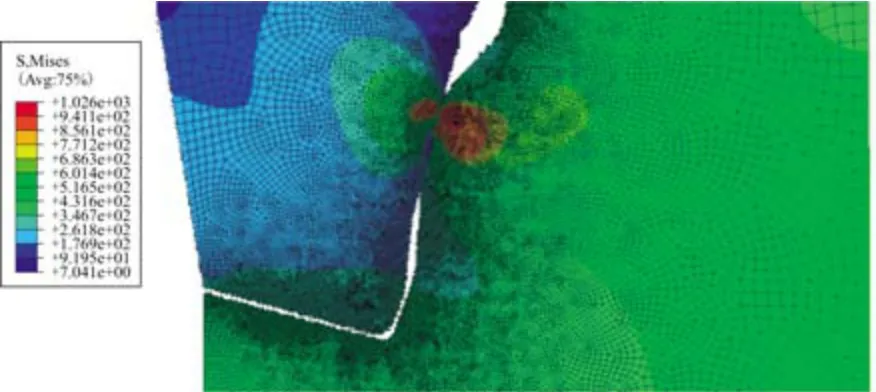
图12 TP110S 套管有限元模拟载荷点14a95 应力云图
从计算结果中可以看出,在拉伸+内压的复合载荷作用下,密封面仍能保持较高的接触压力,应力应变分布合理,保证了接头的结构完整性和密封性能。
3.3 接头单轴抗内压试验
因试验设备能力限制,无法进行拉伸+内压的复合力试验,只进行单轴抗内压试验,试验照片如图13 所示。参照载荷点15a95,试验压力为91 MPa,保压时间60 min,试验结果未发生泄漏,单轴抗内压试验曲线如图14 所示。

图13 TP110S 套管有限元模拟载荷点15a95 单轴抗内压试验示意
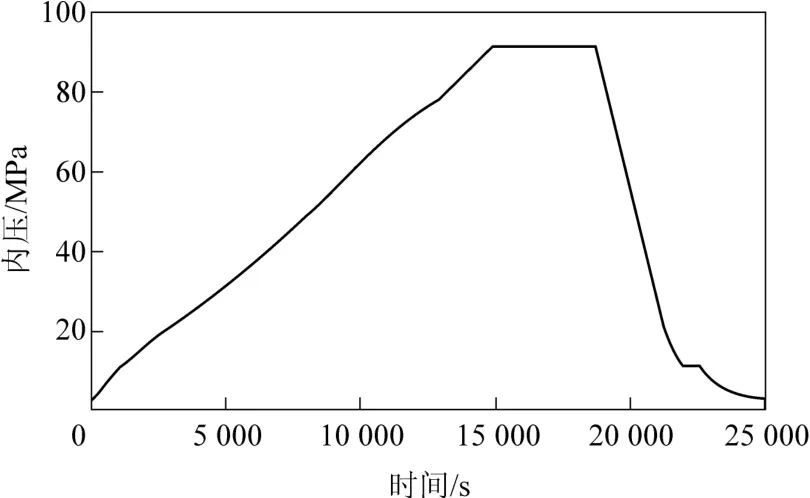
图14 TP110S 套管有限元模拟单轴抗内压试验曲线
Φ355.6 mm×21.0 mm TP110S TP-G2 HP 特殊螺纹套管已累计供货近1000 t,应用于川渝地区,完全满足油田高抗内压的工况需求。
4 结论
(1) 通过合理的炼钢、轧制和热处理工艺控制,获得综合性能良好的Φ355.6 mm×21.0 mm、TP110S 套管,套管的理化性能和抗腐蚀性能符合标准要求。
(2) 利用有限元模拟分析和抗内压试验验证了Φ355.6 mm×21.0 mm 规格TP-G2 HP 特殊螺纹接头在承受复合载荷和高内压时仍能保持结构完整性和优异的密封性能,说明TP-G2 HP 特殊螺纹接头的螺纹齿形和密封结构设计合理,能够满足油田高抗内压的工况需求。
