超声联合高级氧化工艺降解废水中聚乙烯醇的探讨
2023-05-18谢彬彬
谢彬彬,高 峰,2,*,胡 庆,赵 松
(1.东华大学环境科学与工程学院,上海 201620;2.上海污染控制与生态安全研究院,上海 200092)
聚乙烯醇(polyvinyl alcohol,PVA)是一种人工合成的高分子聚合物,化学式为[C2H4O]n,具有成膜性、热稳定性、水溶性等性质,物化性质主要受聚合度、醇解度影响,广泛应用于纺织纤维、涂料、黏合剂,应用领域涉及建筑、纺织、造纸等行业[1]。PVA属于具有较大表面积的水溶性难降解高分子,可生化性差,排入水环境后会积累并形成大量泡沫,影响水体观感性能和复氧行为,影响水生生物的新陈代谢[2]。此外,PVA废水的直接排放还会加速水体沉积物中Cd2+、Zn2+等重金属的迁移,增强重金属的活性,还可能通过食物链富集,危害人体健康[3]。2015年我国PVA表观消费量为650.8 kt,2019年为652.3 kt,2019年同比增长约为2.02%,2015年—2019年消费量年平均增长率约为2.6%,预计2024年我国PVA年消费量将达到730 kt(约占世界消费总量的46.06%)[4]。PVA的难降解性和广泛应用使得PVA废水的治理变得更加困难。
目前,PVA废水的处理方法有膜法、絮凝法、生物降解法和高级氧化法等[5]。然而,这些技术在实际应用中呈现出一些不足,影响着PVA废水处理效果。膜处理法可对PVA进行分离和回收,过程简单,但成本高昂,滤膜易受污染和不可逆损伤。絮凝法操作简便,处理费用较低,多用于高浓度PVA废水回收或预处理,但残留药剂造成回收品质较低、产生大量污泥。生物法反应条件温和,无二次污染,可用于后续深度处理,但前期驯化及实际处理周期过长,装置庞大。高级氧化法具有处理高效、反应易于控制、适用范围广泛等特点,在中、高浓度PVA废水的处理过程中展现优势,但成本较高、易残留药剂引起二次污染等问题的存在限制了其推广使用。许多文献资料[6-9]表明,超声法集合了自由基氧化、焚烧、超临界水氧化等多种特点,常与其他高级氧化法联用,可以增强污染物降解效果。本文较为系统地综述了超声联合高级氧化技术处理PVA废水的现状,探讨了超声电芬顿技术处理污染物可能存在的问题和应用前景。
1 传统超声联合高级氧化技术
1.1 超声联合臭氧技术
超声波通过空化效应加强臭氧的传质和分解产生羟基自由基(·OH),如式(1)~式(2),来提升臭氧法降解率。董德明等[6]通过正交试验发现超声频率对处理效果影响最大,污染物初始浓度次之;最佳条件下(500 mL有效容积装置中超声频率为40 kHz、超声功率为320 W、臭氧通入速率为4 g/h、初始pH值为9),反应20 min后联合技术比臭氧处理、超声处理对PVA去除率分别增加了5.1%、90.8%。但该反应选择性强,在低剂量和短时间内效果并不明显,中间产物会阻碍后续降解。于是曹珍[7]引入4种金属离子作为均相催化剂,发现处理效果大幅提升,Fe3+效果最好,其次是Fe2+、Mn2+、Cu2+,验证了联用技术对难降解高分子去除具有广泛适用性。但臭氧发生成本普遍较高,如何提升臭氧利用率和氧化能力仍是目前超声联合臭氧技术的研究难点。
(1)
H2O+·O → 2·OH
(2)
1.2 超声联合光化学技术
当特定波长的光照射半导体时,价带上电子被激发,共价键流失一个电子并产生空穴,光生电子(或空穴)与离子(或分子)结合,生成活性自由基激活氧化污染物。但反应过程中,半导体材料易吸附杂质覆盖活性位点,导致催化活性降低。超声波利用气穴现象,增大催化剂表面积,促进传质,清洗附着物,改善光化学的氧化效果。吴缨等[8]发现超声光化学联合技术处理PVA效果优于单独氧化,可以将PVA完全矿化为H2O和CO2。Yetim等[9]发现声光催化降解PVA反应符合一级动力学,声分解和光催化间的协同效应是降解效率大幅提升的主要原因。但目前连续化反应器的开发、新的激发光源、多频超声波使用、多相系降解等问题仍尚待解决。
1.3 超声联合电化学技术
电化学氧化具有效率高、操作简便等特点,但电极易吸附杂质,形成的气体还会影响降解效果。超声波可以加速液相传质,减小浓差极化,改善电极钝化现象,还可利用空化反应产生的热或活性自由基降解污染物。Johin等[10]发现超声电化学处理效果优于单独电化学或声化学,在实际废水处理中展现出协同效应;在pH值为8.05、有效容积为400 mL、外加电压为8 V、Na2S2O8质量浓度为100 mg/L、MnSO4质量浓度为75 mg/L、超声功率为44 W条件下,纺织废水的总有机碳(TOC)去除率可达90%。Yang等[11]发现纳米涂层电极能产生更多的·OH,超声能促进易被电极吸附的·OH扩散,进而提升污染物的降解效率。尽管如此,声电化学在试验结果的再现性、生产性试验的放大和设计方面仍存在一些缺陷,随着装置的放大,液体传质、传热等物理过程发生改变,反应难以稳定高效运行,减缓了其发展。
1.4 超声联合过硫酸盐技术
1.5 超声联合芬顿技术
芬顿法是利用H2O2分解产生的强氧化性·OH降解污染物,具有操作简单和反应快速等特点。超声波可以促进自由基的生成,提升降解效果。钱李敏等[14]发现超声芬顿法在PVA降解中展现出协同效应,可将PVA大分子氧化分解成油酸酰胺等中/小分子,降解过程符合一级动力学规律。在处理实际纺织废水时,最佳条件下(Fe2+质量浓度为20 mg/L、H2O2质量浓度为15 mg/L、pH值为3、超声频率为35 kHz、超声功率为80 W),超声芬顿法对化学需氧量(COD)和色度的去除率分别达到了51%和95%[15]。但该方法处理成本较高、pH范围窄、铁泥生成量大。目前,研究热点主要集中在如何提升污染物降解效率、优化超声波发生器运行参数。
随着超声波水处理研究的深入,基于超声波的高级氧化技术已成为研究热点,在PVA废水降解研究上取得了一定成果,如表1、图1所示。

表1 超声波联合高级氧化技术降解PVA废水的效果Tab.1 Effect of Combined Process of Ultrasonic and AOP on Degradation of PVA Wastewater

图1 超声联合高级氧化法降解效果随时间变化[6,8,10,14,16]Fig.1 Changes of Effect of Combined Process of Ultrasonic and AOP on Degradation with Time[6,8,10,14,16]
由表1、图1可知,超声联合高级氧化技术处理PVA废水表现出良好的降解效果,无论是试验模拟废水还是成分复杂的工业废水都能在短时间被高效降解。相对于其他联合技术,超声臭氧法、超声芬顿法能在60 min内达到90%左右的PVA降解率。与其他联合技术不同的是,超声过硫酸盐法的处理效果并不理想,在处理造纸废水180 min后CODCr的去除率仅为21.6%,相较于热活化、光活化,超声波对过硫酸盐的活化并不稳定。超声过硫酸盐法、超声芬顿法受pH影响较大,在非强酸性环境下,污染物的降解效果将大幅减弱。此外,超声波的引入导致联合工艺能量利用率低、协同作用机理不够明确,新型材料及催化剂尚待研发。近年来,环保研究者尝试将超声波联合电芬顿技术处理污染物,以期获得更好的去除效果[15-19]。
2 超声电芬顿技术讨论与展望
2.1 超声电芬顿技术原理
超声电芬顿技术集超声波降解、电化学氧化、芬顿处理等工艺于一体,绿色无污染、处理高效等特点使其具有广泛的应用前景,展现出良好的协同效应:(1)超声联合电化学处理减少H2O2损耗,产生额外·OH;(2)加速铁离子循环再生,增强芬顿反应;(3)减少电活性物质的损耗,保持电极表面持续清洁和激活,提高传质速率、加快反应过程。

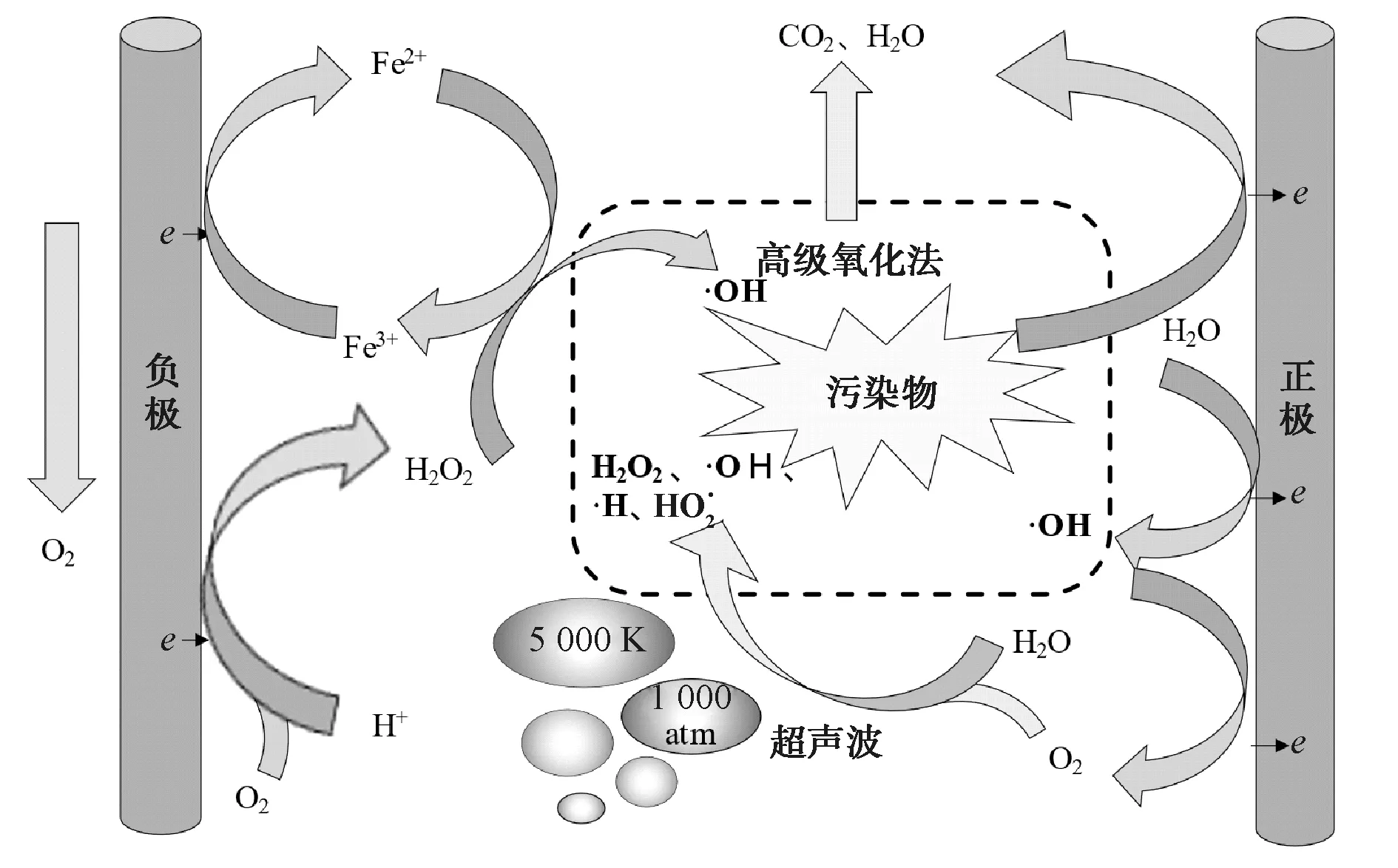
图2 超声电芬顿降解原理示意图Fig.2 Schematic Diagram of Ultrasonic Electro-Fenton Degradation Principle
O2+2H++2e-→H2O2
(3)
Fe2++H2O2+H+→Fe3++·OH+H2O
(4)
研究人员利用超声电芬顿技术处理工业废水,展现出较佳的处理效果(表2);另外,在处理化妆品废水时可实现99%的污染物去除率,运行成本为37.6元/m3,较传统处理法已降低处理成本。但能量利用率较低,可以根据联合技术影响因素进行调控以进一步降低成本[17]。
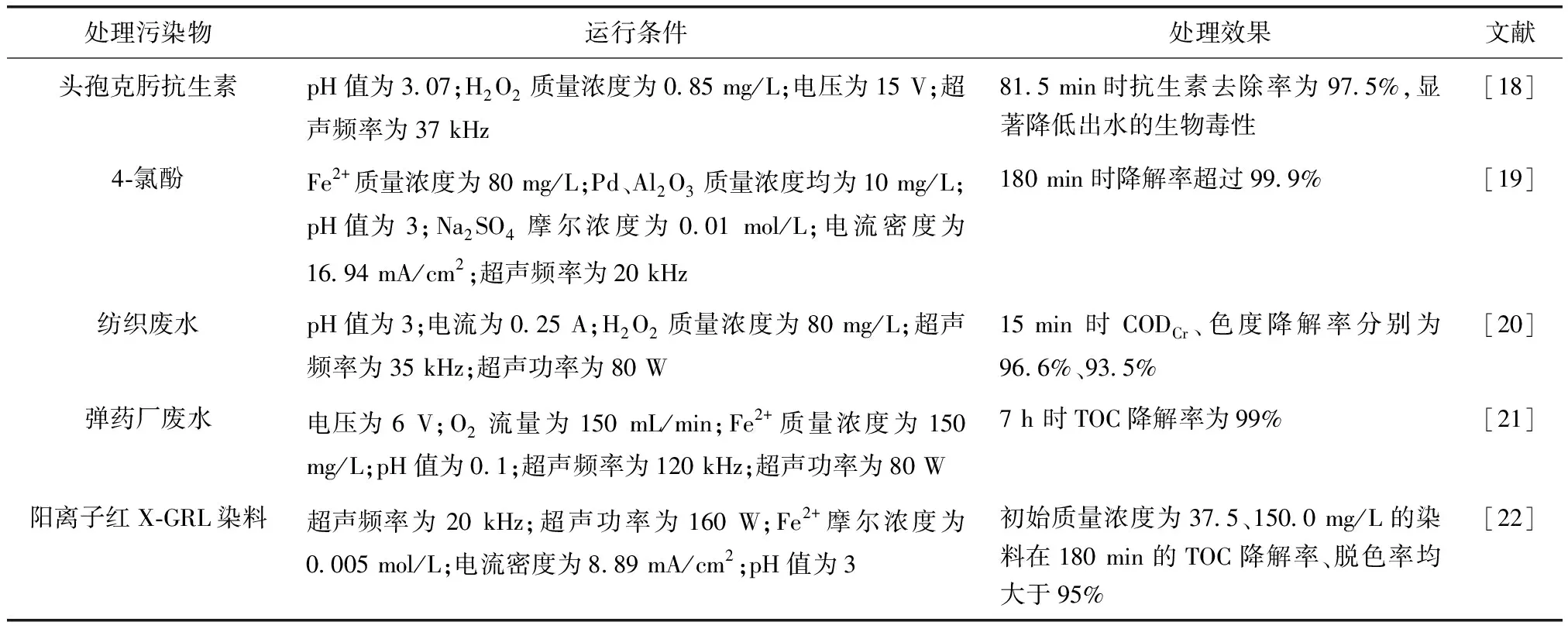
表2 超声电芬顿技术应用案例Tab.2 Application Cases of Ultrasonic Electro-Fenton Technology
2.2 超声电芬顿技术的主要影响因素及其调控建议
近年来,研究人员也尝试探究相关因素对联合技术降解污染物效果的影响:研究温度、pH、超声场参数、电场参数等对系统物化性质的影响,并分析相应物化性质改变对降解过程的影响;探究超声空化产生的热效应与机械效应对传质的影响、芬顿反应中的Fe3+/Fe2+循环对·OH的产率影响、电化学过程电子得失对H2O2产率的影响、体系中活性自由基的积累与消耗对污染物降解的影响等,对协同降解机理做进一步解释;将超声波、电能等类比为热能,研究其对过程自由能的影响,建立协同降解效果与能量的关系[20-23]。
2.2.1 温度的影响
升高温度能减小液体黏滞系数和表面张力,使空化泡更易产生;但高温会减少气体溶解量、增大饱和蒸汽压,导致空化泡崩溃的强度降低,减弱空化效应,不利于声化学降解与传质,减弱污染物降解效果。Nazari等[19]发现提高温度能加快超声电芬顿反应速率,但对污染物降解率影响较小。此外,在高温下,H2O2易发生自分解,影响·OH产率及后续降解过程。因此,为获得PVA废水最佳降解效果,应将反应控制温度在10~15 ℃[19]。
2.2.2 pH的影响

2.2.3 H2O2浓度的影响
超声电芬顿技术主要利用·OH的强氧化能力来降解污染物,而H2O2与Fe2+形成芬顿反应是·OH的主要产生途径,体系中H2O2主要由阴极还原反应生成。钱李敏等[14]发现随着H2O2含量增加,会产生更多的·OH参与体系中的氧化反应,进而提高污染物的降解效果。但过量的H2O2会产生大量的气泡引起沉淀物上浮,残留的H2O2还会造成出水CODCr值偏高,不利于废水生化处理[26]。韩帅帅等[27]探究了电芬顿体系H2O2产率的影响因素,发现氟改性、氮掺杂改性等阴极碳材料具有良好导电性、稳定性,可以提升H2O2产率,而阳极氧化、溶液自分解等则会引起H2O2的无效分解。
2.2.4 Fe2+浓度的影响
芬顿反应中H2O2主要作为氧化剂,Fe2+起催化作用,并作为电解质促进溶液电子转移;Fe3+水解形成沉淀铁泥,还具有絮凝效果。芬顿体系中H2O2与CODCr理论摩尔比为1.5∶1,Fe2+与H2O2理论摩尔比为10∶1,并随着H2O2增多产生更多的自由基以增强降解效果,可根据目标污染物降解难度适当调整[14]。文献[28]报道,随着Fe2+浓度增加,污染物降解率逐渐提升,但达到一定值后降解率出现减缓甚至下降趋势。主要因为过量Fe2+与·OH反应引起自由基损耗,并覆盖电极活性点位,阻碍自由基氧化反应。综上,反应体系中Fe2+可以由阳极氧化产生,并通过投加铁的氧化物、铁矿石、铁基催化剂等铁源补充,以调控其浓度维持在最佳范围内。
2.2.5 超声波运行参数的影响
超声频率越高,空化泡形成、崩溃周期越短,空化发生的强度和几率也就越小。此外,自由基产率也随超声频率增大而提升,存在最佳频率。研究[29]表明,只有超声强度达到空化阈值(0.7 W/cm2)才产生空化效应,污染物降解才会开始,并随声强增大降解率提升。然而,过大的声强会导致空化泡过大,短时间内无法崩溃破裂,大部分声能转化为热能,不利于污染物降解[30]。此外,超声波能加强气液传质但会降低水的溶氧量,建议随着PVA废水难降解程度、大气压强、反应器复杂程度的增加适度提高超声强度[23]。
2.2.6 电场参数的影响
铁阳极表面的电压参数主要影响体系中Fe2+浓度,随Fe2+浓度增加,氧化电位增大,污染物去除效率提高[18]。电压、电流、电流密度间为正相关,一般通过调整电流控制相关电场参数,可以根据Fe2+需求量求出理想电流大小[式(5)][31]。此外,电极板间距会影响O2传质速率与Fe2+的再生速率,进而影响H2O2与·OH的产率,最佳电极间距为3 cm[27]。
(5)
其中:ω——理论Fe2+产生量,g;
I——电流强度,A;
t——通电时间,s;
M——铁的分子量,55.85 g/mol;
Z——铁参与氧化还原的电子数,2;
F——法拉第常数,C/mol,96.5 C/mol。
2.3 超声电芬顿技术现存问题及改进方案
目前,超声电芬顿技术在应用过程中也暴露出关键问题,如溶解氧量低造成自由基产量下降、实际废水造成电导率低和能耗高、成分复杂的废水导致降解效果不理想、不适电极材料导致电化学反应失稳。这些问题的危害性及改进方案如下。
2.3.1 溶解氧量低造成自由基产量下降及改进建议
溶液本身含有少量溶解氧,含氧量随体系温度升高而下降。此外,溶液含氧量随着盐度提升而下降[32],而工业PVA废水往往含有大量无机盐与溶解性固体[33-34],且为获得较高电导率也需要较高的盐度。溶解氧量低会造成H2O2产量减少,影响后续降解过程。向阴极通入适量O2,既为H2O2生成提供原料,减少H2O2运输储存的风险与成本,又可清洗电极附着物,加强传质过程,提升污染物降解率。常用溶解气体进行超声降解速率为He>H2>空气>Ar>O2>CO2,可将O2与He、Ar混合通入溶液,在保证降解效率同时降低成本[35]。但通入的O2对降解率提升效果有限,在曝气下H2O2的量依旧不能满足反应需要,建议以低浓度分批次投加H2O2的方式进一步提高·OH产率。
2.3.2 实际废水造成电导率低和能耗升高及改进建议

2.3.3 成分复杂废水导致降解效果下降及改进建议
工业PVA废水往往伴随着大量纤维素、染料等杂质,造成处理效果不明显。李桂菊等[38]利用高级氧化技术处理PVA模拟废水与实际废水,PVA去除率由模拟废水的65.1%降至实际废水的36.7%。针对成分复杂的废水,可以加入催化剂优化污染物处理过程。均相催化剂随着使用过程中性能逐渐减弱甚至失效,需要额外消耗试剂来调节pH,且会产生大量铁泥[39]。异相催化是指催化剂为固态而反应物为气态或液态,催化剂与反应物间存在相界面,通过固载化技术将催化剂附着在载体上,催化剂活性稳定易于分离回收,既保证重复使用的高效性,又提升污染物去除率,近年来成为研究热点。异相催化剂常见制备方法有热氧化法、沉积法、溶胶-凝胶法等:热氧化法通过煅烧负载催化剂,操作简单、成本低廉,但薄膜厚度不一,易起泡开裂;溶胶-凝胶法产品纯度高,可实现多组分掺杂,但成本高昂、长期使用会产生有害物质[40];电沉积法非均匀沉积导致活性点位减少,化学气相沉积法设备昂贵、沉积速率过慢。因此,建议采用异相催化剂处理成分复杂水体中的污染物,但是需考虑其制作工艺复杂性及高昂的成本。
2.3.4 不适电极材料导致电化学反应失稳及改进建议
电极会产生强氧化性物质和构成铁离子循环,直接参与污染物降解,因此,开发具有高析氢吸氧超电位、高催化性的电极材料至关重要。石墨电极、普通金属电极易出现钝化、腐蚀;贵金属电极耐腐蚀、性质稳定,但价格昂贵。研究人员尝试研发三维电极、多孔电极、活性物质掺杂电极等获得更强的电催化活性。Kang等[41]引入颗粒活性炭组成三维电极,在聚丙烯酰胺的降解率提升59%的同时减少耗能,但电极易吸附杂质、制作成本较高。陶虎春等[42]以修饰多孔石墨毡处理印染废水,反应2 h后CODCr去除率达69.4%,90 min时H2O2的积累量比普通石墨毡电极体系多56.8%。建议选用多孔电极、三维电极等增大比表面积、提高电极活性,还可在电极上负载活性物质进一步提升反应降解效率。
3 结论
长期以来,PVA废水降解是一项难题。超声波具有绿色无污染和操作简便等优点,常与高级氧化技术联合处理PVA废水。超声联合传统高级氧化法对污染物的矿化程度较高,已取得了一些成绩,但是这些联合工艺操作参数复杂、运行装置有待改进、协同作用机理不够明确、催化剂材料需要探寻,这些问题阻碍了它们进一步推广。
超声电芬顿技术集超声空化、电化学促进、芬顿氧化法于一体,展现出良好的协同效应(产生额外的·OH、促进Fe2+循环再生、增强传质速率),具有良好的应用前景。为提升超声电芬顿技术降解PVA废水效果和降低运行成本,建议对影响反应体系外在因素进行调控:温度控制在10~15 ℃、pH值调整为3并加入螯合剂以扩大应用范围、通过外加方式补充Fe2+与H2O2并控制其摩尔比为10∶1、增大超声强度(≥0.7 W/cm2)、以Fe2+需求量计算理想电场参数并调整电极间距为3 cm。此外,针对超声电芬顿技术在PVA废水降解亟待解决的主要问题,提出如下建议:(1)通过曝气向反应体系补充适量O2,既为H2O2生成提供原料,又能清洗电极附着物,另外,可低浓度多批次补充H2O2;(2)选用Na2SO4为电解质,同时添加少量NaCl,以增加电导率和降低能耗;(3)采用异相催化剂处理成分复杂水体;(4)研发三维电极、多孔电极、活性物质掺杂电极等提高电化学稳定性。