CFRP 与不锈钢激光焊接气泡缺陷的研究
2023-05-09朱嘉鑫陈光磊张子靖叶云霞
朱嘉鑫,陈光磊,张子靖,叶云霞
( 江苏大学机械工程学院,江苏大学微纳光电子与太赫兹技术研究院,江苏镇江 212013 )
碳纤维增强树脂基复合材料 (carbon fiber reinforced polymer,CFRP)因比强度高和耐蚀性优良等优异性能,成为了一种重要的战略材料,在工业、国防等领域中得到广泛应用[1]。 CFRP 在应用过程中,不可避免需要与金属发生连接[2],而传统的胶接、铆接等方式存在工序繁琐、应力集中等问题[3-5]。激光焊接是一种高度可控、高度柔性的焊接方法,具有能量集中、热影响区窄、焊后变形小、易于自动化等优点[6],本质上是一种基于“热”的加工过程。 在激光焊接CFRP 与金属的过程中, 由于它们之间存在很大的热物理性能差异, 容易在连接界面处形成缺陷,从而影响连接强度,这种缺陷主要表现为气泡。
国内外学者在研究热塑性复合材料与金属材料的激光连接上取得了一系列进展。 谭向虎等[7]采用光纤激光器对钢板和碳纤维增强复合材料进行连接, 发现拉伸时剪切破坏主要发生在接头处气泡集中区域。 Li 等[8]使用激光器连接6061 铝合金与碳纤维增强复合材料, 通过表面成分分析与接头处断口形貌观察,发现焊接接头处存在气泡,这是影响连接强度的重要因素。Feng 等[9]研究了激光功率、移动速度和离焦距离等对铝合金与碳纤维增强复合材料接头性能的影响,发现在低热输入的情况下树脂的流动性差,高热输入下树脂又会热分解产生气泡,均会导致界面上留有气孔。 Yang 等[10]在接头横截面上观察到大量亚毫米大小的气泡,这些气泡的成核方式大致分为均相成核和非均相成核,与气泡形核位置有关。 为了减少气泡和提升焊接强度,焦俊科等[11-12]通过引入高速旋转激光焊接技术,增加熔池宽度,减少气孔缺陷;结合强度测试的结果表明,离散态气泡能给熔融的树脂带来高压,有助于熔融的树脂粘接到金属表面上。 马晨晨等[13-14]通过时效处理的方式对焊接后接头进行时效处理,在焊缝处观察到大小不一的气泡并认为气泡在一定程度上加强了连接强度。 王涛等[15]采用激光焊接将连续纤维增强热塑性塑料与TC4 合金连接起来,通过调节和控制焊接参数来控制树脂的分解,减少了连接界面处形成的气泡。Tan 等[16-18]通过采用不同扫描速度对碳纤维增强塑料与钛合金进行激光搭接连接,在扫描速度较高的条件下,可以得到较好的连接状态。
由此可见,在异种材料或者非均质材料的激光焊接过程中,不同材料之间的热物理性质的差异极易引起气泡缺陷的产生。 目前的研究仍停留在定性分析气泡产生的机理及对接头强度的影响规律上,而关于控制气泡的方法、抑制气泡产生的工艺参数则缺少定量的深入研究。 本文以CFRP 和不锈钢连接为研究对象, 在CFRP 和不锈钢之间添加填充树脂层,通过仿真方法研究了激光参数、填充树脂的热物性对焊接接头附近温度场的演化规律,并以填充树脂的气化点为依据,定量分析了气泡形成的参数条件,在此基础上总结了抑制气泡形成的工艺参数窗口并验证了仿真结果。
1 研究方法
1.1 仿真部分
如图1 所示, 采用搭接焊的方式对除胶后的CFRP 与304 不锈钢进行焊接,为了提高连接质量,在两种材料之间加入一层填充树脂。 图中上部为不锈钢,尺寸为25 mm×50 mm×2 mm;中间为填充树脂层,尺寸为25 mm×25 mm×0.2 mm;底部为除胶后的碳纤维板,尺寸为25 mm×50 mm×2 mm。 构建仿真模型时,利用高斯热源函数模拟激光束,使其加载在不锈钢的上表面。
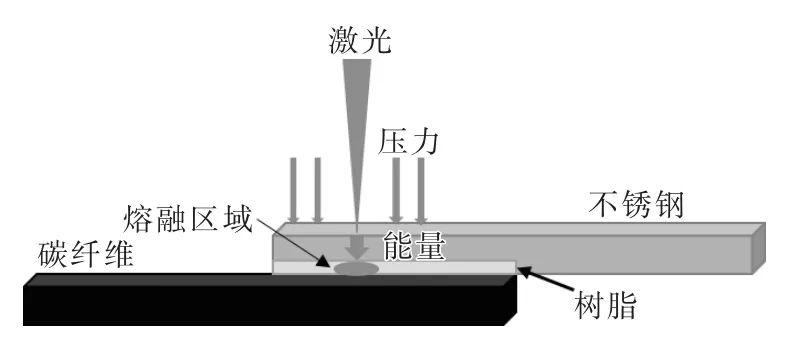
图1 CFRP/304 不锈钢激光焊接原理
为研究不同填充树脂对焊接接头性能的影响,焊接过程中选用了304 不锈钢、碳纤维及3 种填充树脂,包括聚苯硫醚(PPS)、聚醚醚酮(PEEK)和聚酰胺66(PA66),其热物理性能参数[19-25]见表1。
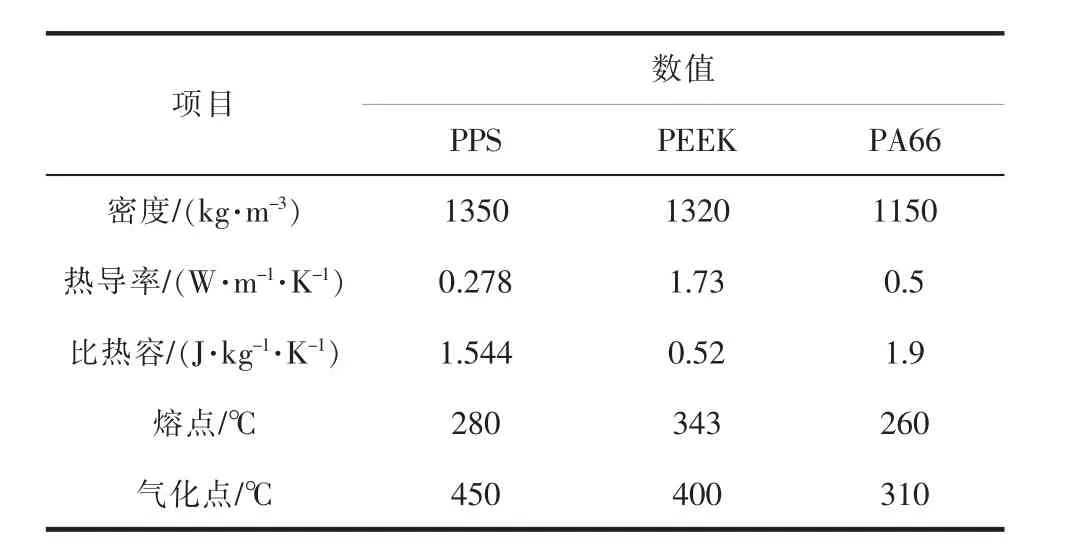
表1 三种填充树脂的热物理性能
激光作用于不锈钢表面, 能量主要以热传导的方式传递至材料内, 将高斯分布的激光热源加载到不锈钢上表面。 激光焊接诱导温度场时空分布符合三维热传导方程:
式中:ρ 为材料密度;c 为材料比热容;T 为温度;t 为时间变量;K 为热导率;Q(x,y,z,t)为内热源强度。
仿真过程中, 环境温度T0设置为室温298 K,边界为空气对流传热, 仿真过程中的模型网格划分示意见图2。
图2 仿真模型网格划分
1.2 试验部分
为便于与数值研究结果对照验证, 本文进行了激光焊接试验(图3)。 试样制备中,由于碳纤维表面的热固性树脂会影响连接效果, 首先在焊接前通过激光清洗对碳纤维板表面进行除胶处理,采用Z 字形路线扫描;其次,为提高连接强度,对不锈钢表面进行刻蚀处理;最后,用激光器对不锈钢和碳纤维进行激光焊接。 激光清洗和激光刻蚀参数见表2。
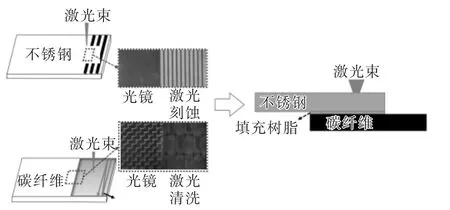
图3 激光焊接
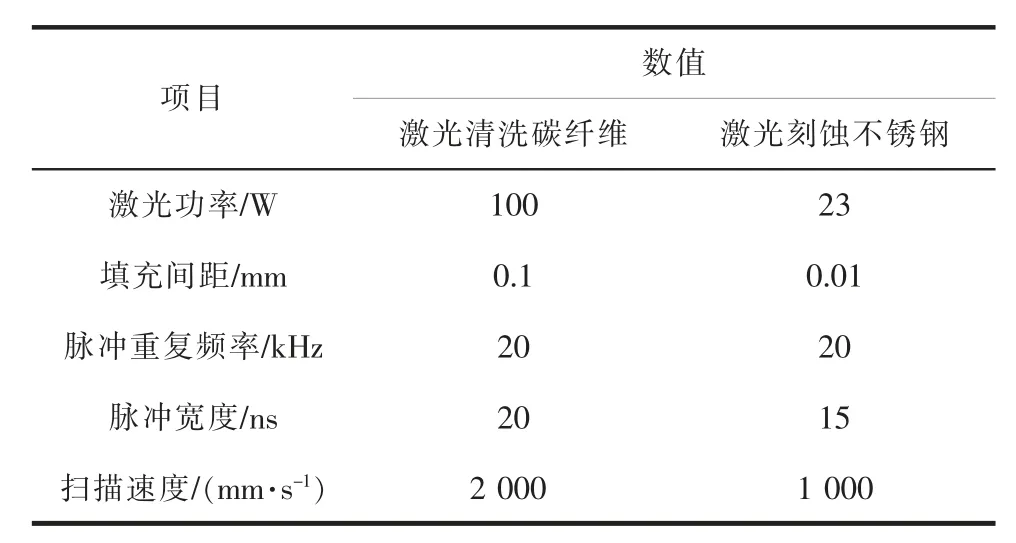
表2 试样表面预处理参数
利用万能材料试验机对焊接试样进行拉伸性能测试,为获得等厚拉伸样品,拉伸过程中在不锈钢和CFRP 上粘垫片。
2 结果与讨论
2.1 焊接接头处气泡产生机理
在激光焊接CFRP 与不锈钢的过程中, 热量以热传导的方式通过不锈钢传导到树脂层,树脂层通过吸收热量使温度逐渐升高达到熔点,熔融的树脂将碳纤维板与不锈钢连接起来。 如果在激光焊接过程中,填充树脂上表面和下表面温度均高于熔点、低于气化点,则说明填充树脂呈现液态,凝固后可连接金属和CFRP;如果填充树脂温度低于熔点,说明树脂未熔化,无法实现连接;如果填充树脂温度高于气化点,则树脂将气化形成气泡。 因此,激光焊接过程中监测填充树脂上下表面温度是找到合适工艺参数窗口的关键。
在研究过程中仿真单点激光辐照于材料诱导的温度场,通过改变单点辐照时间模拟激光扫描焊接时某点被激光辐照的连续照射时间,按照图4 示意换算单点激光辐照时间与激光扫描速度。 以图中A点为例,被激光辐照的时间与激光扫描速度可通过公式换算:
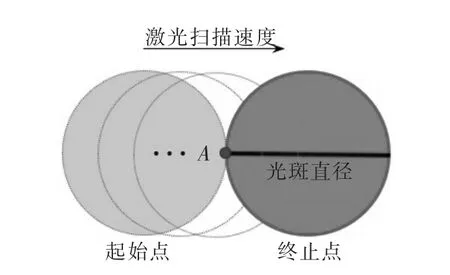
图4 单点辐照时间与激光扫描速度的关系
式中:d为光斑直径;v为激光扫描速度。 因此,单点激光辐照时间可以体现激光扫描焊接过程中的激光束扫描速度。
通过对焊接接头处的温度场进行仿真模拟,并提取填充树脂层的顶部温度TU(金属与填充树脂的界面峰值温度)和填充树脂层底部温度TD(CFRP 与填充树脂的界面峰值温度)随时间变化的曲线。 图5给出激光功率为400 W、 填充树脂为聚苯硫醚,TU和TD随加热时间的演化规律;图中t1是树脂层刚开始熔化的时刻,t2是树脂层完全熔化的时刻,t3是树脂层达到热分解温度的时刻,t2、t3分别代表焊接工艺的起始时刻和终止时刻。
由图5 可见,随着激光辐照时间延长,填充树脂的上表面和下表面温度均逐渐上升。 当辐照时间到达t1时,上表面温度TU达到熔点,下表面温度低于熔点,此时填充树脂无法实现连接金属和CFRP;当辐照时间达到t2时,下表面温度达到熔点,上表面温度低于气化点高于熔点,表明填充树脂此时全厚度范围内呈现液态,具备很好的流动性,凝固后能够起到连接金属和CFRP 的效果; 当激光辐照时间达到t3时,上表面温度达到气化点,此时树脂开始气化,如果气化的介质不能及时排出,就会在接头处形成气泡,影响接头连接性能。 因此,在t2~t3时间段,上表面和下表面温度均低于气化点而高于熔点,填充树脂具有很好的连接性能。 由此可见,在一定的激光功率作用下, 激光辐照于某点的时间必须在t2和t3之间,才能获得良好的连接性能。 根据公式(2)可推算出特定功率下的激光器扫描速度参数,图中t2=2.7 s、t3=5.5 s、光斑直径d=1 mm,可计算出激光功率400 W 下扫描速度窗口为0.18~0.37 mm/s;同时, 结合图5b 中树脂层熔化后形成的熔池宽度来看,t3时刻熔池宽度范围更大。
2.2 激光功率对参数窗口的影响
图6 是功率分别为600、800 W 时聚苯硫醚树脂层顶部和底部温度随着时间演化的规律。 功率为400 W 时的演化规律见图5a。 可以根据演化走势获得不同功率条件下树脂达到熔点、气化点的时间t2、t3,进而计算出相应的激光扫描速度v2和v3,及其差值Δv。
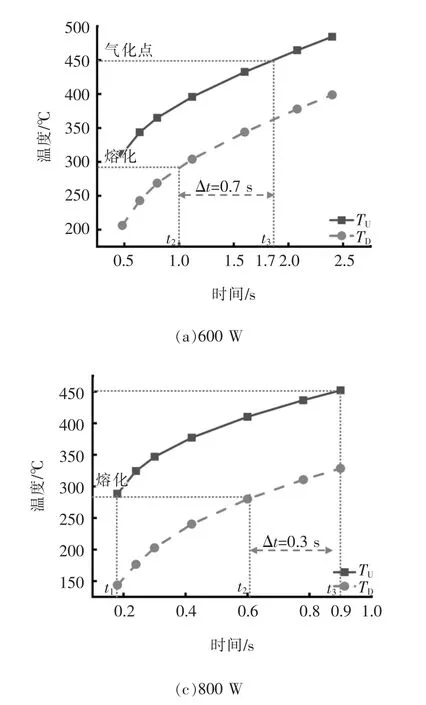
图6 PPS 在不同功率的温度场
表3 是根据图5a、图6 计算得到不同激光功率下的焊接扫描速度窗口。可看出,随着激光功率的增加,v2、v3和Δv都在增加,这意味着随着激光功率的增加, 能够抑制气泡产生的激光扫描速度窗口逐渐变大,可供选择的工艺参数范围更大,更有利于提高焊接过程可控性与稳定性。
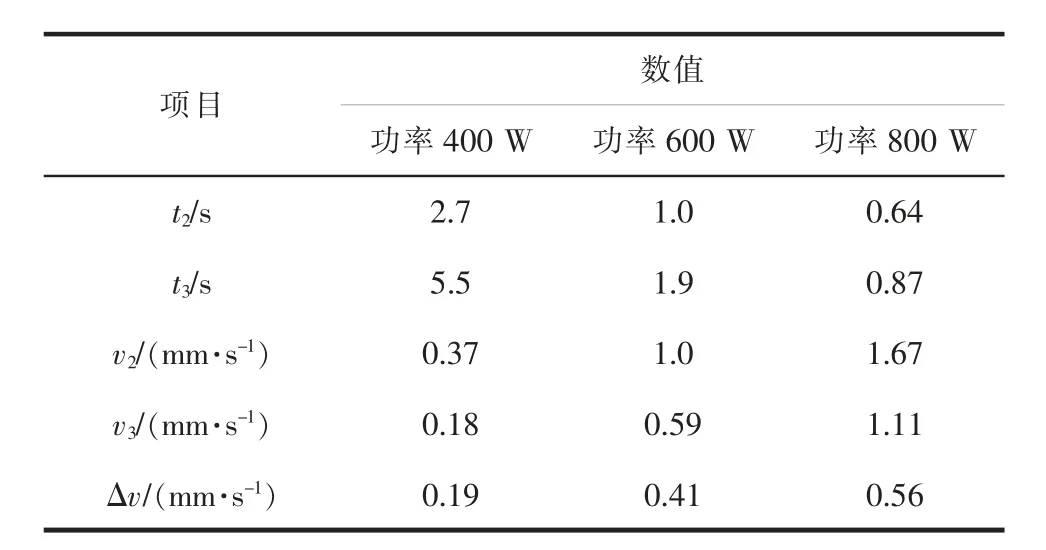
表3 不同激光功率下的焊接扫描速度窗口
2.3 填充树脂对参数窗口的影响规律
填充树脂的热物理性能是影响接头性能的重要因素。 图7 是聚苯硫醚、聚醚醚酮和聚酰胺66 三种填充树脂在不同功率下的v2、v3及其差值Δv, 可见对于这三种树脂, 扫描速度v2、v3和Δv都随着激光功率的增加而增大,这个结论与表3 类似。尤其从图7c 的Δv走势中可发现,当激光功率为400 W 时焊接速度参数窗口较窄,激光功率为800 W 时焊接的工艺窗口相对较宽。也就是说,精确控制扫描速度是必要的,否则会因参数窗口窄而易形成气泡。
理论上,填充树脂的熔点与气化点的差值越大,越有利于在激光焊接过程中获得较大的速度参数窗口。 由表1 可知,PPS 的熔点与热分解点的温差最大, 这也就体现在图7c 中PPS 的速度参数窗口相当大。 当激光功率为800 W 时,PA66 的速度参数窗口最大,但由于其熔点与气化点的温差最小,这可能是由于其比热容最大, 注入同等能量获得的温升最小,温度的升高对激光扫描速度的变化不敏感。
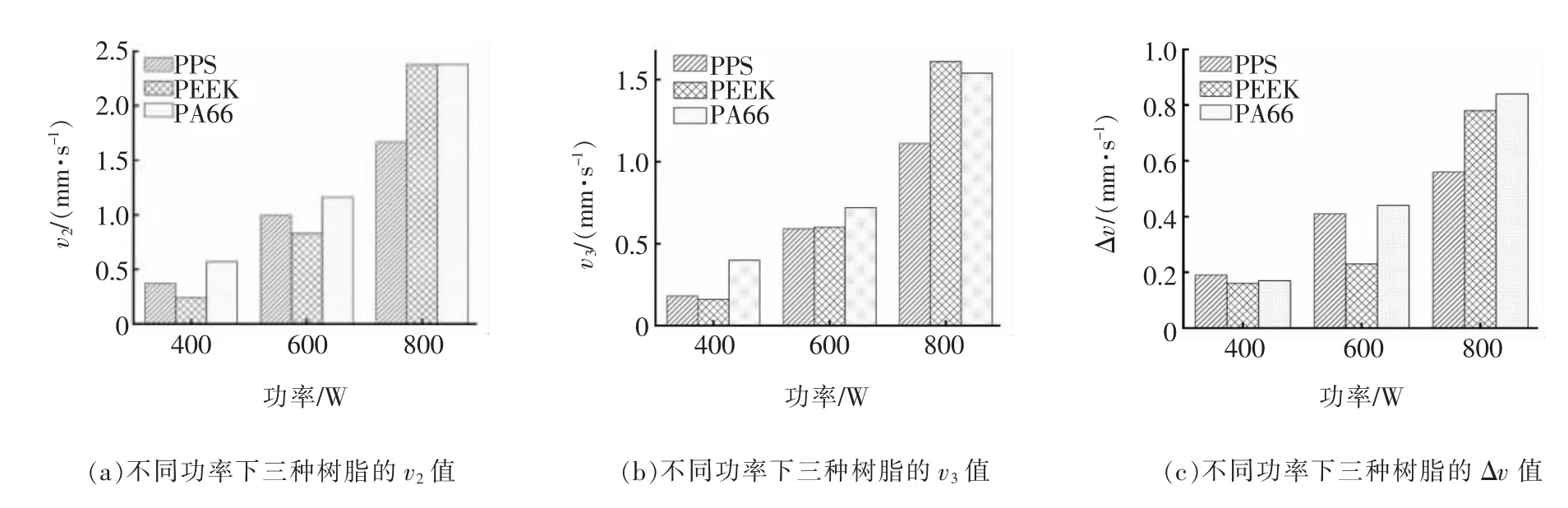
图7 填充树脂对速度窗口的影响规律
2.4 激光焊接接头微观形貌
为了进一步验证激光功率对气泡的影响规律,进行了填充树脂为PPS 的激光焊接试验,使用扫描电镜观察了典型参数的连接界面形貌,结果见图8。可看出, 在激光功率分别为400、600、800 W 时,通过优化激光扫描速度可得到质量相对较好的接头,如图8a、图8d、图8g 所示。在相同激光功率下,低扫描速度的接头内部会出现直径10 μm 左右的小孔,即焊接过程中该处温度最接近树脂的热分解温度;随着扫描速度继续降低,孔的尺寸变大,意味着树脂的气化更加严重。
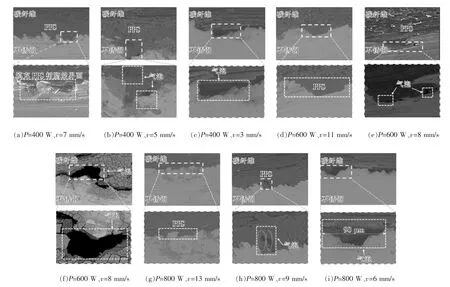
图8 不同参数条件下PPS 的微观连接界面形貌
2.5 激光焊接接头力学性能
为了进一步验证不同激光功率下产生的气泡对接头结合强度的影响,采用万能材料试验机在室温条件下对各试样进行了拉伸强度测试,拉伸速度为2 mm/min,预载荷为0.5 MPa,结果见表4。
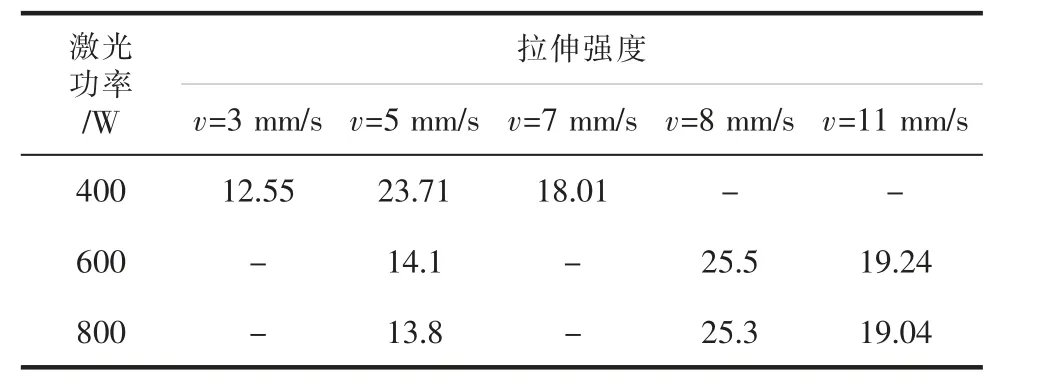
表4 不同激光功率下接头拉伸强度随扫描速度的变化单位:MPa
由表4 可见,在各功率条件下,接头的结合强度均随着扫描速度的增加先增大后减小。 结合图8a、图8b 可知,在400 W 功率条件下,扫描速度7 mm/s时树脂层处于刚刚熔化状态,扫描速度5 mm/s 时虽然在焊接时有小气泡形成, 但是树脂层处于完全熔化的状态而拥有更好的流动性, 在压力的作用下进入凹槽,形成连接质量更好的焊接接头。当接头内部出现尺寸较小的气泡时, 树脂层的温度越接近它的气化温度, 树脂层就越能够充分熔化并在压力的作用下与织构凹槽充分结合形成质量良好的接头;但是,结合图8c、图8f、图8i 可知,随着气泡尺寸的变大,接头的结合强度出现了明显的下降,大气泡的存在影响了接头强度。
3 结论
本文针对激光焊接CFRP 和金属材料过程中焊接接头处常出现的气泡缺陷, 以激光焊接CFRP 和不锈钢为例建立温度场仿真模型,并研究激光功率、扫描速度、填充树脂等参数对气泡形成的影响规律,得到以下结论:
(1)激光扫描速度参数窗口是焊接质量和可操作性的关键指标,仿真结果表明,激光功率、扫描速度和树脂本身的热物理性能对于参数窗口有着重要影响。
(2)激光扫描速度参数窗口随着激光功率的增大而增大,随着填充树脂熔点与气化点的温度差值增大而增大。 因此,在低功率范围更需要精准控制激光扫描速度,以控制焊接接头处气泡形成。
(3)焊接接头的连接强度随着接头内部气泡的尺寸变大而降低,气泡尺寸越小焊接接头的力学性能越好。
