Q1400超高强钢激光-MAG复合焊抗裂性研究
2023-05-06牟梓豪刘振伟孙祥广胡庆睿王文涛
牟梓豪,徐 锴,刘振伟,滕 彬,孙祥广,胡庆睿,王文涛
1. 中国机械总院集团 哈尔滨焊接研究所有限公司,黑龙江 哈尔滨 150028
2. 中信泰富特钢集团股份有限公司 用户应用技术研究分院,江苏 江阴 214429
3. 抚顺市特种设备监督检验所,辽宁 抚顺 113006
0 前言
高强钢自20世纪初诞生以来,已经经历了一个多世纪的发展。由于其具有比强度高、塑韧性好、便于机械加工等优点,现已广泛应用于航空航天、汽车制造、工程机械、船舶以及军工等领域[1-4]。但对于高强钢而言,其碳含量较高,合金成分复杂,在焊接过程中非常容易产生裂纹等问题,严重影响焊接质量[5]。在高强钢焊接过程中,扩散氢、机械应力/应变、热影响区或焊缝金属中的临界微观组织都是可能造成裂纹的因素,会造成弯曲性能、耐腐蚀性能、伸长率等一系列力学化学性能严重下降[6-8]。
除了上述材料自身变化因素对裂纹的影响之外,板材厚度及拘束应力等外加因素对裂纹的敏感性也有很大影响。有研究验证20 mm Q890D 钢相较于15 mm板材的热影响区硬度提高了10%,并且更多的组织发生了马氏体转变[9]。周之金[10]定量研究外加拘束应力对马氏体转变的影响,试验结果表明随着外加拘束应力的增大,马氏体转变温度不断提高,为焊缝金属的马氏体相变提供额外驱动力。
除了冷裂纹之外,热裂纹也是高强钢焊接尤其是激光焊接中经常出现的缺陷。Abu-Aesh[11]等人发现脉冲TIG焊方法相比于连续TIG焊更能避免奥氏体不锈钢热裂纹的产生,而且与脉冲参数呈现相关性。Chen[12]等人基于应力强度因子计算凝固裂纹产生的敏感性,发现无论温度如何,高速焊接都会增加裂纹产生的敏感性。陈根余[13]等人对比研究激光焊、激光引导的激光-MAG复合焊和电弧引导的激光-MAG复合焊,结果表明激光引导的激光-MAG复合焊的焊后应变率最小,热裂纹敏感性最低。曹浩[14]在研究10Ni5CrMoV 窄间隙激光焊时,发现存在凝固裂纹现象,采用焊前预热及调整热输入等方式来延缓焊缝的凝固速率并且降低焊接应力,以避免凝固裂纹的产生。这也是工程实际生产应用中从工艺角度避免产生凝固裂纹的最广泛且最有效的方法。
近年来超高强钢在汽车、船舶、军工、工程机械等领域的应用越来越广泛,但国内对于1 000 MPa级以上的厚板研究比较少。因此,本研究针对新型1 400 MPa 级别超高强钢进行激光-MAG 复合焊裂纹敏感性试验,探究复合焊影响裂纹产生的机理及防止措施,为实际生产制造应用提供理论支撑。
1 试验材料及设备
试验材料为20 mm 厚Q1400E 超高强度钢,焊丝选用抗拉强度1 000 MPa的ESAB CF 89(ER120S-G)实心焊丝,直径1.2 mm。母材与焊丝的化学成分及力学性能分别如表1、表2所示。

表1 母材及焊丝化学成分(质量分数,%)Table 1 Chemical composition of base metal and welding wire (wt.%)
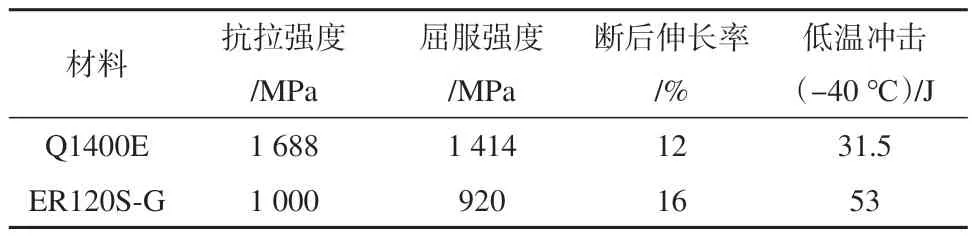
表2 母材及焊丝力学性能Table 2 Mechanical properties of base metal and welding wire
由于激光-电弧复合焊无可参考的焊接裂纹试验标准,焊接试验参照GB/T 32260.2—2015《金属材料焊缝的破坏性试验 焊件的冷裂纹试验 弧焊方法第2 部分:自拘束试验》弧焊标准进行。试板尺寸200 mm×150 mm×20 mm,与标准略有不同的是,试验坡口角度为40°,这是由于激光-电弧复合焊可以适应更窄的坡口形式,并且与工程实际应用相符。具体结构如图1 所示。焊前以手工MAG 焊方法焊接拘束焊缝,拘束焊缝焊接完毕后静置48 h,再进行斜Y 坡口抗裂性试验,焊接设备为IPG YLS-30000光纤激光器,Fronius TPS4000弧焊电源,HIGH YAG高功率激光头,最大输出功率30 kW。将激光头、焊枪整装在KUKA六轴机器人上,由机器人自动焊接完成,如图2 所示。选用M21 型(80%Ar+20%CO2)保护气体,流量15~20 L/min,激光功率8 500 W,电流254 A,电压22.1 V,具体参数如表3 所示。并根据上述工艺参数进行激光-MAG 复合焊不同预热温度下的斜Y坡口试验。
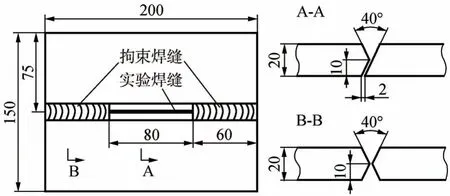
图1 斜Y坡口示意Fig.1 Schematic diagram of inclined Y groove
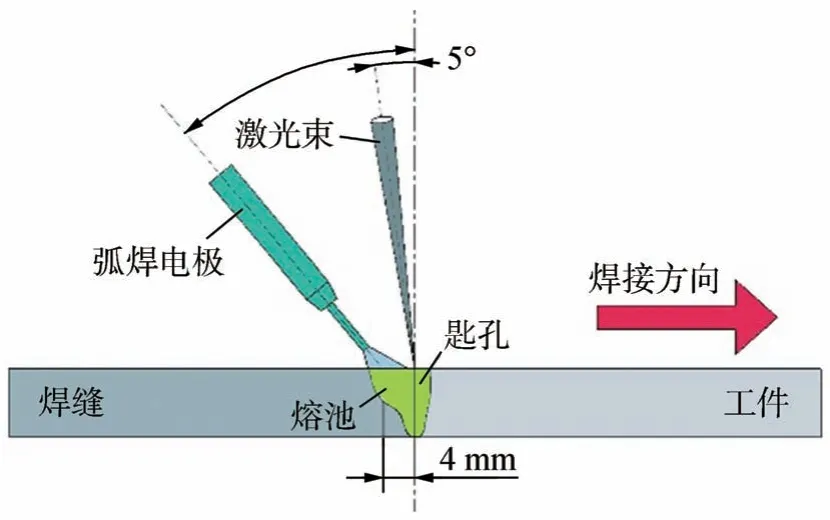
图2 试验平台示意Fig.2 Test platform
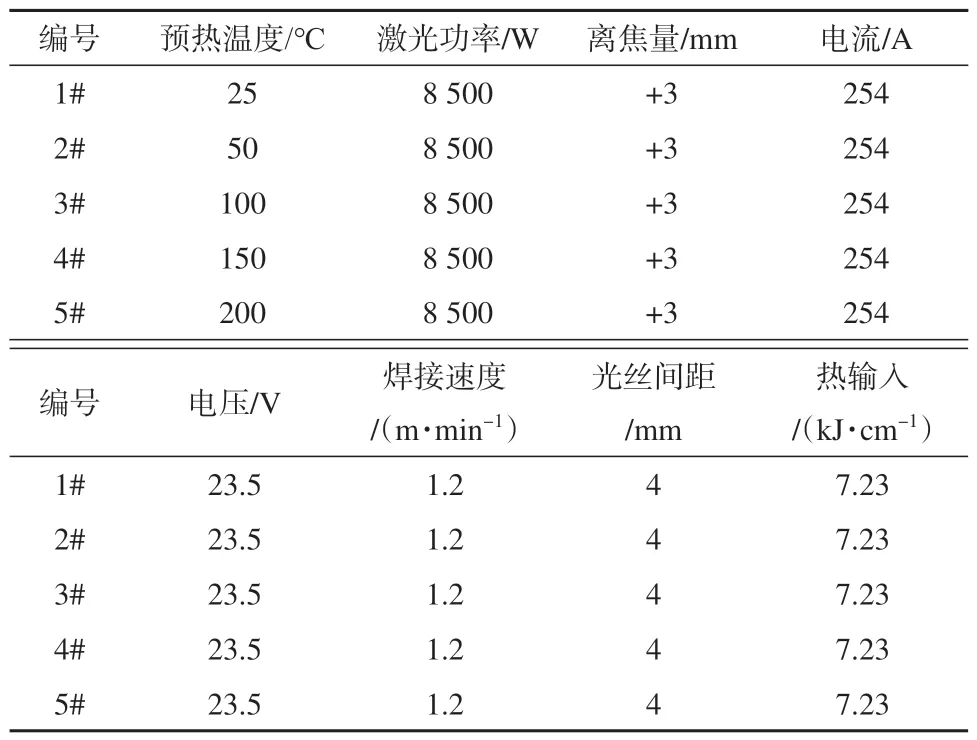
表3 焊接工艺参数Table 3 Welding process parameters
焊后试件静置48 h 后进行表面观察及断面解剖观察。表面使用着色剂进行裂纹检查,表面裂纹率按式(1)计算,起弧及收弧裂纹忽略不计。完整检查完表面裂纹后将焊缝分为均等五份,研磨抛光后使用三氯化铁水溶液进行腐蚀,在光学金相显微镜下检查显微组织及裂纹形貌,最后按式(2)计算断面裂纹率。
式中Cf为表面裂纹率;∑Lf为表面裂纹总长度(单位:mm);L为试验焊缝长度(单位:mm)。
式中Cs为断面裂纹率;∑Hs为断面裂纹总长度(单位:mm);H为试验焊缝最小厚度(单位:mm)。
2 试验结果及分析
2.1 斜Y坡口试验
试板经48 h空冷后进行表面着色探伤检测,斜Y坡口表面裂纹检查如图3所示。然后将试板平均分为5 份,研磨抛光后检查断面裂纹,如图4 所示。最终裂纹率如表4 所示。可以发现除200 ℃试样外,其他试样均产生了不同程度的焊缝中心裂纹,25 ℃、50 ℃、100 ℃试样均产生了较明显的焊缝中心裂纹,并伴有沿柱状晶生长方向扩展的沿晶裂纹,150 ℃试样焊缝中心裂纹消失,但仍存在细小沿晶裂纹,仅200 ℃试样没有任何裂纹产生。

图3 斜Y坡口表面裂纹检查Fig.3 Surface crack inspection of inclined Y groove
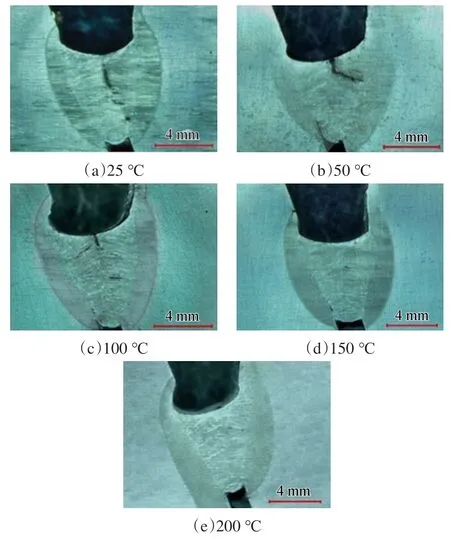
图4 斜Y坡口断面裂纹检查Fig.4 Crack inspection of inclined Y groove welding joint
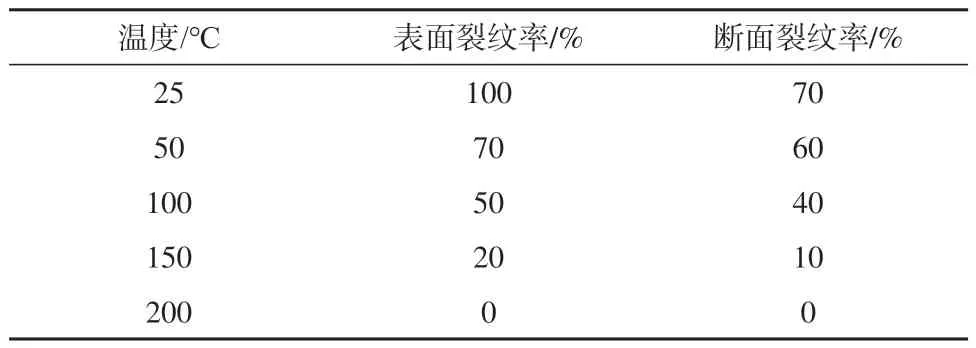
表4 斜Y坡口裂纹率Table 4 Crack rate of inclined Y groove welding
2.2 接头金相组织及裂纹观察
使用奥林巴斯(OLYMPUS)GX51 倒置金相系统显微镜观察50 ℃预热的试样金相组织,如图5所示,并进行裂纹分析。可见焊缝主要以柱状晶方式生长,焊缝上下表面存在少量的等轴晶。焊缝中心存在较严重的纵向裂纹,长约2 mm,宽约0.2 mm。裂纹沿中心线向上下两端扩展,裂纹末端较为圆滑。焊缝底部由于与母材接触面积最大散热速度最快,最先凝固;其次是与大气接触的焊缝表面;液态金属从外向内凝固,焊缝中心为最后凝固点,即图5 中液态金属从区域①和区域②向区域③凝固。而液态金属凝固过程中会发生收缩现象,所以在最后凝固的区域③易产生大范围缩松,萌生裂纹。同时在焊缝两侧柱状晶生长间隙之间也产生了大量大小不等的沿晶裂纹。如图6 所示,裂纹尖端枝晶生长末端附近发现大量微型缺陷,这些微型缺陷也可以充分证明:在凝固过程中存在补缩不足的情况是导致裂纹产生的原因。

图5 裂纹整体微观形貌Fig.5 Microscopic morphology of cracks
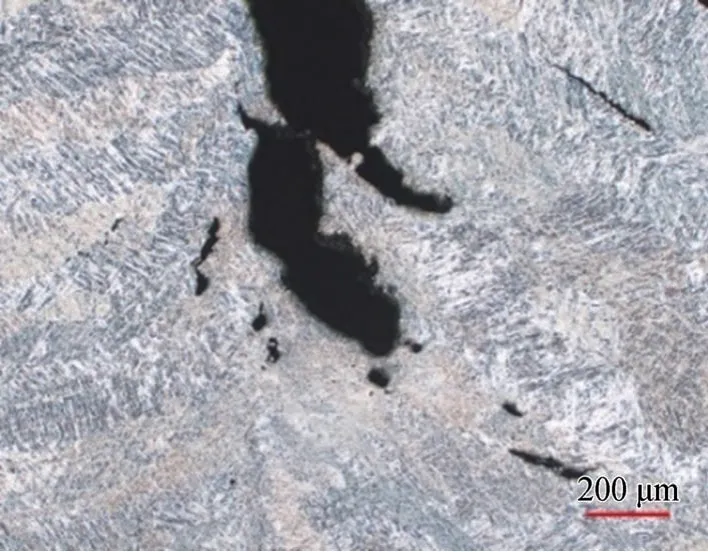
图6 裂纹尖端微观组织Fig.6 Microstructure of crack tip
中心裂纹附近区域及未产生裂纹区域的显微组织如图7 所示。可以发现均为马氏体组织,裂纹均沿着柱状晶晶界生长,裂纹呈锯齿状,两侧无法啮合,并且裂纹表面存在氧化发黑现象,因此可以确定是在焊后高温条件下产生的凝固裂纹。
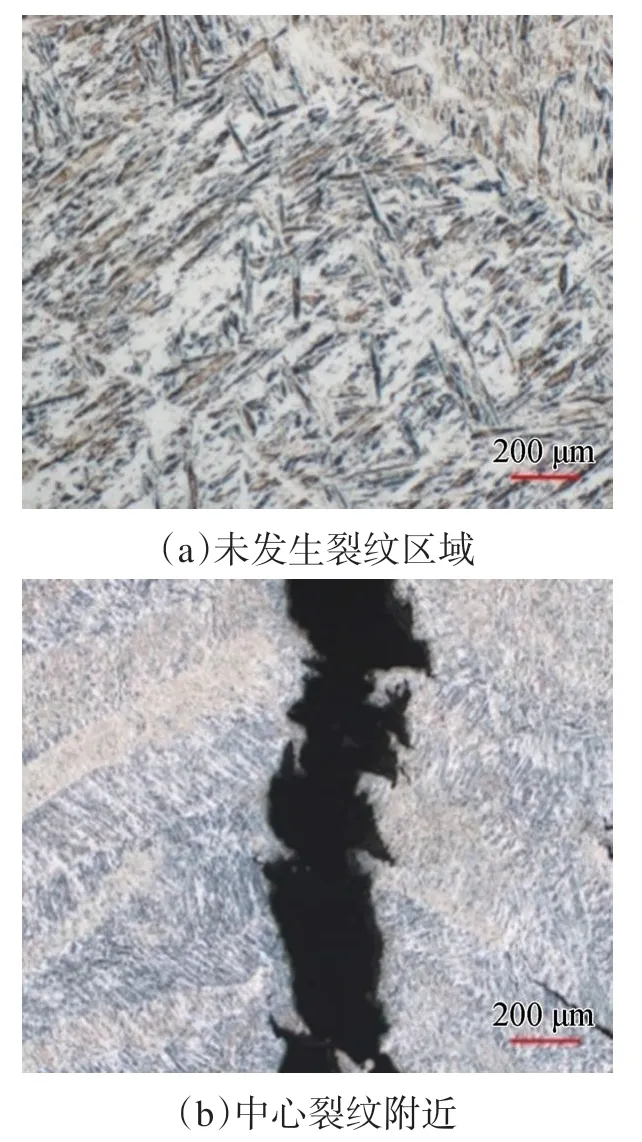
图7 焊缝微观组织Fig.7 Microstructure of welds
2.3 裂纹产生机理
2.3.1 凝固缩松对裂纹的影响
将试样沿裂纹扩展方向切开,使用Zeiss EVO 18扫描电子显微镜观察裂纹表面形貌,如图8所示。裂纹表面类似于准解理断口,有明显的河流状花样。放大后可看到卵石状凸起,断口表面圆滑、光滑,这种卵石状凸起是凝固裂纹产生的标志,通常是由于枝晶末端的液态金属凝固殆尽而无法补缩产生的,进一步证明了是在凝固过程中液态金属填充不足造成的凝固裂纹。
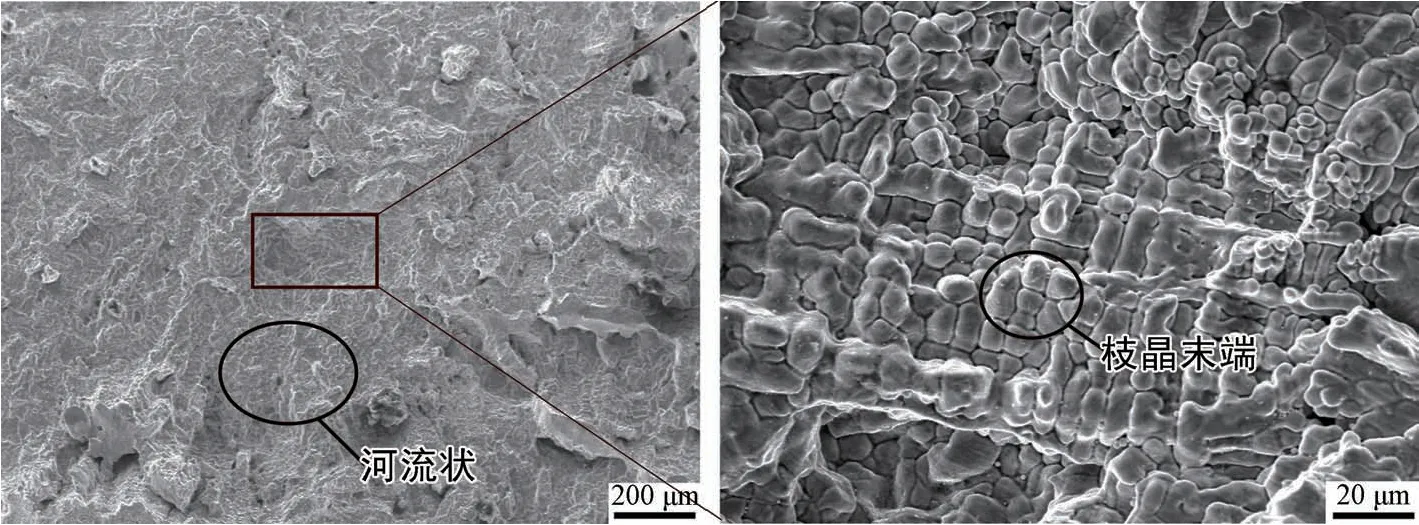
图8 裂纹表面微观形貌Fig.8 Micromorphology of crack surface
液态金属凝固过程如图9 所示。凝固前期,固相刚刚凝固形核,周围被液相包裹,二次枝晶生长过程中有充足的液相补缩。随着凝固的进行,枝晶臂粗化,二次枝晶互相交错难以分辨。最后很难观察到明显的枝晶。而其中少量未凝固液相被单独分割,或由于表面张力的作用无法在空腔区内移动,因而导致了缩孔的存在。固相补缩区中部分小型缩孔会在金属高温蠕变下逐渐“愈合”,但较大的缩孔仍将保留下来成为裂纹源。垂直于坡口两侧拉应力方向的裂纹会不断扩展成为纵向裂纹,而裂纹扩展释放应力后部分小缩松没有继续扩展,在焊缝内部保留了部分点状缺陷和线状缺陷。而在试验中提升焊前预热温度的方法可以减缓焊接冷却速度,提升液态金属存留时间和流动速度,使其有更多的时间进行流动补缩,降低缩松产生的可能性。
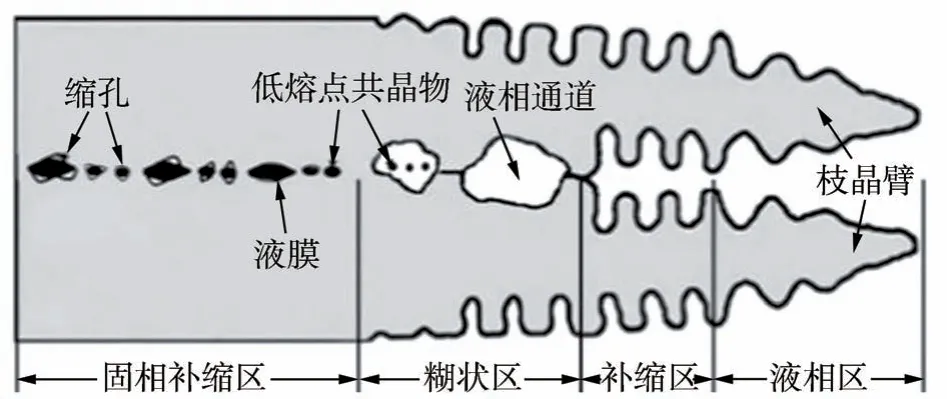
图9 枝晶间缩孔形成示意Fig.9 Interdendritic crack formation
2.3.2 微观偏析对裂纹的影响
除了液态金属填充不足,有害元素聚集于晶界处降低晶界强度也是裂纹产生的原因之一。在凝固过程中,由于存在溶质再分配现象,固相会将再分配系数小于1 的元素排斥至液相中,进而在固相产生不平衡的扩散,随着凝固的进行,被偏析的元素在液相中的浓度越来越高,并聚集在固相最后凝固的区域。使用EDS 能谱分析检测裂纹表面合金元素成分,结果如表5、图10 所示。可见裂纹表面Mn、Ni 等元素与母材接近,而S、P 等有害元素明显高于母材水平,S含量达到了母材的40倍,P元素含量也远超母材。这些元素会产生FeS、MnS、Fe3P等低熔点化合物在晶界区域聚集,严重降低晶界强度。
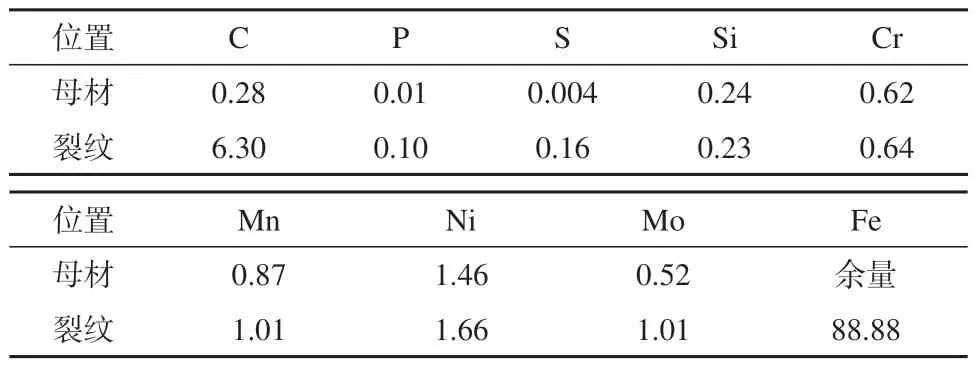
表5 裂纹表面元素组成(质量分数,%)Table 5 Element composition of crack surface (wt.%)
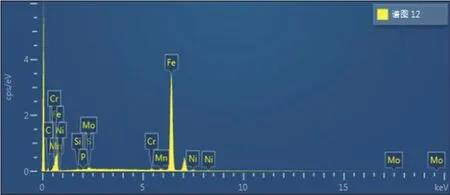
图10 裂纹表面EDS能谱分析Fig.10 EDS analysis of crack surface
根据包晶线相图所示(见图11),C 含量在0.08%~0.51%区间内会发生包晶反应,液相与δ-Fe生成γ-Fe。而γ-Fe 为面心立方结构,δ-Fe 为体心立方结构,面心立方结构相较于体心立方结构排布更密,也就是说在包晶转变过程中会有明显的体积收缩以及收缩应力。在包晶转变过程中分为包晶转变和包晶反应两个部分。包晶反应是液相与固相的δ-Fe 共同生成γ-Fe,包晶转变是固相的δ-Fe直接转变为γ-Fe。根据图11、式(3)粗略计算焊缝熔合比达67.76%,而裂纹中心处C 含量在0.22%左右,而由于元素烧损实际C含量会更低。
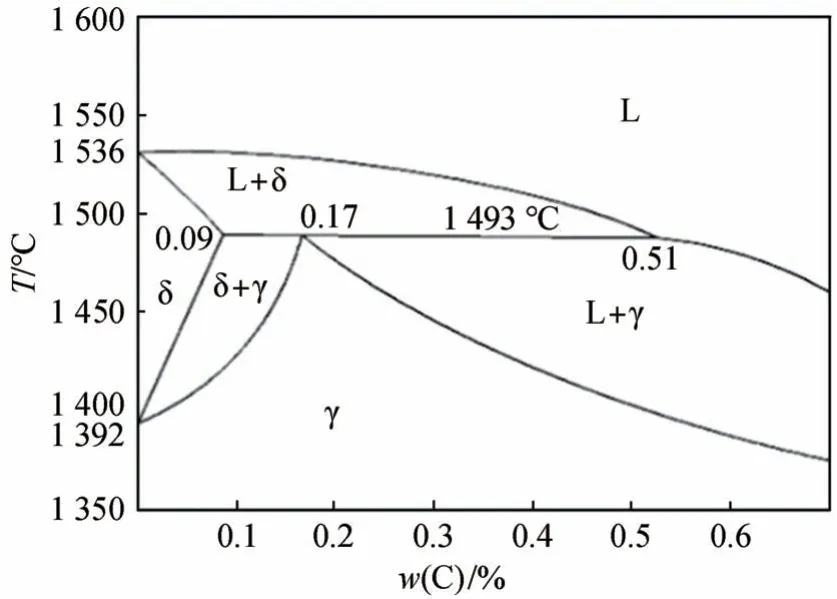
图11 包晶线相图Fig.11 Peritectic phase diagram
包晶转变发生的时候液相比例很小,并且处于被交错的二次枝晶隔离开的阶段,在包晶转变发生后产生的明显体积收缩无法由液相的流动进行补充。包晶反应是γ-Fe 沿着δ-Fe 与液相的晶界生长,γ-Fe 借助液相将溶解度低的溶质原子扩散到δ-Fe中。但有研究表明[16],在很大的冷却速度下,液相可能会过冷至包晶线以下,γ-Fe自发形核于液相中,而这将会影响液相与δ-Fe 之间的溶质交换,从而加剧微观偏析。
2.3.3 焊接应力对裂纹的影响
在焊接应力方面,Q1400超高强钢的淬硬性强,在经历焊接热循环后容易产生较大的焊接应力。因此其在进行斜Y 坡口试验时两侧拘束焊缝对焊缝中心的拘束应力更高。有研究表明,坡口尖角处的拘束应力可以达到自由端10 倍以上[17]。由图12可知,焊缝金属凝固厚斜Y坡口的尖角位于焊缝中心偏上位置,即是前文所述的最后凝固、容易产生缩松的位置。尖角处较大的拘束应力作用于缩松位置,导致产生了焊缝中心裂纹。
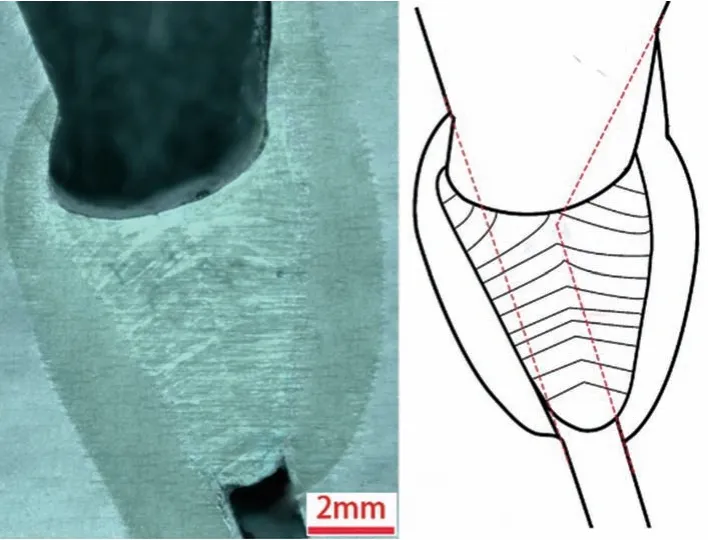
图12 熔化坡口示意Fig.12 Fusion welding joint
针对这种拘束应力较大的现象,激光-电弧复合焊具有的熔深大、焊接变形小等优点可以有效地降低焊接拘束带来的应力集中,从而降低焊接接头的裂纹率。同时提升预热温度可以减少接头淬硬组织的生成,降低焊接残余应力,避免裂纹产生。随着预热温度的升高,焊缝裂纹率不断下降,直至预热温度达到200 ℃时可以完全避免裂纹产生。
3 结论
(1)针对Q1400 超高强钢开展不同预热温度下的斜Y 坡口激光-电弧复合焊抗裂性研究,试验结果表明各预热温度下的焊接试验均未产生冷裂纹,但部分试验产生了焊缝中心裂纹。
(2)针对激光-电弧复合焊在斜Y 坡口中产生了焊缝中心裂纹现象进行研究,通过观察裂纹萌生位置及表面形貌判定为焊接凝固裂纹,产生裂纹的主要原因:一是凝固速度快,液态金属无法补缩产生缩松;二是材料中的有害元素偏析聚集在晶界降低晶界强度;三是Q1400强度较高,斜Y坡口尖角处拘束应力过大导致裂纹萌生。
(3)针对产生裂纹的现象,激光-电弧复合焊集中的能量输入和较小的焊接变形可以有效降低焊接残余应力。同时提升预热温度既可以减缓焊接冷却速度,使液态金属可以充分补缩,也可以减少焊缝淬硬组织的生成,降低焊接应力,从而避免焊缝裂纹的产生。