极端条件下焊接技术的研究进展
2023-05-06龙伟民井培尧
龙伟民,井培尧,秦 建
1. 郑州机械研究所有限公司 新型钎焊材料与技术国家重点实验室,河南 郑州 450001
2. 中机智能装备创新研究院(宁波)有限公司,浙江 宁波 315700
0 前言
焊接是结构材料进行有效连接的重要方式,是现代工业中应用最广泛的连接技术之一,其在汽车制造、机械制造、桥梁工程、建筑工程、海洋船舶、能源等领域都扮演着重要的角色[1-2]。但在实际应用中,焊接结构往往需要承受各种极端条件的考验,例如高温、低温、腐蚀、磨损、真空等服役或制备环境,以及大型件、薄壁件等极端材料尺寸。这些极端条件会直接影响焊接结构的性能和寿命。为了保证焊接结构的性能和质量,已有大量研究人员对极端条件下的焊接工艺、焊接结构性能、后处理方法等进行了深入探讨。
本文旨在对近年来极端条件下钢铁材料焊接技术的研究情况进行梳理,主要围绕极端服役环境、焊接环境、材料结构等方面进行探讨。首先,介绍了极端服役环境对钢铁材料焊接的影响,包括环境温度、腐蚀、磨损、真空等方面;其次,探讨了极端材料结构尺寸对焊接技术的影响,包括大型结构件和薄壁件的焊接技术;总结现有研究成果,探讨未来的研究方向和发展趋势。通过对文献的归纳和分析,可以更好地了解当前焊接技术面临的挑战和机遇,并为相关领域的研究提供一定参考和借鉴。
1 极端服役环境对焊接的影响
1.1 环境温度对焊接结构的影响
极端低温会导致金属的延展性丧失和脆化,其临界点称为韧脆转变温度。在低温条件下,金属材料通常更易产生由冲击带来的断裂,但机械拉伸强度会有一定增强。极端高温条件下金属材料会出现蠕变和弛豫的现象,蠕变是指,即使低于材料的屈服强度,材料由于持续的机械应力而缓慢且永久地变形;弛豫是指,即使最初负载在其屈服强度以下,当材料暴露于固定应变时,通过将部分弹性变形转变为塑性变形而释放应力。因此,任何金属材料在服役阶段涉及极端低温或高温时,都必须在设计阶段考虑以特定的金属或组合方式来削弱极端环境温度带来的负面影响。焊接结构也不例外,其内部应力以及焊缝中的裂纹缺陷在极端环境温度下会产生更显著的负面效应。
1.1.1 低温环境对焊接结构的影响
交通基础设施的快速发展促使中国寒区和重寒地区越来越多地建设焊接钢桥。其低温环境对焊接疲劳细节提出了额外的挑战[3]。当在低温条件下进行焊接时,由于环境温度较低,焊接热影响区与母材之间的温度梯度会增大,这会导致热影响区冷却速度加快[4]。如果冷却速度过快,焊缝和热影响区就会出现脆硬的马氏体组织、内部应力和焊接裂缝,这些问题都会影响焊接接头的质量,不仅会影响焊缝相变过程,还会影响焊缝的力学性能。通常温度降低会提高结构钢的屈服率和极限抗拉强度,增强其抗疲劳裂纹扩展能力,但降低其冲击韧性和断裂韧性[5-6]。
针对上述现象,许多学者已经进行了相应的研究。Stephens[7]等研究表明,焊接接头的低温疲劳性能对应力集中更加敏感。廖小伟[8]等研究了低温环境下钢桥焊接细节的疲劳行为和性能,结果表明,十字形非传力角焊缝接头提升了钢材抵抗疲劳裂纹的能力,在室温和-60 °C条件下该细节的试验SN疲劳寿命没有表现出明显区别。Shul'ginov[9]等研究证明,低温条件下,低合金钢对接焊接头正弦载荷下疲劳强度增大,冲击载荷下疲劳强度减小。Liao[10]等对Q345qD桥梁钢基材及其对接焊缝进行了低温疲劳裂纹扩展研究,实验结果如图1所示,随着环境温度的降低,基体中的裂纹扩展速率减小,而对接焊缝中的裂纹扩展速率增大。基体的疲劳裂纹扩展阈值随温度的降低而增加。基体材料疲劳时的韧脆转变温度低于断裂时的韧脆转变温度,而焊缝金属表现出相反的趋势。但也提出假设,在进一步降低温度,特别是提高应力比的条件下,焊缝金属的抗疲劳裂纹扩展能力可能会不如母材。Jeong[11]等研究表明,Fe15Mn钢对接焊接头在-163 ℃条件下比在室温条件下表现出更强的抗疲劳性能。基于上述有限的研究,对于低温条件下的焊接接头,特别是桥梁钢对接焊接头的疲劳行为存在争议。

图1 不同温度下母材与焊缝金属疲劳裂纹扩展速率的比较[10]Fig.1 Comparison of fatigue crack growth rate of base metal and weld metal at different temperatures[10]
1.1.2 高温环境对焊接结构的影响
众所周知,金属材料在高温服役条件下的力学性能恶化,会对刚性结构的安全构成严重威胁。这在航空航天、能源和交通等行业是一个重要问题,这些行业的材料必须承受极端的热负荷[12-13]。焊接接头是刚性结构中的重要组成部分,其机械性能直接关系到整个结构的强度和稳定性[14]。然而,在高温服役环境下,由于材料的热膨胀和高温氧化等因素,焊接接头的力学性能会发生退化,如强度降低、韧性下降等,严重威胁刚体结构的安全性[15]。因此,在高温环境下焊接接头的研究和评估是一个非常重要的课题。
近年来,研究人员通过理论计算、实验测试等多种方法探究了高温焊接接头的机械性能变化规律,并提出了一系列提高接头高温力学性能的方法[16-17]。Guo[18-19]等通过一系列的研究发现,不同环境温度会对焊缝金相组织的形成和焊接接头的承载能力产生重要影响。具体而言,随着温度的升高,对接焊缝的抗拉强度、屈服强度和弹性模量整体上逐渐降低。尤其是在400 ℃以上时,焊缝的弹性模量和极限强度急剧下降,到800 ℃时,对接焊缝的屈服强度、弹性模量和极限强度不到常温时的10%。如图2 所示,在20~300 ℃时,对接焊缝的破坏主要发生在母材段;而在400~700 ℃时,断裂位置由母材区向焊接热影响区转移,高温下热影响区的力学性能劣化比母材更为严重。张玉波[20]等对Q345钢焊接结构高温环境下的拉伸形变进行了表征,发现高温下焊接材料强度有所降低而塑性增强,高温下拉伸的应力应变曲线硬化阶段出现同屈服阶段类似的锯齿波动。贾兴志[21]等人发现,试验温度大于300 ℃后焊缝中的断裂位置向热影响区移动,HAZ对高温较为敏感,500 ℃左右该区域金相组织开始发生相变,更加容易发生断裂,在工程应用中应引起重视。费江河[22]通过对HR3C钢在高温环境下的焊接工艺方法进行优化改进,显著消除了因环境温度、管材温度造成焊接接头根部接头的氧化缺陷问题,大大提高了产品的合格率。
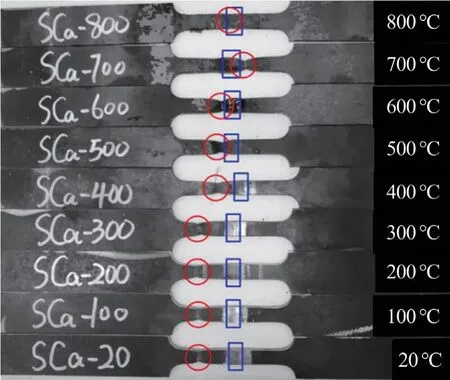
图2 不同温度下焊缝的失效模式[18]Fig.2 Failure modes of welds at different temperatures[18]
焊接接头高温材性退化是由于焊缝及热影响区金相组织及化学成分发生变化[23]。贾兴志[24]研究发现,高温环境下焊接接头热影响区的部分区域出现了魏氏组织,并且晶界析出相的数量逐渐增多,同时尺寸也变得更大。如图3所示,随着温度的升高,焊缝的微观组织发生了变化。在室温和较低温度下,焊缝区由铁素体和索氏体组成,但随着温度的升高,马氏体开始出现,并在800 ℃下转化为奥氏体。此外,伴随析出物的数量增加,基体的碎化程度也变得更加严重。李新梅[25]等发现经长期高温运行后,X20CrMoV12.1 钢焊缝金属的微观组织仍然呈现出板条状马氏体结构。但是,焊缝组织出现了明显的退化现象,马氏体也因分解而碎化,析出相的数量增加并且尺寸增大。综上所述,在高温环境下,焊接区域的力学性能与母材存在显著差异。因此,在进行实际工程应用中,必须合理地考虑焊缝区域的力学性能降低程度,以确保设计和评估结果的有效性。

图3 不同温度影响下对接焊缝热影响区及焊缝金相组织[24]Fig.3 Metallographic structure of HAZ and FZ of butt welds subjected to different temperatures[24]
1.2 腐蚀对焊接结构的影响
钢材的力学性能与结构的耐久性以及安全性密切相关。然而,钢材遭受腐蚀后,其力学性能将显著降低,引发多种次生效应,从而对结构的耐久性和安全性造成严重危害[26]。因此,保护钢材免受腐蚀的侵害,成为维护结构长期稳定运行的重要手段。但钢材的腐蚀效应并不是均匀发生的,由于服役环境的多变与复杂性,随机伴生的蚀坑会导致应力集中,劣化结构的腐蚀疲劳性能[27-28]。焊接是钢结构连接的主要方式之一,已有研究表明,腐蚀环境可导致焊接节点初始缺陷加剧、疲劳极限降低,并加速裂纹萌生与扩展,同时裂纹萌生与扩展也将破坏既有锈层的稳定性,削弱其腐蚀迟滞效应[29-30]。焊接接头的耐腐蚀性与多种因素相关,主要包括钢的化学成分、焊接工艺以及焊后热处理三部分。
1.2.1 钢的化学成分
钢的化学成分对焊接接头的耐蚀性具有重要影响。谭华[31]发现Creq/Nieq值是双相不锈钢焊接性能的决定性因素。当Creq/Nieq值较小时,HT-HAZ的铁素体比例降低,CPT 值下降程度减小,焊接前后母材的CPT值变化幅度减小,从而使得双相不锈钢的耐点蚀性能降低程度减小。Song[32]等研究了不同合金成分的低合金高强钢(HSAL)焊缝金属在大气和海洋环境下的耐腐蚀性能,发现980 MPa 的HSAL 焊缝金属的腐蚀和自腐蚀电流最低,在两种腐蚀环境下均表现出良好的耐腐蚀性能。
1.2.2 焊接方法
焊接方法对焊接接头的腐蚀性能有显著影响。以HAZ 铁素体相比例为例,王治宇[33]等研究发现,焊条电弧焊(SMAW)、保护气电弧焊(TIG)和埋弧焊(SAW)焊接接头中HAZ铁素体相比例相似,均为55%~60%。然而,由于TIG 焊缝累积热输入较大,导致铁素体平均晶粒尺寸比SAW 焊缝大。此外,TIG 和SAW 接头的耐点腐蚀能力相当,但SMAW接头因氧含量较高而表现较差。近年来,为了提高焊接效率和保证质量,大量研究者开展了特种焊接技术的研究,如搅拌摩擦焊(FSW)、激光焊(LBW)、电子束焊(EBW)和等离子弧焊(PAW)等[34]。这些技术具有很多优点,例如FSW具有能耗低、污染小、焊接质量好等特点,可以避免传统熔化焊易使焊接接头出现焊缝区组织粗大和HAZ 铁素体含量高等问题[35]。LBW的热输入非常小,焊缝狭窄且铁素体含量极高,没有明显的HAZ,因此具有较高的耐均匀腐蚀性能,但耐点蚀性能相对较差[36]。Zhang[37]等人的研究发现,2205 钢EBW 焊缝的奥氏体含量不到5%,但含有大量Cr2N沿铁素体晶界析出,导致焊接接头的耐点蚀性能显著低于母材。PAW 的焊缝较宽,HAZ 范围大,HAZ 宽度超过600 μm,且铁素体含量也较高,其耐点蚀性能较差,熔合线附近HAZ的铁素体是易发生点蚀的部位[31]。
1.2.3 焊后热处理
焊后热处理是提高钢铁材料耐腐蚀性能的重要手段,其中包括固溶处理和时效处理两种方法。固溶处理通过元素扩散和铁素体奥氏体之间的相转变,可以改善元素分布和相比例,从而提高钢铁材料的耐腐蚀性能。以2205 钢半自动TIG 焊接头为例,Kim[38]等的研究表明,在1 050 ℃的固溶处理条件下,可以使热影响区中的σ相重新溶解并消除,从而恢复相比例并提高钝化膜的稳定性。另外,石巨岩[39]等的研究表明,在1 020~1 070 ℃的固溶温度下,2205钢焊缝的两相比例约为1∶1;而在920 ℃和970 ℃的固溶温度下,则会有σ 相析出。虽然固溶处理可以提高接头的耐腐蚀性能,但对于大型构件的焊接接头如何进行固溶处理仍然是需要研究的问题。因此,需要深入研究固溶处理的影响因素和条件,以便为工程构件的固溶处理提供更加准确、实用的方法和建议。
时效处理主要用于消除焊接残余应力以改善接头的力学性能。Zhang[40]等研究了不同温度下焊后热处理焊接结构组织演变和抗点蚀性能的影响。如图4所示,热处理促进了奥氏体的形成和Cr2N的溶解,消除了树枝晶偏析,从而提高了焊接接头的耐腐蚀性能。最佳温度范围为1 050~1 110 ℃。当前的研究主要关注时效处理对接头耐蚀性的影响,特别是在析出相方面,而较少有关于低温时效对接头耐蚀性的报道。除组织结构外,焊接应力也是影响焊接接头耐腐蚀性的重要因素[41]。为提高接头的抗腐蚀性能,采用适当的低温时效处理方法可以消除或部分消除焊接应力,而不改变接头组织结构。

图4 Cr2N引起α/α晶界晶间腐蚀(IGC)和点蚀的形貌[42]Fig.4 IGC morphology caused by the intergranular Cr2N at α/α boundary and the pitting corrosion morphology caused by the intergranular Cr2N[42]
1.3 磨损对焊接结构的影响
在长期的使用过程中,焊接结构的材料表面会因摩擦、磨损和腐蚀等因素而逐渐发生变化[43],这些变化可能会对焊接的质量和稳定性产生影响,因此了解磨损对焊接的影响具有重要的工程意义。磨损会导致焊接接头表面的形状和粗糙度发生变化,从而影响焊接接头的密封性和承载能力[44]。同时,磨损还会对焊接接头的化学成分和组织结构产生影响,可能导致焊缝的脆性增加或强度降低。因此,研究磨损对焊接的影响是金属材料焊接工艺研究中一个重要方向,也是提高接头质量和延长使用寿命的必要措施。
张军[45]等在TC4 钛合金基体上钎焊了WC 耐磨层,其磨损形式为磨粒磨损与黏着磨损。王嘉羽[46]对热处理后焊接接头进行了硬度检测与摩擦磨损试验,结果表明硬度与耐磨性均有显著提高。尤家玉[47]等针对铝青铜材料展开湿法激光焊接试验,并对焊缝进行了摩擦磨损试验,焊缝摩擦磨损失效机制为磨粒磨损和轻微粘着磨损,并伴随氧化磨损,整体而言其耐磨性优于基体。李利[48]通过调整Creq和Nieq研制了三种组成成分的药芯焊丝用于异种钢焊接,接头力学性能研究结果表明,在相同测试条件下,超声冲击后接头的拉伸性能、表面显微硬度及摩擦磨损性能均得到了明显提高,相应的磨损机制也发生了变化。超声冲击异种钢接头性能强化的原因与接头表层形成的纳米晶结构和形变诱发马氏体a'-Fe 等因素有关。向鹏程[49]等旨在分析焊接接头在淬火和正火处理后,不同区域的硬度和微观组织。结果表明,焊接接头不同区域的微观组织存在明显差异。母材区的微观组织呈现片层状珠光体,焊缝区为珠光体与先共析铁素体,且正火处理后铁素体含量较高。热影响区淬火处理后呈现粒状珠光体,而正火处理后存在少量片层状珠光体。在焊接接头不同区域的硬度测试中,母材区的硬度值最高,其次是淬火焊缝区,正火焊缝区和正火热影响区的硬度值相对较低,淬火热影响区的硬度最低。为了进一步优化焊接接头的质量和性能,未来的研究可以探究不同处理方式对焊接接头材料性能的影响,以及如何选择合适的处理方法及外场辅助方式来提高其力学性能。
1.4 真空环境下焊接对材料的影响
真空环境下的焊接是近年来备受关注的焊接技术之一。真空焊接技术包括真空激光焊、真空钎焊和真空扩散焊等,通过在真空环境下进行焊接,可以有效地减少氧化、夹杂等焊接缺陷,提高焊接质量和可靠性,具有广泛的应用前景。
为了提高高功率激光焊接的质量,国内外学者已经研究了很多解决方法,如使用外场辅助、摆动光束焊接、优化保护气体,以及采用激光-电弧复合等方法。然而,这些方法的效果都有限。真空环境能够抑制羽辉,提高激光能量利用率,增加焊缝熔深,增强焊接过程的稳定性,改善焊缝成形,减少工艺气孔等缺陷[50-53]。此外,真空环境还能提高焊缝的保护效果。因此,真空激光焊接是解决高功率激光焊接应用瓶颈的有效手段。此外,真空激光焊接对真空度的要求较低,并且能够实现局部负压焊接,在一定程度上摆脱了真空度和真空仓对焊接过程的限制。孟圣昊[54]等在大气与真空环境下对TC4钛合金进行了激光焊接,结果表明,二者的焊缝组织特征差别不大,但真空环境下的焊缝成形更加良好,热影响区明显减小。张国滨[55]等发现降低环境压力可显著增加激光焊接熔透深度,因此焊接相同熔透深度时,真空环境下激光焊接所需热输入量较低,焊后残余应力的峰值和变形程度均显著小于大气环境。Jiang[56]等发现压力对激光焊接熔池形状、熔池大小和焊缝流动模式有显著影响。如图5 所示,在真空条件下,等离子体羽辉抑制和沸点降低引起的换热变化导致焊孔变深、熔池变薄,进而导致后熔池流体向上流动。而在这种向上流动的帮助下,气泡更加容易从焊池中逸出,从而减少了真空激光焊接中的气孔缺陷。

图5 不同环境压力下焊接铝合金试样的气孔分布的三维透明重建[56]Fig.5 3D reconstructed transparent images of porosity distribution in all the aluminum alloy samples welded under various ambient pressures[56]
真空钎焊技术从20 世纪40 年代开始至今,已成为一种极有发展前途的焊接技术。Liu[57]等研究了真空钎焊下钎焊温度和时间对钎焊接头组织和抗剪强度的影响,发现提高钎焊温度和时间有利于消除降低钎焊接头性能的金属间化合物。钎焊接头的抗剪强度随钎焊温度的升高先增大后减小,随保温时间的延长而增大。杨浩哲[58]等成功实现了TA2 商业纯钛的真空钎焊连接,并测试了其力学性能。结果表明,钎焊接头室温抗剪强度为322 MPa。此外,硬度值随着距离钎缝中心的距离增大而增大,钎缝中心共析组织的硬度值为307 HV,比母材的硬度值高出2倍以上。Gao[59]等研究了多种表面预处理方法对AlSi50 合金真空钎焊接头性能的影响。经镀镍预处理后,钎焊接头的力学性能最佳,这是因为AlSi50表面的镍板能与钎料相互作用,提高了钎焊接头的力学性能。
真空扩散焊是一种高精度的现代化焊接技术。该技术在高温和高压条件下,使两种表面洁净的金属焊接表面相互接触,然后通过一定时间的加热和保温使得接触点之间的距离达到原子间距,从而使原子和分子在界面上相互扩散并形成化学键,最终实现金属的连接[60]。值得一提的是,该焊接技术不会导致待焊金属发生宏观塑性变形。Liu[61]等采用无夹层真空扩散键合方法连接TC4 钛合金与Ni80Cr20 合金。由于Ni 的扩散速率高于Ti,导致Ni 元素在界面上偏析,在Ni80Cr20 侧附近形成贫Ni 区,并产生一些柯肯达尔空洞,累积的柯肯达尔空洞是微裂纹沿界面萌生和扩展的源。Yan[62]等研究了焊接温度对扩散焊接头组织及相应力学性能的影响,当加工温度为1 050 ℃时,接头的平均抗拉强度最高可达241 MPa,断裂模式为韧性脆性。
2 极端材料结构对焊接技术的影响
2.1 大型结构件的焊接技术
大型结构件的自重和尺寸都很大,其焊缝分布非常复杂,这使得焊接变形是一个极其复杂的过程[63-64]。范兴海[65]等通过引进自动焊接设备,制订焊接新工艺,完成了双行车吊运的焊接工作,结果达到相应等级标准。Jiang[66]等提出了一种针对大型压力容器的独特温度调节方法,用于消除带钢复合焊焊后的残余应力,发现堆焊层的拉应力可以降低为压应力,堆焊层的抗应力腐蚀开裂能力大大提高。
大型焊接结构在工程机械、海洋船舶、桥梁工程、轨道交通等领域都得到了广泛应用,但其存在的疲劳可靠性问题对于装备的安全运行以及人民的生命安全都具有重要影响。(1)工程机械领域。挖掘机、起重机、装载机、推土机等较为普遍的机械,其工作装置为大型钢板焊接结构,在服役时会受到复杂的冲击载荷导致焊接接头的趾部和喉部破坏。贾法勇[67]使用名义应力法对龙门起重机进行了疲劳寿命评估,从疲劳寿命分布图得出疲劳薄弱点位于柔性腿上部。庞利叶[68]等采用热点应力法对液压挖掘机的斗杆结构进行了疲劳寿命评估,得出的疲劳薄弱点与台架试验基本一致。(2)热点应力法常用于研究海洋船舶领域的焊接结构疲劳问题。王甲畏[69]等采用热点应力法对海洋平台的局部焊接结构进行了疲劳寿命评估,计算结果虽然与试验值接近,但数据量较少存在一定偶然性。朱海山[70]等在综合考虑了焊接方法、接头类型、应力、板厚等多个因素的情况下,对海洋平台进行了疲劳寿命预测,预测结果的平均误差不超过5%。(3)桥梁工程的焊接结构十分复杂,常见的焊接结构有钢管混凝土焊接管节点和用于大跨度桥梁的铸钢环形对接焊接接头。吴庆雄[71]等研究了钢管混凝土K形节点足尺模型的疲劳性能,其得到的S-N曲线具有一定的精度,为该类的疲劳节点提供了一定依据。卫泽众[72]等基于外推缺口应力法,研究了铸钢焊接接头内环对接焊缝的疲劳寿命评估,结果表明,外推缺口应力法可以有效简化有效缺口应力的计算过程,准确评估铸钢焊接接头环面对接焊缝的疲劳寿命。(4)轨道交通领域焊接结构疲劳问题的研究主要集中在两个方面,一是转向架焊接构架的疲劳问题;二是轨道机车车体焊接结构的疲劳问题。杨孟珂[73]等和王峰[74]等分别对上述两种焊接结构进行了疲劳预测,并通过试验验证了计算结果的准确性。
2.2 薄壁结构的焊接技术
薄壁是复杂功能件中较为常见的结构之一,但近年来为满足航天航空、汽车制造以及生物医学领域应用而设计的轻质薄壁件常常具有较为极端的尺寸,通常其厚度为1~10 mm 甚至更小,壁厚与轮廓尺寸比小于1∶20[75]。薄壁结构在焊接过程中易产生变形应力,从而影响焊接质量。为了克服这些困难,需要采用特殊的焊接方法和工艺控制,以确保焊接质量和性能的达标。(1)在焊接方法方面。周陆琪[76]等采用CMT 电弧增材制造了铝合金单道多层薄壁件,发现随着电流升高,薄壁构件力学性能逐渐降低。郎旭杰[77]等同样采用CMT 电弧增材制造了铝合金单道多层薄壁件,并通过超声辅助对其进行了优化。结果发现,超声辅助后薄壁体的晶粒尺寸细化了46.2%,x和z方向抗拉强度均有所提高。李宁[78]等采用脉冲钨极氩弧焊(P-TIG)对壁厚2 mm 的0Cr18Ni9 薄壁钢管进行焊接,得到了最佳的焊接工艺参数。陈勇[79]等采用TIG 和激光焊两种方式对壁厚1 mm 的304 不锈钢薄壁管件实施纵缝焊接,对比发现激光焊接试样的变形程度更低,综合性能更好。Li[80]等对钛合金薄板进行了激光焊接试验和数值模拟,发现薄板厚度对焊缝偏差的影响最大,薄板引起的较低冷却速率使其的温度梯度增大,从而显著增加激光束吸收率,熔池向较薄板倾斜。数值模拟温度梯度与试验结果充分匹配。(2)在应力变形方面,常用有限元分析预测其数值。赵海燕[81]等应用局部-整体法对3 种不同焊接方案下的薄壁变形量进行了对比分析,并确认环缝四段焊为最优焊接方案。董文超[82]等计算了大型薄壁钢板结构的焊接变形,通过改变结构件焊接顺序,结构件的最大变形量减小75%。Dhingra[83]等提出了一种连续耦合热应力分析方法,用于模拟薄壁焊接结构的温度和变形分布。对于3 mm 和3.35 mm厚的薄壁件,其变形预测值和实验温度分布与畸变值之间有很好的相关性;但对于1.5 mm 厚的板,变形预测值和实验值之间不存在相关性。可以看出,焊接结构与外部约束的耦合效应都极大地影响结构的最终变形状态。
3 总结与展望
随着工程应用对材料之间连接的要求不断提升,在各类极端条件下的焊接技术成为当前焊接领域的重点研究方向之一。文中从多个部分综述了各类极端条件下焊接技术的发展情况以及面临的技术难题。同时,对研究重点作以下几点展望:
(1)环境温度会显著改变焊接结构的性能与使用寿命。低温环境下金属会发生脆性转变,在金属材料低温应力疲劳寿命和裂纹扩展行为中起到了关键作用,但有关的研究成果太少,有待进一步的研究探讨。高温环境的影响机制更为复杂,对焊接头的要求更为苛刻,目前研究人员对于如何通过调整焊接工艺或材料成分消除高温环境下各类焊缝力学性能变坏情况的负面影响做出了一定的研究成果,但将来会有更高温度范围的使用条件,其对焊接提出了更高的要求,需要继续研发新的焊接方法和工艺。
(2)在很多焊接情况下热影响区与焊缝的组织成分是有明显区别的,但在焊接接头耐蚀性研究及测试评价中,很少有研究将热影响区与焊缝分开测试评估;同时自然环境下的焊接接头腐蚀情况数据较少,有待进一步的研究整理。
(3)研究各类外场辅助对焊接时熔池的影响机制,以及焊后接头耐腐蚀、耐磨等性能的影响情况。
(4)对于真空环境下熔池的流动机制缺乏深入的研究。同时局部真空设备的设计与研究,可以为未来大型构件真空焊接提供十分重要的焊接思路。
(5)通过建立评价体系,评定大型构件和薄壁件焊接残余应力和残余变形的影响情况,为工程结构的设计提供参考和焊接施工方案的优劣提供判据。同时,焊接残余应力对节点的性能及极限承载力的影响等问题都值得进一步深入研究。