热电阻插入式平板角焊缝的全聚焦相控阵检测技术研究
2023-04-29黄辉施方哲钱盛杰周常迪胡利晨
黄辉 施方哲 钱盛杰 周常迪 胡利晨


摘 要 利用全聚焦相控阵成像技术对热电阻产品中的插入式平板角焊缝进行了研究。利用CIVA软件进行典型缺陷的缺陷响应分析,制定了无损检测方法。经插入式平板角焊缝的相控阵超声检测试验,成功检测出焊缝内部的一处未熔合缺陷,并精确测得缺陷的尺寸。最后,总结了插入式平板角焊缝的全聚焦相控阵检测方法。
关键词 插入式平板角焊缝 热电阻 全聚焦相控阵 CIVA仿真 超声检测
中图分类号 TQ050.7 文献标识码 A 文章编号 0254?6094(2023)02?0175?05
温度是过程控制系统中重要的被控变量之一。热电阻是工业生产中进行温度检测最常用的元件之一,反应快,时间间隔相对较小,具有较高的精度、较好的长期稳定性,测温范围广,可测特定部位或狭小场所的温度,具有温度调节、控制及放大等功能[1,2]。热电阻传感器是基于导体或者半导体电阻值随温度的变化而改变的特性进行温度测量的。其连接装置可以形成密封腔,是现场安装的重要部分。该连接装置往往采用插入式平板结构,其焊接质量是保证设备安全运行、不发生泄漏的关键;因此,有必要进行无损检测。由于热电阻的套管小,角焊缝尺寸也较小,且结构复杂,常规超声和射线技术难以实施埋藏缺陷的检测,因此仅采用渗透检测技术进行表面缺陷的检测。
全聚焦相控阵技术是近年来随着高速处理器发展而出现的一种基于全矩阵数据采集的图像后处理新技术[3]。全聚焦技术具有检测灵敏度高、声场覆盖范围广、图像信噪比高及缺陷形状畸变小等优点[4]。因此,笔者采用全聚焦相控阵成像技术对热电阻产品中的插入式平板角焊缝进行检测研究。利用CIVA软件的缺陷响应模块仿真了坡口未熔合、根部未焊透等埋藏缺陷。确定了现有相控阵探头对于插入式平板角焊缝检测的可行性,并制定检测工艺。在仿真的基础上,进行检测试验研究,成功检测出产品内部的一处坡口未熔合缺陷,并精确测得缺陷埋藏深度和自身高度。
1 插入式平板角焊縫的CIVA缺陷响应研究
CIVA软件可用来设计或者优化无损检测方法,预测在实际无损探伤工作中的检测能力[5,6]。笔者利用CIVA软件进行热电阻中的插入式平板角焊缝结构的缺陷响应分析,分别讨论了不同检测模式下几种典型缺陷的图谱特征和缺陷测量,为进一步开展此类产品的检测试验奠定检测工艺基础。
根据常见的热电阻结构尺寸,在CIVA仿真软件中建立热电阻结构缺陷响应模型,如图1所示。仿真模拟全聚焦相控阵对插入式平板角焊缝内部埋藏缺陷的响应情况。该结构在焊接过程中产生的主要缺陷类型为未熔合和根部未焊透,因此在仿真模型中添加未焊透、未熔合等缺陷。坡口类型为K型,试板厚度为15.9 mm,坡口角度为单侧30°。角焊缝坡口处设置1个上坡口未熔合缺陷F1:深度为5.0 mm,自身高度为2.0 mm;1个下坡口未熔合缺陷F2:深度为10.0 mm,自身高度为2.0 mm;角焊缝根部设置1处未焊透缺陷F3:深度为8.0 mm,自身高度为2.0 mm。其中,未熔合用面状矩形代替,未焊透用球状孔代替。
利用全聚焦相控阵技术仿真的缺陷响应图谱如图2所示。全聚焦相控阵TT模式(探头发射的横波与工件作用后产生反射横波被探头接收)可以较好地检测出下坡口未熔合缺陷F2信号和根部未焊透缺陷F3信号。针对上坡口未熔合缺陷F1,仅得到上下两个端点的衍射信号回波,且下尖端的回波信号比上尖端回波信号高约
10 dB,不利于缺陷定性,如图2a所示。针对下坡口未熔合缺陷F2,得到沿着坡口的面状缺陷形貌,未熔合面上的回波信号连续,未断开,分布均匀,未熔合面的形貌与仿真模型中设置的未熔合缺陷基本一致,如图2b所示。针对根部未焊透缺陷F3,在球状孔的一侧获得较高的回波信号,如图2c所示。
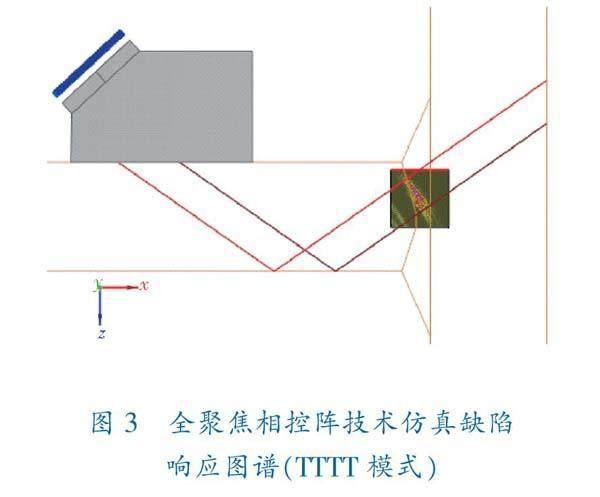
考虑到实际检测过程中,探头无法置于热电阻的背面进行检测,若存在上坡口未熔合缺陷,仅会得到如图2a所示的缺陷信号,与实际未熔合缺陷信号形貌差异较大,且因探头灵敏度较低,容易漏检。因此,笔者提出了全聚焦TTTT模式检测法,将探头移动到一个合适的位置进行检测。所谓全聚焦TTTT模式,指的是横波发射经底面反射到缺陷处,再由缺陷反射经底面被探头接收,根据上述横波传播特征进行计算即可得到TFM成像图。利用全聚焦相控阵TTTT模式可以较好地检测出上坡口未熔合缺陷F1信号,如图3所示。
根据上述仿真结果可得,全聚焦相控阵能直观、有效地实现对坡口未熔合和未焊透两类缺陷的仿真成像,能实现缺陷的定位和定量。从缺陷的检出情况和定性方面来分析,采用TT模式均可以检测出上坡口未熔合缺陷、下坡口未熔合缺陷和根部未焊透缺陷,TTTT模式可以根据图谱特征辅助上坡口未熔合缺陷的定性,从而实现了声场在整个角焊缝的全覆盖检测。另一方面,采用TTTT模式也可以检测出上坡口未熔合缺陷、下坡口未熔合缺陷和根部未焊透缺陷,但仅通过单一TTTT模式,难以实现下坡口未熔合缺陷的定性,需要辅以TT模式。总之,联合使用TT和TTTT模式,才能获得全面的缺陷特征图谱,从而更好地实现缺陷的定性。从缺陷定量方面来分析,根据上坡口未熔合上下两个端点的衍射回波间距所测得的自身高度较为准确,下坡口未熔合测得的缺陷自身高度略大于实际仿真尺寸,球孔状未焊透的自身高度需要结合绕射波进行测量较为准确,否则会使缺陷定量变小。将上述3个缺陷的仿真情况总结于表1,缺陷的定量信息可由-6 dB法测量得到。
2 热电阻产品的超声检测试验
热电阻的结构示意图和实物图分别如图4所示。主体材料为316L SST;法兰厚度为15.9 mm;角焊缝采用K型坡口,单侧坡口角度为30°;实物图背面存在4个深度为1 mm的槽。针对此类规格的插入式平板角焊缝,采用上文仿真中所述的方法进行全聚焦相控阵超声检测。热电阻主体材料有晶粒粗大的特性,使得超声波有一定程度的衰减,而所用试板厚度较小,焊缝结构也小,因此超声波传播声程较小,其本身的衰减就比较小。此外,采用了基于全聚焦算法的相控阵检测,能得到更高的图像信噪比,从而进一步减弱了晶粒噪声对缺陷信号的干扰。
采用全聚焦相控阵超声检测技术,将探头置于平板法兰上并紧靠角焊缝。保持探头不动,通过手工旋转插入式接管,将编码器置于法兰侧面,能在检测仪器中得到清晰完整的C扫描图像。
图5为全聚焦相控阵检测图谱,图5a、b分别为全聚焦相控阵在热电阻正面和背面检测得到的图谱。从图中可以看出,全聚焦相控阵的界面左侧为TFM成像图,右侧从上至下3幅图分别为A扫、C扫(俯视图)和D扫(侧视图)。正面检测和背面检测两种方法均呈现出完整清晰的检测图像,对于背面4个槽、焊脚余高均呈现了较好的成像,与常规相控阵相比,全聚焦相控阵具有更高的检测分辨率和信噪比,对于微小缺陷的检测和结构回波的识别更具优势。正面检测图中4个深度为1 mm的槽成像清晰,其深度和位置经测量与实际情况一致。背面检测图谱中,能清晰地识别出4个槽的结构信号,说明全聚焦相控阵的近表面盲区很小。
从图5中还可以发现,利用全聚焦相控阵的TT模式,分别从正面和背面两个方向检测出了同一个缺陷信号。值得注意的是,采用TTTT模式会增大声程,对缺陷的定量有一定的影响,建议在只能单面检测时使用该方法。通过对两幅图谱的分析,结合CIVA仿真研究结果,可判断该缺陷性质为坡口未熔合。从正面进行检测,由于该缺陷处于K型坡口的上部,角度为70°附近的声束可以探测到该缺陷,因此TT模式检测出了两个上下端点信号,且下端点信号灵敏度高于上端点的,这与CIVA仿真的结果基本一致。从背面进行检测,角度为45°附近的声束可以探测到该缺陷,因此TT模式检测到了沿着坡口的面状缺陷信号。通过TFM成像图和D扫描成像图可确定该缺陷深度为4.5 mm,通过C和D扫描成像图可以看出该热电阻角焊缝存在多处未熔合缺陷信号,其中较大一处缺陷的自身高度为1.6 mm,长度为78.0 mm。
3 结束语
笔者所述检测方法是根据插入式平板角焊缝的结构特性,在仿真条件下制定专用检测工艺,包括缺陷定位、定量和图谱特征,因此只适用于接管与平板的焊接接头埋藏缺陷的无损检测。采用全聚焦相控阵技术对热电阻插入式平板角焊缝中的典型焊接缺陷进行研究。结合CIVA仿真软件制定的检测方法,验证了全聚焦相控阵技术对于此类特殊结构的检测优势。研究情况总结如下:
a. 利用CIVA软件建立声学模型,并设置常见的人工缺陷,可以制定热电阻插入式平板角焊缝的超声检测方法。
b. 全聚焦相控阵超声检测技术可通过不同的检测模式(TT模式/TTTT模式)获得不同朝向位置的缺陷信号,有利于缺陷的定性。
c. 全聚焦相控阵超声检测技术成功检测出热电阻插入式平板角焊缝中的未熔合缺陷,并能进行精确的定位和定量。
参 考 文 献
[1] 郭孝玲.热电阻温度计和热电偶温度计的比较与使用[J].中国金属通报,2018(7):207;209.
[2] 周鹏程,王志.基于铂电阻多测点温度测量系统及其应用[J].传感器与微系统,2019,38(6):158-160.
[3] 杨贵德,詹红庆,陈伟,等.相控阵三维全聚焦成像检测技术[J].无损检测,2018,40(5):64-67.
[4] 强天鹏,杨贵德,杜南开,等.全聚焦相控阵技术声场特性初探[J].无损检测,2020,42(1):1-6.
[5] GUO W C,QIAN S J,LING Z W,et al.Research on phased array ultrasonic technique for testing tube to tube?sheet welds of heat exchanger[C]//Proceedings of the ASME 2016 Pressure Vessels & Piping Conference.2016:1-5.
[6] FOUCHER F,FERNANDEZ R.New applications of the NDT simulation platform CIVA[C]//Singapore International NDT Conference & Exhibition.2013:19-20.
(收稿日期:2022-03-11,修回日期:2023-03-30)
基金项目:浙江省质量技术监督系统科研计划项目(20170143);浙江省市场监督管理局雏鹰计划培育项目(CY2022219,CY2022225)。
作者简介:黄辉(1984-),高级工程师,从事承压设备检验检测与科研工作,huanghuidh@163.com。
引用本文:黄辉,施方哲,钱盛杰,等.熱电阻插入式平板角焊缝的全聚焦相控阵检测技术研究[J].化工机械,2023,50(2):175-178;231.
