浅谈白车身顶盖激光钎焊产品工艺设计及焊接缺陷调试方法
2023-04-29余友松王勇邢家坤程成叶垒张瑾
余友松 王勇 邢家坤 程成 叶垒 张瑾
摘要:结合白车身顶盖激光钎焊在东风本田汽车有限公司的工业化实际应用,探讨了顶盖激光钎焊产品工艺设计及焊接缺陷调试方法,重点介绍了顶盖激光钎焊产品结构设计、零部件尺寸精度控制、顶盖激光钎焊生产线工艺规划和平面布置、焊接缺陷调试方法,以及激光钎焊人工检查及返修工艺。通过全面地介绍顶盖激光钎焊产品工艺设计和缺陷调试方法,为后续新车型顶盖激光钎焊产品设计和工艺规划提供技术参考。
关键词:激光钎焊 产品结构设计 尺寸精度控制 工艺规划 缺陷调试
中图分类号:U466 文献标识码:B DOI: 10.19710/J.cnki.1003–8817.20220298
Discussion on the Product Process Design and Welding Defects Debugging Method of Laser Brazing ofBIWRoof
Yu Yousong, Wang Yong, Xing Jiakun, Cheng Cheng, Ye Lei, Zhang Jin
(Dongfeng Honda Automobile Co., Ltd., Wuhan 430056)
Abstract: This paper discussed the product process design and welding defects debugging method of the laser brazing of BIW roof based on the industrial practice and application of the laser brazing of the BIW roof in Dongfeng Honda Automobile Co., Ltd., and focused on product structural design of the laser brazing of roof, component dimension accuracy control, production line process planning and plane layout of roof laser brazing, welding defects debugging method, manual inspection and repair process. By comprehensive introduction of process design and defect debugging method of laser brazing for BIW roof, the paper provided technical reference of laser brazing product design and process planning for subsequent new vehicle roof.
Keywords:Laser brazing, Product structural design, Dimensional accuracy control, process planning, Defect debugging
1前言
傳统的点焊工艺在白车身顶盖焊接技术中已不能满足顾客对汽车的外观品质需求[1],而顶盖激光钎焊具有焊缝美观、速度快、热影响区小、强度高、成本低、密封效果好等优点,因此汽车企业在白车身制造中,积极引进和采用顶盖激光钎焊接技术来适应市场需求,汽车制造业领域这种需求为激光焊技术应用提供的广阔的发展前景[2-5]。目前顶盖激光钎焊产品工艺设计研究已日趋成熟,顶盖搭接结构设计[6]、截面尺寸设计对顶盖激光钎焊质量至关重要[7],另外激光焊接工艺参数设置也很重要,激光功率、激光头偏转角设置、出光和出丝延迟设置、送丝速度以及机器人焊接速度和焊接轨迹都会影响到激光焊缝的质量[8]。顶盖激光焊接系统的设计、设备选型和工装夹具设计已有成熟应用方案[9],激光焊缝接缺陷识别和定义,对激光焊接后品质确认和人工返修提供了依据,而对焊缝缺陷的原因分析也为激光焊接缺陷的改善提供了方法[10]。
东风本田汽车有限公司在英斯派、十一代思域车型上引入白车身顶盖激光钎焊工艺,本文结合英斯派、十一代思域项目顶盖激光钎焊工业化实例,详细介绍了顶盖激光钎焊产品结构设计、焊装工艺方案设计、焊缝的尺寸监控、焊接缺陷调试方法、自动打磨返修和自动检查外观等。
2 白车身顶盖激光钎焊介绍
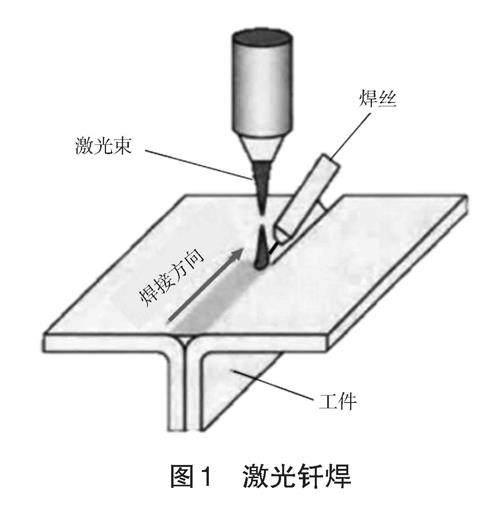
激光钎焊(图1)是利用激光光束作为热源,聚焦后的光束照射在填充的焊丝表面,焊丝在光束能量持续加热下熔化形成高温液态金属,液态金属浸润到被焊零件连接处,在适当的外部条件下,使之与工件形成良好的结合,工件间的连接是通过钎料熔融金属实现,母材本身不能被激光严重熔蚀损伤。
顶盖激光钎焊应用对汽车整车外观品质提升和成本消减有很大贡献(图2),侧围与顶棚搭接连续一体化,颜色统一化,使整车外观更美观;整车采用顶盖激光焊技术后,可消减装饰条及涂胶密封工序,整车成本可减少约90元/辆,大大节省成本;
3 顶盖激光钎焊产品结构设计
顶盖激光钎焊产品结构设计与传统点焊设计完全不同,所以在进行顶盖激光焊产品设计和工艺审查时,需要注意以下几点:
本章节主要罗列了一些产品设计和工艺审查要点:顶盖与侧围产品结构设计形式选择、顶盖与侧围搭接形式、顶盖外板翻边止口、顶盖与侧围装配后的间隙、起弧和收弧特殊位置止口设计等。
a. 顶盖与侧围产品结构设计形式选择:白车身顶盖与侧围常见结构形式有:搭接式、角接式、直角卷边对接、卷边对接等四种形式(图3),根据实际经验推荐采用d形式(卷边对接);
b. 顶盖与侧围对接设计,宜采用圆角对接形式,有利于激光焊缝装配间隙的精度控制(图4)。
c. 创建翻边止口边缘来增加顶盖刚性(图5)。
增加顶盖刚性目的是避免以下几点问题:
1)顶盖在自身的重量下变形,尤其对于长而平的顶盖;
2)冲压出来后变形;
3)人工操作时变形;
4)因物流引起的变形;
5)工装夹具定位压紧时造成的变形;
d. 顶盖与侧围装配后,顶盖翻边止口与侧围Y向和Z向要求如下:
顶盖翻边止口与侧围激光焊搭接面夹角12°区域不能发生干涉(图6);
顶盖翻边止口与侧围Z向止口间隙≥3 mm(图6);
e. 顶盖激光焊起弧和收弧位置,顶盖边缘与侧围Z向止口间隙≥2.5 mm,保证顶盖Z向浮动(见下图7);
f. 侧围激光焊搭接面要保持光顺,禁止有过渡型面或台阶面(图8);
4 顶盖激光钎焊工艺流程
顶盖激光钎焊工艺分两大部分,第一部分成型工艺:车身合拼成型→顶盖预成型→顶盖激光钎焊(图9);第二部分返修检查工艺:焊缝自动打磨→焊缝质量自动检查→激光焊缝人工检查及返修,其中焊缝自动打磨、焊缝自动检查为可选工艺,不强制要求。
5 顶盖激光钎焊工艺规划
顶盖激光钎焊生产线规划有以下几个工程:顶盖预成型、顶盖激光焊、焊缝自动打磨、焊缝品质自动检查、人工检查及返修等5个工位,其中焊缝自动打磨、焊缝自动检查属于可选工位,是顶盖激光钎焊品质提升辅助工艺。本文详细介绍了顶盖激光焊接线体各工位设备类型、数量,为后续激光焊线体规划或改造作为参考。
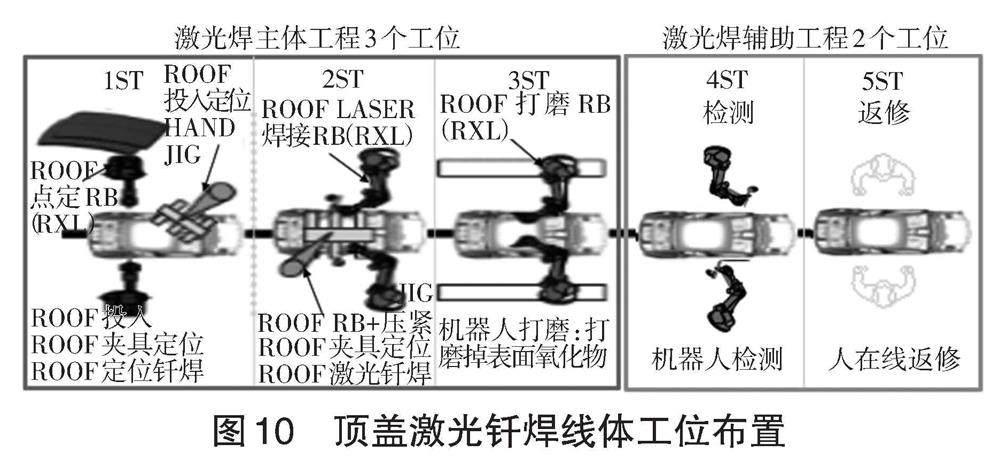
东风本田汽车有限公司英斯派车型顶盖激光焊线体规划4个自动化工位和1个人工在线检查/返修工位(图10)。
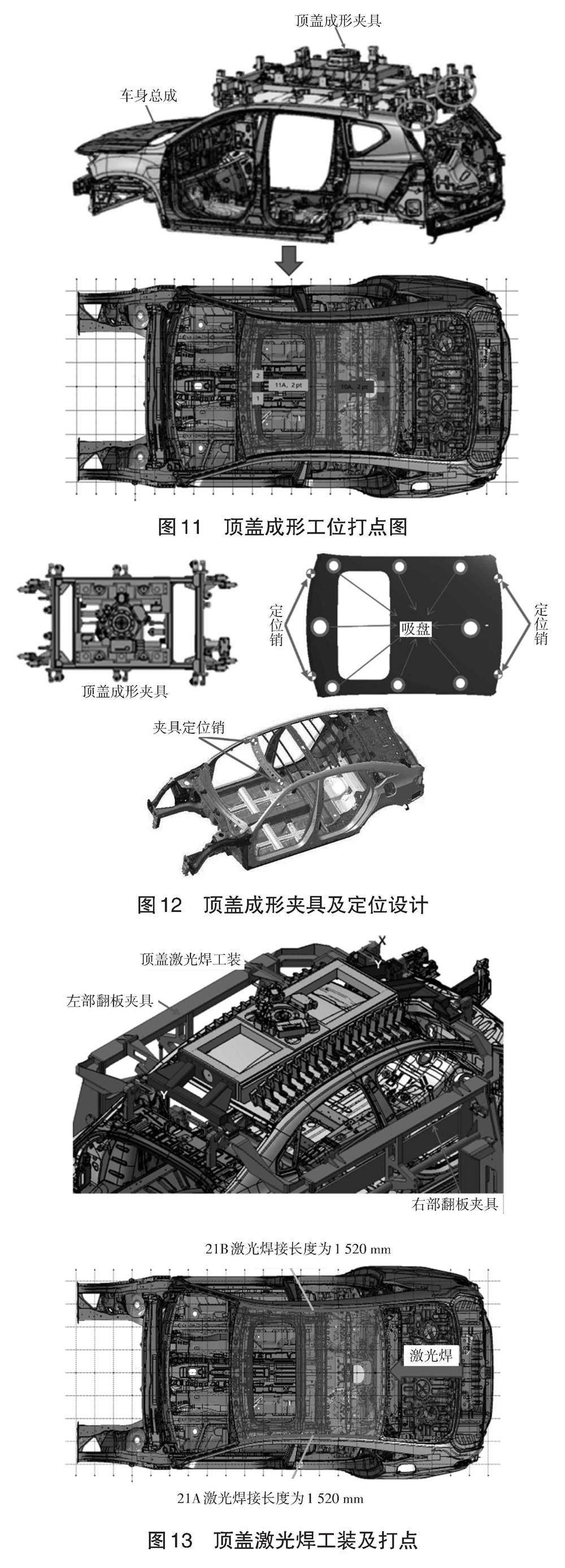
1ST顶盖预成型采用1台搬运机器人和2台点焊机器人以及车身下部定位夹具组成,主要作用是将顶盖与车身进行预定位,打点位置见下图11,顶盖前部和后部分别打2/2个定位焊点,确定顶盖与车身X向和Y向位置。
顶盖成型夹具及定位设计(图12)。
2ST顶盖激光焊接采用1台工装机器人和2台激光焊机器人以及车身定位工装,顶盖在1ST进行预点定后,由输送台车传至2ST激光焊工位,首先工装机器人对顶盖进行压紧,然后由21A/B激光焊机器人对顶盖进行激光焊接(图13)。
本工位还需要建激光安全防护房,它的作用在于给激光焊接提供密闭的空间,保护人员不受激光辐射的伤害(图14)。
激光安全防護房由钢结构主体和铝型材扣板组成;激光安全防护房防护的激光波长范围为900~1 080 nm;配备排烟系统,应保证激光房内20~25次/h的排放次数。激光房内装有监控器(含液晶监视器和摄像头)。内部照明要求不小于400LUX。激光房安装完毕后必须由国家认证的第三方机构出具安全合格证。
3ST激光焊缝自动打磨由32A/B机器人分别抓取1套打磨设备对激光焊缝进行打磨,保证激光焊缝表面质量(图15)。主要设备有自动打磨头、自动更换打磨片设备,打磨轨迹长度为1 520 mm,每道激光焊缝打磨2次,自动打磨片厚度选用3.5 mm(激光焊缝理论宽度:2±0.5 mm)。另外该站位还配有除尘设备和封闭作业间。
激光焊缝打磨前后质量对比(图16)。
打磨后焊缝表面粗糙度要求如下:
整条激光焊缝平均粗糙度Ra≤1.0 μm,每50 mm测量1个点;
整条激光焊缝C级缺陷(粗糙度>1.6 μm)所占百分比不超过10%。
4ST激光焊缝品质自动检查由2台机器人携带2套焊缝品质检测设备,包含3D激光相机、激光检测分析控制系统,记录并反馈激光焊缝品质缺陷(图17)。
5ST激光焊缝人工检查返修工位,由2名操作工分别负责左右焊缝质量检查和返修,使用的设备有打磨盘、打磨针、TIG焊机,以及AB胶枪(图18)。
6 顶盖激光钎焊主要工艺参数设置
顶盖激光钎焊主要工艺参数有:激光功率、机器人焊接速度、送丝速度、激光头偏转力SA/TA、激光延时、送丝延时等,具体参数的设置以满足焊接质量和生产节拍的实际需求。
6.1 激光焊接设备工艺参数。
激光焊接设备工艺参数如表1所示。
SA为控制激光头绕车身坐标系X轴方向旋转偏执力(图19),参数设置为“0”时,激光头焊接时被抱死,此时对白车身激光焊缝位置精度要求很高,不允许白车身激光焊缝Y向超过1.5 mm波动,一般仅在起弧点和收弧点位置使用,正常焊接轨迹该参数设置为“1”,此时焊丝进入激光焊缝焊接过程中,即便车身Y向尺寸有波动,激光头可以横向摆动,引导光头正常焊接。当激光焊缝Y向偏差过大,SA轴偏出了设定的SA_range范围时,激光焊自动焊接系统会立即停止机器人工作。