高磁场下钢管焊接技术的应用研究
2023-04-08付兵
付 兵
(广东省水利水电第三工程局有限公司,广东 东莞 523710)
1 概 述
某工程的主要建设任务是新开涌、泵站和节制闸,完善排涝体系和水系连通改善片区水环境。新开涌全长1.134 km。河涌规划宽度为10 m,涌底高程为-1.5 m(珠基,下同),新建泵站1 座,设计流量为5 m3/s,总装机容量为630 kW;新建节制闸3 座,新建箱涵与调蓄湖连接节制闸,设计孔口净宽分别为5 m、10 m 和5 m,闸底高程为-1.5 m。
泵房输水钢管段在水平空间上与220 kV 高压线近乎垂直,磁感应强度随着与载流导体(高压线)距离的增大而迅速衰退。泵房输水管的连接施工必须采用焊接方式,确保密闭,无泄漏,所以必须保证焊接施工质量以及开挖。因输水钢管受高压线产生的磁场强度影响大,在实际施工过程中,输水钢管发生磁化,正常焊接时,磁化的钢管会使焊液发生偏移,焊接时发生“磁偏吹”现象,正常焊接工艺无法进行。消除磁偏吹是保证焊缝质量的关键。
2 工艺分析对比
2.1 预制法
采用返厂改装成预制法兰连接的方式。将磁化钢管返厂,改装成预制法兰,再将改装后的钢管运送到施工部位进行法兰连接。来回运输时间过长,且改装工艺需要完成的程序较为复杂,需与业主、监理沟通才可完成,总体施工效率不高,影响泵站输水管道施工工期。
2.2 电磁屏蔽罩法
采用电磁屏蔽罩方式。电磁屏蔽罩购回后,需改装成输水钢管两端的大小,改装需要一定的时间,且对磁性较高钢管的效果不一定能够达到预期。
2.3 钢管缠绕焊把线通电法
采用钢管缠绕焊把线通电法,无需购置多余材料,只需购置长度略长的焊把线。经市场价格考察,用焊把线缠绕通电法的投资比采用改装法兰或电磁屏蔽罩法要低。采用焊把线缠绕通电法相对改装法兰或电磁屏蔽罩施工过程中对剩磁的处理更高,从而提高了焊接质量。
通过对比分析,在满足施工的前提下,最终选定钢管缠绕焊把线通电法施工工艺。通过采用钢管缠绕焊把线通电法提高施工质量和施工效率,确保施工安全,在节约施工成本的前提下,有效保证了泵房输水管道焊接的质量和施工过程的安全。
3 钢管缠绕焊把线通电法原理及操作要点
3.1 原 理
钢管缠绕焊把线通电法原理:把磁化油管的对接接口放置于线圈的几何中心,在通电线圈所产生的电磁场的作用下,磁化油管的磁场产生磁滞回线,当交变磁场的副值逐渐递减时,磁滞回线的轨迹也越来越小,当磁场强度为零时,钢管中残留的剩磁Br 也接近于零。消磁的原理用一句话可概括为“换向衰减同时进行”。
根据这个原理可采用交流焊接设备,把焊机的搭铁焊接电缆缠绕在磁化管上来代替通电线圈,利用焊接时焊接电流通过焊接电缆时,会形成一个交变电磁场,几何中心的磁化管在交变磁场的作用下,磁化管端接口的磁性会在瞬间减弱或消失,不会再对焊接产生任何影响;焊接时熔滴在电弧吹力、熔滴自身重力及表面张力等的作用下顺利过渡到熔池,因此能够顺利地进行焊接(图1)。若采用直流焊接设备也能达到一定的效果。
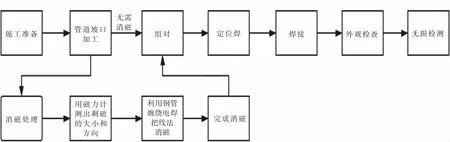
图1 钢管缠绕焊把线通电法工艺流程图
3.2 操作要点
1)施工准备。泵房输水管安装,先对泵房输水管段进行土方开挖,清理出工作面,再进行垫层的测量放线,两侧做好钢板桩支护,防止边坡坍塌。垫层浇筑完毕后,进行泵房输水钢管位置的测量放线。
2)材料控制。在垫层上完成镇墩施工后钢管进场,加强钢管原材料及半成品质量控制,进场材料经过工地试验室检测合格后方可投入施工,如工地试验室无法检测则须经相关检测部门检测合格方可使用。
3)点焊组对。焊前要预热,点固焊时要注意观察焊接电弧产生磁偏吹的偏吹方向,根据电弧磁偏吹的方向来决定第一段的焊接位置,注意钢管的9 点~12点或3 点~12 点的部位,因为在这两个部位容易控制电弧磁偏吹,详见图2;钢管上半部施焊完后管子的磁性已减弱,再进行下部的焊接就容易了。完成下半部的焊接后,可根据情况用气焊割开上半部焊口进行补焊,以确保焊缝质量。按图3 所示标准进行组对,可以在钢管10 点~2 点处点固焊1~2 处,组对完后清理焊口处熔渣、飞溅等杂物。
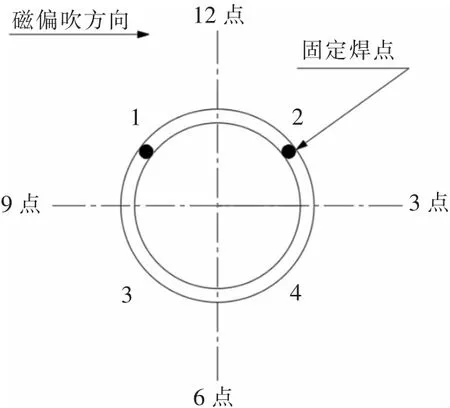
图2 钢管切面图
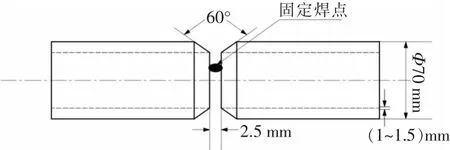
图3 点焊组对
4)钢管焊接。钢管焊接遇到磁化钢管,利用钢管缠绕焊把线通电法做消磁后,再进行焊接处理。用磁力计测出钢管磁场的强度大小和方向,将磁化的钢管用截面(35~50)mm2焊把线缠绕在钢管坡口的两侧组成电磁线圈,根据管道剩磁的大小和方向确定线圈的匝数。一般不少于7 圈半,打开电焊机,调节电流的大小,利用电焊机焊把线缠绕钢管通电后对磁化钢管加一个反向的磁场。反向磁场与钢管磁化磁场相互作用,使磁化对焊接的影响减少。
5)无损检测。焊接完毕后,进行钢管无损检测。
4 应用情况
泵房输水工程试验段采用本文所述的施工工艺对磁化钢管进行消磁处理,焊接过程中对管道对接焊缝内部缺陷进行超声波检测,检测结果见表1。

表1 管道对接焊缝内部缺陷超声波检测结果 mm
对超声波检测结果进行分析可知,在采用本文所述的施工工艺进行作业后,本次超声波共检测的3 条对接焊缝,均未发现超标缺陷,检验焊缝总长11.49 m。同时焊缝质量依据《焊缝无损检测超声检测验收等级》(GB/T 29712-2013)横孔技术(技术1)的等级和验收等级2 进行评定,评定合格。相比其他工艺,钢管缠绕焊把线通电法大大提高了磁化钢管焊接中焊缝的质量及施工效率。

5 结 语
在泵房输水工程中开展技术攻关,取得了“高磁场下钢管焊接技术研究”的新成果,整理出一整套针对沿高压线(高磁场)区域等条件的钢管焊接施工技术,在缩短施工工期、保证施工质量尤其是焊缝质量的同时,极大地降低了施工成本和施工风险。按计划完成了本工程泵房输水管道的生产任务。该技术与传统施工技术相比优越性明显,针对性强,更注重将工程特点与现场实情况相结合,使施工变得简单、质量易于控制,还能极大地节约施工成本,具有明显的经济效益与显著的社会效益,主要创新点有:
1)实用性地提出一套适用于高磁场下应对磁偏吹现象的消磁焊接技术,此种高磁场下应对磁化钢管焊接的施工技术具有高效、安全等特点。
2)缠绕焊把线消磁法可以很大程度地减少磁偏吹对焊接工艺技术的影响,提高了焊缝质量安全系数和施工效率并降低了施工成本。
3)缠绕焊把线消磁法可节省工期,能应对野外施工各种条件的优势,保证了钢管焊接安全性与施工质量的可控性。
焊把线缠绕线圈法的充分利用,实现了在高磁场下发生磁化的钢管区域的钢管焊接,此技术具有高效、安全施工等特点,实现了钢管焊接的质量目标,同时,有效节省了施工成本,提高了施工效率,缩短了输水钢管的施工工期,降低了施工作业风险,对类似工程项目具有较好的示范作用,提供了可靠的技术基础,对其他类似工程提供了经验借鉴,社会效益显著。