海外电站运维项目610MW汽轮机直轴方案分析
2023-03-29崔文成
崔文成
(上海电气电站工程公司,上海 201199)
0 引言
1 转子弯曲概况
某海外电站#6机组系上海汽轮机厂生产的A158型610 MW亚临界、中间一次再热、单轴、三缸四排汽、凝汽式汽轮机,其高中压转子侧视图如图1所示。该机组自2015年投运,经多年运行偏心值逐渐从20 μm增大至100 μm以上,最大值达120 μm(偏心监测器位于汽轮机调阀端小轴端部中心线的顶端,其度数也就是偏心值可以反映转子弯曲的程度),转子弯曲程度逐渐恶化。2019年对高中压转子进行开缸检查并测量其弯曲度,弯曲图如图2所示。

图1 汽轮机高中压转子侧视图

图2 汽轮机高中压转子弯曲图
由于转子弯曲,该汽轮机在启动或带负荷运行过程中1瓦振动超标,尤其是在过临界转速时振动严重超限。在2022年的一次热态启动中,转速1 618 r/min时,机组振动最大:1瓦X向:462 μm;1瓦Y向:337 μm;1瓦复合振:295 μm。在满负荷运行时,1瓦振动常在200 μm左右。针对#6机组1瓦在过临界转速时振动大的情况,运行人员需要在冲转过程中将振动保护定值放大至460 μm,才能保证机组顺利启动,这给机组运行带来了非常大的风险和隐患。
2 大轴弯曲机理及直轴方法
2.1 大轴弯曲机理
大轴弯曲可以分为热弹性弯曲和永久性弯曲。
热弹性弯曲是指转子内部温度分布不均匀,转子受热膨胀所造成的弯曲。这时温度高的一侧与温度低的一侧相互作用而产生应力,由于此时应力一般未超过转子材料的屈服极限,因而当转子内部温度均匀后,这种热弯曲会自然消失[3]。
永久性弯曲是指当转子局部受到急剧加热时,该区域与其他部位产生很大的温度偏差,受热部位热膨胀,产生较大应力,当该应力超过转子材料的屈服极限时,转子局部便产生压塑性变形。当转子内部温度均匀后,该部位会有残余应力,塑性变形不会消失,从而造成转子的永久弯曲[4]。
一根材质均匀的转子之所以弯曲,是由于某种不均匀因素的存在,当这种不均匀在转子横截面呈不对称的状态(温度不对称、受力不对称)时,才可能使转子弯曲。
2.2 直轴方法
根据汽轮机转子发生弯曲的机理,可以采用的直轴方法主要有下列5种:
塑料可以做成花,水泥可以制成板,木头可以磨成梳子,人为什么不可以改变呢?对方不符合自己的标准,那就把她改造成心目中识大体、懂进退的温柔妻子。谭传华在内心谋划着自己的“阴谋”。
(1)机械加压法。该方法是通过外加机械力下压弯曲转子的凸面并对弯曲转子凹面进行捻打来直轴。
(2)捻打法。采用该方法需要注意下面几点:一是捻打范围不超过圆周的1/3,二是不能用力过度,三是按轴对称位置交替捻打,四是注意中间位置捻打次数应高于两侧捻打次数。
(3)局部加热法。通过在大轴凸面局部加热冷却产生的拉应力使其恢复。
(4)局部加热加压法。对大轴凸面先施加外力,再采用方法(3)来直轴。
(5)应力松弛法。利用金属材料在高温下应力会逐渐降低这一原理,把轴最大弯曲部位的整个圆周加热到轴材料回火温度以下,接着在凸点施加低于屈服点的压力,使轴产生弹性变形,当应力在高温下逐渐降低时,弹性变形部分转变成塑性变形,从而消除弯曲[5]。
2.3 现场直轴思路
总结2.1节和2.2节所述弯曲机理和直轴方案可以得出,转子弯曲或恢复均是通过作用在转子上的温差以及在转子的径向施加力而发生。本文利用停盘车时转子自身存在的两种力——转子自身重力及因上下缸温度存在偏差而产生的内部应力,尝试对#6机组高中压转子进行直轴工作。
2.3.1 利用温度不对称
转子在静止状态下上下部温度不同,因而产生挠曲。一般情况下,停机后高中压缸上部温度较高,会使静止的转子向上弓弯,如图3所示。

图3 汽轮机高中压转子因温度差向上弓弯
2.3.2 自身重力
转子自身的重力会在转子径向产生向下的剪切力,使转子向下弯曲,如图4所示。
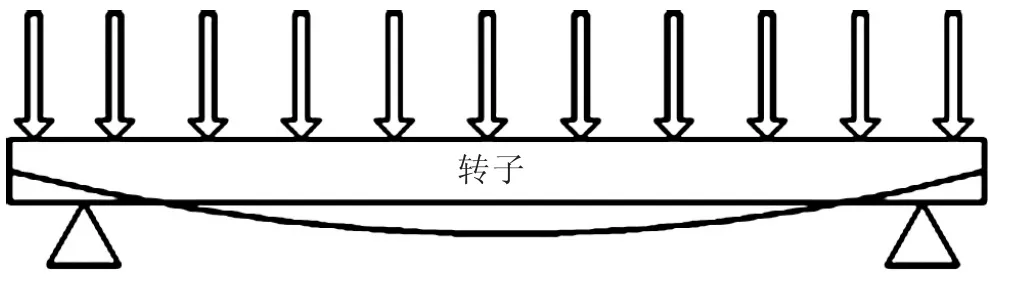
图4 汽轮机高中压转子因重力向下弓弯
3 直轴实施过程
3.1 重力直轴
2022年9月26日,#6机组进入为期1个月的年度检修,停机后偏心值90 μm。此次在调节级温度为120 ℃时停盘车,考虑到此次机组停机时间较长,上下缸温度存在偏差而产生的内部应力可忽略(当转子内部温度均匀后这种热弯曲会自然消失),所以可以认为此次直轴仅自身重力起作用。
在汽轮机小轴端部上方架设百分表,盘动转子的同时读取百分表读数,在转子转动到向上弓弯的位置停盘车(百分表读数最大处)。经过38天的重力直轴,11月2日启动后的1瓦振动情况与前两次机组启动后的数据对比如表1所示。
由表1中数据可以得到如下结论:

表1 过临界振动对比
(1)机组启动前偏心值越大(转子越弯曲),1瓦在通过临界转速区域时振动值越大;
(2)通过将转子停止在向上弓弯的位置来进行直轴,一定程度上有减少转子弯曲程度的效果。
3.2 温差直轴
2022年8月16日,#6机组1瓦因温度异常需要进行翻瓦检查,由于工期紧张,决定在调节级温度为170 ℃时提前停盘车进行检修。此时转子存在上下温差,温差及重力同时对转子的弯曲起作用,但作用相反,在不确定哪个因素起主要作用时,现场暂将此次转子停止于向上弓弯的位置。8月17日检修结束,投入盘车后的偏心值如表2所示。
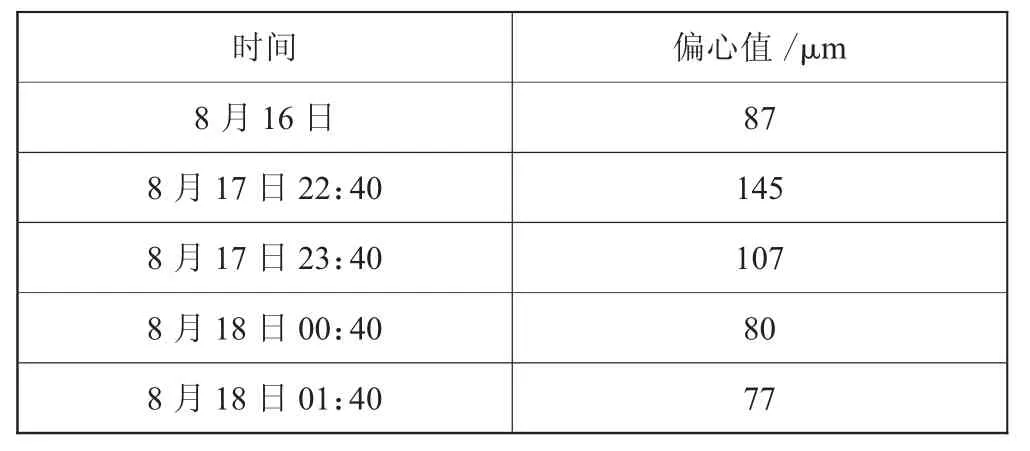
表2 偏心值变化
通过表2可知,8月18日再次启动盘车时,偏心值最初显示为140 μm,较停盘车前的87 μm大。此次直轴过程说明,由上下缸温度存在偏差而产生的内部应力较自身重力而言起到了主要作用。因此,在调节级温度较高时,应将转子停在向下弓弯位置才能达到直轴效果。
4 结论
通过这两次现场直轴的尝试可得出如下结论:
(1)在调节级温度较高时,上下缸温度存在偏差而产生的内部应力在使转子弓弯上起主要作用。因此,若机组在调节级温度较高且需要短暂停盘车时,应将转子停止在向下弓弯的最大处,对弯曲转子会起到一定的直轴效果。
(2)在调节级温度不高时,转子自身重力在转子径向上起主要作用。因此,在转子长时间停止时,应将转子停在向上弓弯的最大处,对弯曲转子会起到一定的直轴效果。
(3)由上述两种方式对转子施加的应力是不会超过屈服极限的,所产生的也只是塑性变形,在转子运行一段时间后塑性变形会消失,因此,文中的“直轴”方式不能彻底解决现场转子大轴弯曲的问题。通过选择最佳停盘车位置,只能在机组启动前将已弯曲的转子向更好的状态调整,以便能够以较小的振动值通过临界转速。