用双氧水治理硫酸尾气效果研究
2023-03-25卢俊刚吕纪烈王维兵陈军峰成丽鹏郭庆军
卢俊刚,吕纪烈,王维兵,陈军峰,成丽鹏,郭庆军,张 浩
(山西兰花集团科技创业股份有限公司新材料分公司,山西 晋城 048012)
1 改造原因
针对环境保护要求日益严重,省、市、县要求工业废气实现超低排放指标,地方出台超低排放指标制度,要求工业生产硫酸尾吸中的二氧化硫排放指标为≤100 mg/m3。二氧化硫对人体的结膜和上呼吸道黏膜有强烈刺激性,可损伤呼吸器管导致支气管炎、肺炎,甚至肺水肿呼吸麻痹。短期接触二氧化硫质量浓度为0.5 mg/m3空气的老年或慢性病人死亡率增高,浓度高于0.25 mg/m3,可使呼吸道疾病患者病情恶化。长期接触二氧化硫质量浓度为0.1 mg/m3空气的人群呼吸系统病症增加。另外,二氧化硫对金属材料、房屋建筑、棉纺化纤织品、皮革纸张等制品容易引起腐蚀、剥落、褪色而损坏。还可使植物叶片变黄甚至枯死。为适应新形势新任务要求,晋城市生态环境局加强制度建设与基础能力建设,不断提升生态环境治理体系与治理能力现代化水平,并要求该公司在原来二氧化硫排放基础上降低一半。
该公司的硫酸尾气吸收系统原为氨水法脱硫,该系统为一级氨水脱硫,尾气经除雾器除去酸雾后进入尾气吸收塔逆向接触吸收二氧化硫,净化后的尾气经烟囱排入大气,尾气中的二氧化硫国家排放指标为≤200 mg/m3,地方性新排放指标为≤100 mg/m3,该公司实际运行指标在80~150 mg/m3,导致尾气排放指标高于地方性排放指标,不仅影响环境污染,浪费资源,而且还影响冬季错峰生产,如果直接改造氨法脱硫系统,造价高,现场空间有限,通过现场调研和论证,决定改造原氨水脱硫设备及新增一台脱硫塔。
2 改造方案
把氨水脱硫塔改为双氧水脱硫塔,作为一级脱硫塔使用,一级脱硫塔采用空塔结构。在一级出口处增加一台脱硫塔作为二级脱硫塔使用,二级脱硫塔采用填料塔结构,形成二级脱硫系统。二级出口接回原排放口利用原在线系统进行系统监测。
3 改造内容
根据该公司硫酸尾气治理治理改造项目,对硫酸装置尾气吸收系统进行了优化改造,由原氨法脱硫改造成双氧水法脱硫,作为一级脱硫塔使用,在一级出口处增加一台脱硫塔作为二级脱硫塔使用,形成二级脱硫系统,二级脱硫塔采用填料塔,顶部带电除雾器,除去尾气中的硫酸雾,大大提高了系统脱硫效率。
4 改造前后工艺原理及流程
改造前工艺原理,吸收见式(1),再生见式(2),氧化见式(3)。
工艺流程流程:开车前向循环系统内加入适量氨水,循环吸收液经尾吸塔上部喷嘴雾化喷淋,尾吸塔反应段中主要发生氧化反应,氧化反应需要的氧气由界区外送来的压缩空气提供,氧化反应所需要的温度由低压蒸汽提供,低压蒸汽供汽管线上设置了自动温度控制阀以保证反应段的温度在最佳反应范围内。开车后尾气经二吸塔除雾器除去酸雾后进入尾气吸收塔喷淋段下部,与塔内喷淋的吸收液[(NH4)2SO3]逆向接触而被吸收,净化后的尾气经烟囱排入大气,反应生成的NH4HSO3经过曝气、加热再生、氧化生成(NH4)2SO4经过硫铵泵送至界区外回收。
改造后,工艺原理见式(4):
工艺流程:开车前向循环系统内加入适量双氧水,循环吸收液经一级、二级尾吸塔上部喷嘴雾化喷淋,开车后烟气经转化吸收后尾气中还含有少量的二氧化硫气体,该气体进入一级吸收塔底部,与塔内喷淋的吸收液(H2O2)逆向接触而被初步吸收和降温,从塔顶部排出,再次进入二级吸收塔底部进行二次吸收,最后再经过电除雾器,将气体中含有的大部分水分和酸雾去除,最后经烟囱排放口排出。吸收后生成的约30%的稀硫酸送到稀酸槽内,再经稀酸泵送到公共循环酸槽中回收利用。
5 改造相关技术参数和理论
改造前,处理尾气吸收液为质量分数为3%~10%的氨水,开车初期,由于转化温度较低,二吸塔出口二氧化硫质量浓度较高,最大时约10 000 mg/m3,开车后二吸塔出口SO2质量浓度逐渐降为3 000 mg/m3,出口指标在1 000 mg/m3以上,且这种运行持续时间在1 h 以后开始好转,正常运行时尾吸塔进口指标3 000 mg/m3左右,出口指标在150 mg/m3左右,尾吸循环液pH 控制至5.5~6。详见图1。

图1 技改前开车图
改造后,处理尾气吸收液为质量分数为8%~27.5%的双氧水,开车初期,由于转化温度较低,二吸塔出口二氧化硫含量较高,最大时约10 000 mg/m3,为确保二氧化硫迅速被氧化成三氧化硫并被吸收,使外排尾气在二氧化硫浓度较高时也满足排放要求,在开车初期的循环液的双氧水浓度提的稍高一些,质量分数为1.5%~2%的双氧水,尾气从一级吸收塔下部进入塔内,与循环液逆向接触,进行降温和初步吸收,从塔顶部排出,再进入二级吸收塔内进行充分反应吸收,脱除大部分SO2,使出口SO2质量浓度降低到≤80 mg/m3,后期稀释成0.8%的双氧水吸收处理硫酸尾气,出口SO2质量浓度降低到≤20 mg/m3。经双氧水处理后的尾气二氧化硫质量浓度满足排放标准,从原150 mg/m3左右下降至20 mg/m3以下,实现硫酸尾气超低排放。
烟气中含有的SO2大部分在二级吸收塔内进行吸收,产生质量分数约20%的稀硫酸,将产生的稀硫酸通过调节阀输送到一级吸收塔内,在一级吸收塔内与二吸塔的干烟气进行接触,蒸发部分水分,是稀酸提浓到接近30%,再通过一级吸收塔的调节阀输送到稀酸槽内备用。
6 改造效果
技改后开车图见图2。
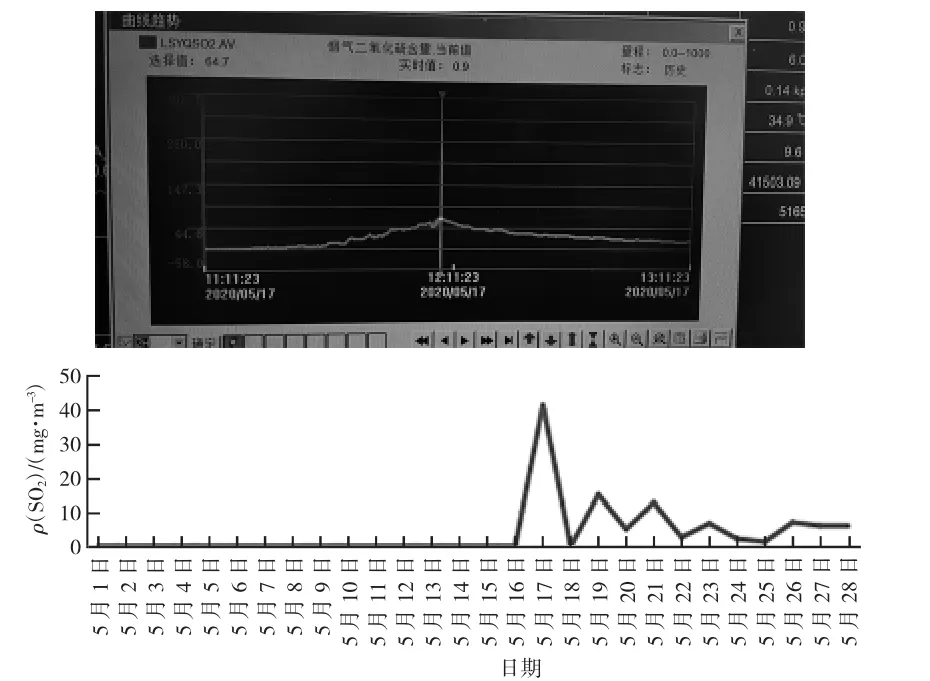
图2 技改后开车图
1)改造后硫酸尾气实现尾气超低排放,并由原来开车初期长达4 h 超量程指标降为零超标,尾气经过处理后,出口指标由150 mg/m3左右下降至20 mg/m3以下,SO2脱硫率达到95%以上。
2)处理成本可节约氨水100 t/月,费用约6 万元/月,处理双氧水冲洗废水约500 m3/月,可生成质量分数为20%~30%左右稀硫酸溶液约400 t/月,直接送至干吸工序,作为循环酸的补水使用,实现尾吸工序废水零排放。
3)改造后消除了因排放指标超标的问题,确保尾气排放满足要求,消除了脱硫装置对硫酸装置生产系统的影响,并为冬季错峰生产提供了有力保障。最重要的是减少了大气污染,地方空气质量得到了改善。可见氨水脱硫法处理效果差,达不到地方排放指标,双氧水脱硫效果良好,排放指标得到有效控制,做到超低排放,实现产能、排放绿色化生产。
7 结语
硫酸装置尾气吸收系统由氨法脱硫改造成双氧水法脱硫法,具有以下突出优点:尾气排放指标得到有效控制,实现超低排放。经济高效。既减少了废水排放,减少了处理废水相关人力物力的投入,又回收了产生的稀硫酸,节约了原材料的消耗。最重要的是减少了大气污染,地方空气质量得到了改善。
