Development and application of magnesium alloy parts for automotive OEMs: A review
2023-03-24BoLiuJinYngXioyuZhngQinYngJinshengZhngXioqingLi
Bo Liu ,Jin Yng ,Xioyu Zhng ,Qin Yng ,Jinsheng Zhng ,Xioqing Li
a School of Mechanical Engineering,University of Science and Technology Beijing,Beijing 100083,China
b Global R&D Center,Chongqing Changan Automobile Co.,Ltd,Chongqing 401120,China
Abstract China is currently vigorously implementing the “energy conservation and emission reduction” and “dual carbon” strategies.As the most resource-advantaged light metal material in China,Magnesium (Mg) alloy is progressively expanding its application in automobile,rail transportation,aerospace,medical,and electronic products.Chongqing University,Shanghai Jiaotong University,and Australian National University have conducted extensive research on the preparation,properties,and processes of Mg alloys.In the past 20 years,the proportion of Mg alloy in the automotive industry has gradually expanded,whereas currently the design and development of Mg alloy parts for automobiles has rarely been reported.Thus,the application models and typical parts cases of Mg alloy are summarized mainly from the four systems of the whole vehicle (body system,chassis system,powertrain system,interior,and exterior system).Subsequently,two actual original equipment manufacturers (OEM) cases are used to introduce the development logic of reliable die-cast Mg alloy,including forward design,formability analysis,process design analysis,structural redesign,manufacturing,and testing,aiming to share the methods,processes,and focus of attention of automotive OEMs for developing Mg alloy parts to enhance the confidenc and motivation of applying Mg alloy in automotive field Eventually,the multiple challenges faced by Mg alloy materials are sorted out and how to face these challenges are discussed.National policies and regulations,environmental protection and energy saving,and consumer demand will continue to promote the application of Mg.
Keywords: Magnesium alloy;Original equipment manufacturer;Automotive application;Development process.
1.Introduction
Magnesium (Mg) is the lightest engineered metal with a low density of 1.74 g/cm3[1–3].The specifi strength and specifi stiffness are better than steel and aluminum (Al) alloy [4],which are far higher than engineering plastics [5].Compared with Al and steel materials,Mg has a higher strength-to-weight ratio and better casting properties [6].Mg has no toxic hazards compared to other metals and polymers[7,8].Mg alloy has obvious advantages in thermal conductivity [9],vibration damping performance [10],and damping ability [11],further broadening its application in the automotive fiel [12].
With the gradual expansion of Mg alloy in various field has led to the diversificatio of the casting process [13].Mg alloy forming process can be mainly divided into die casting process and deformation process.The die casting mainly includes gravity casting,low-pressure casting,semi-solid casting,etc.Deformation process is also known as plastic processing forming,including extrusion,forging,rolling,etc.[14,15].In recent years,Zeng [16] had taken a comprehensive look at additive manufacturing technologies for Mg alloys to date,focusing on the challenges and possibilities in the fiel of mechanical metallurgy.In 2013,Luo [17] reviewed the history,current,and potential structural uses of Mg,with a focus on automotive applications.Chongqing University summarized the trends of Mg alloys and dedicated to report and disseminate the global Mg alloy research [18].Santamaría [19] had developed models for predicting the mechanical properties of automotive Mg alloy die castings,allowing OEMs and designers to give the most appropriate processing variables during the design and simulation phases,which expands new ideas for the application of Mg alloy in automotive components.The European project CRAL is a viable and economical casting solution for introducing non-combustible Mg alloys into the automotive industry,dramatically reducing the global warming potential of the Mg casting process route[20].Golroudbary [21] evaluated the reuse of Mg in automotive manufacturing processes as well as in casting and molding processes.The research showed the considerable potential of Mg as a lightweight material for energy saving and emission reduction in the automotive industry.Although some literature[22–25] reviewed the structural applications of Mg alloys in the automotive,aerospace,and power tool industries,most of the descriptions were not specific The performance advantages of Mg alloys allow researchers to carry out research in many areas,such as structural properties,functional materials,and die casting processes [26–28].In addition to engineering applications,Mg is used in the health and biomedical industries due to its superior biodegradability [29].In addition,in the literature [30],Alias reviewed Mg metal matrix composites as an attractive material with great potential in biodegradable and automotive components.Yang [26] showed that the control of microstructure and mechanical properties of Mg alloys has been the focus of research and revealed the future prospects of functional Mg materials,Mg alloy corrosion effective protection and degradation rate control,and Mg alloy advanced processing technology.
Given the comprehensive reviews of Mg alloys from Chongqing University,Shanghai Jiao Tong University,Ohio State University,and Helmholtz Zentrum Geesthacht,this paper will focus on the application of different series of Mg alloys in automotive components.However,in recent years,few review reports on the application of Mg in the automotive field especially the information detailing the whole process development process and performance requirements of Mg alloy parts are scarce.From years of business experience and research analysis,the main reasons for this phenomenon are the following:
(1) The cost of Mg is too high compared to high strength steel and Al for auto parts.
(2) Mg raw material prices fluctuat a lot,the Mg market as a whole can’t keep stable operation in a long time.
(3) Mg parts supplier system is not sound,which cannot be compared with Al and steel companies.
(4) OEM has a lack of confidenc in the corrosion resistance of Mg alloy.
(5) The current widely used Pijiang method of Mg refinin technology is highly polluted and does not meet the energy-saving and environmental protection policy.
(6) …
How to promote Mg usage faster needs to increase the overall investment and establish a complete R&D capability and system,which makes more companies to dock new market opportunities.For example,Baosteel entered the Mg alloy industry,which will give most OEMs to improve the development confidence Meanwhile,OEMs and parts suppliers should increase the technical system of Mg alloy product design-development-verificatio integration.Moreover,vigorously develop green low-carbon Mg refinin process,such as electrolytic Mg process,etc.As such,the purpose of this review is to summarize the history and recent advances in the development of different series of Mg alloys for automotive components,accompanied by a critical analysis of the literature reported so far.Most importantly,the whole process development technology route of die casting Mg alloy is introduced through actual production cases to enhance the confidenc of OEMs in developing new parts,which is worthy of deep consideration by companies and manufacturers of automotive lightweighting research.Simultaneously,under the needs of national policies and regulations,environmental energy protection,and consumers,the various challenges faced by Mg alloy materials and how to overcome these challenges are discussed,along with providing an outlook for the future.Therefore,a review of the application of Mg alloy in automotive components is necessary,which also provides a reference and reference for OEMs to develop Mg alloy components.Simultaneously,new developments in this issue are combined with the confidenc to drive more Mg use.
2.Mg alloy properties and strategic requirements
2.1.Resource advantages
Mg is highly abundant and widely distributed in the Earth’s crust,accounting for about 2.77% of the crustal surface metal ore content [31].China has more than 70% of the world’s Mg resources,the world’s largest raw Mg reserves,the world’s largest raw Mg production,and the world’s largest raw Mg export [32].Magnesite resources are up to about 200 species,including magnesite,dolomite,hydromagnesite,talc,and serpentine minerals.In addition,the Mg content of seawater reaches 2.1×1015tons,which is extremely rich in resources[33,34].Qinghai,the largest “rich mine” of salt lake distribution in China,is rich in potassium,Mg,lithium,and other salt resources of great potential economic value [35,36].China Qinghai Salt Lake Magnesium Industry used the abundant salt lake brine resources to obtain high purity and uniform size of hydromagnesite,which is the high quality raw material for Mg refining However,Mg hydroxide and Mg oxide have irregular particle shape,low quality,not enough advanced process technology,low added value,and other defects,far from the advantages of Mg resources in Qinghai.Recently,some new Mg-based functional materials have been developed gradually,and the research of high-purity Mg has been increased,which expands the application of Mg resources in high valueadded field [37].In addition,the short-term goal can promote the rapid development of the whole industrial chain of “salt lake brine -water brine magnesite -anhydrous Mg chloride -electrolytic Mg metal -Mg metal -Mg alloy -Mg alloy processing industry” by optimizing and upgrading the Mg metal plant.Simultaneously,based on Mg production,extend the industrial chain to develop high-performance products applicable to transportation,electronics industry,aerospace,and energy storage.
2.2.Functional characteristics
Mg alloys have a high relative strength.The specifi stiffness is about the same as Al and steel,but much greater than engineering plastics.Currently,the specifi strength of ultralight and high-strength Mg-14Li-7Al (LA147,wt.%) is about 350 Nm/kg,which is unmatched by all other engineering alloys.In the same rigid conditions,1 kg of Mg alloy strength is almost equal to 1.8 kg of Al or 2.1 kg of steel,and the use of Mg alloy material to make seat,steering wheel,cross car beam (CCB),and other parts considerably enhance the comfort and maneuverability of the car.
Mg alloys have high damping properties [38,39],and the main mechanism is dislocation damping,which is generally 15 times higher than that of Al alloys and 60 times higher than that of steel.For example,at 35 MPa stress level,the attenuation coefficien of Mg alloy AZ91D is 25% and that of Al alloy A380 is only 1%.Under the stress level of 100 MPa,the attenuation coefficient of Mg alloy AZ91D,AM60,and AS41 are 53%,72%,and 70%,respectively,while that of Al alloy A380 is only 4% [40].
In addition,the dimensional instability caused by changes in ambient temperature and time is significantl reduced in Mg alloys compared to other metals.The overall thermal conductivity and heat dissipation properties of Mg alloy are better than Al alloy.Meanwhile,Mg alloy has been widely used in electronic devices by virtue of the excellent electromagnetic shielding properties [41].It is encouraging to note that Mg alloys have good energy properties and therefore show great potential as hydrogen storage materials and battery anode materials [42,43].Moreover,Mg alloy is an ideal biodegradable implant material with good biocompatibility and in vivo degradability [44].Table 1 illustrates the comparison of the mechanical properties of different grades of Mg alloys [45,46].
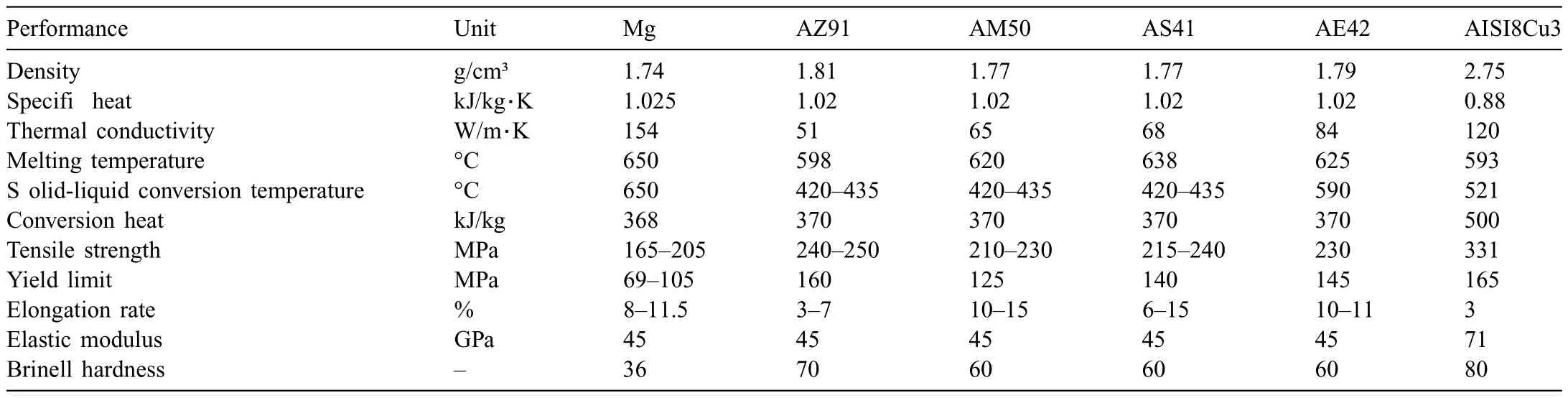
Table 1 Comparison of mechanical properties of Mg alloys.
2.3.Process performances
Mg has a hexagonal dense packed crystal structure,which is different from most structural metals[47].Few slip systems can be activated at room temperature and only basal slip systems on densely packed planes can be easily activated,which greatly limits their room temperature deformation capacity[48,49].The lower strength properties of Mg alloy make it less susceptible to slip on non-substrate surfaces.In addition,non-base slip is only initiated when the temperature rises to about 200–300 °C,accompanied by multi-base slip that can be well plasticized.
The excellent workability of Mg allows it to be formed by any established method.According to the different forming processes,Mg alloy materials are mainly divided into two categories: cast Mg alloy and deformed Mg alloy.Die casting is the most mature and widely used forming process for Mg alloys,including sand casting,permanent casting,investment casting,disappearing,mold casting,die casting,etc.[17].The liquid forming method makes the product dimensionally stable and highly productive.However,the process has the disadvantages of large solidificatio shrinkage,low high temperature strength,easy oxidation,inclusions and looseness,and difficul heat treatment after molding.Deformation processing is used to obtain better properties through the control of material organization and the application of heat treatment processes [50,51].The deformation process eliminates tissue defects and refine the grain,which requires less equipment but does not allow for secondary plastic deep machining.The forming performance is weak in the low temperature state,but it has high plasticity in the superplastic state,so it can be used to process parts with complex shapes.
The semi-solid molding process has also received some research and application as a new casting process [52,53].During metal solidification the crystallization process is controlled at the solid-liquid two-phase coexistence temperature,and the metal solid-liquid mixed slurry is obtained by breaking the dendrite structure through vigorous stirring.Semisolid molding mainly includes electromagnetic stirring method,strain induced melting activation method,semisolid isothermal heat treatment method,and chemical grain refinemen method [54].Technical advantages include less casting defects,high mechanical properties,dimensional accuracy,and quality of products.However,this process is more expensive and has more complex equipment and process requirements,which is not suitable for a large number of applications in automotive parts.
2.4.Energy demand and strategic advantages
Since 2015,CO2emission requirements have been reduced from 162 g/km to 118 g/km,and the average fuel consump-tion has been reduced from 6.9 L/100 km to 5.0 L/100 km.Based on the national dual carbon policy and energy saving and emission reduction strategy,lightweight materials and lightweight technology for new energy vehicles are of great strategic significanc [55].Preliminary estimates show that the market capacity will reach 660,000 tons by 2022.It is expected that the application of Mg alloy in the above field will exceed 3 million tons in the next 10 years.
At present,the common use of the Pijiang method of Mg refinin process,mainly with dolomite or magnesite as raw materials.Whereas the Pijiang method of Mg refinin equipment is relatively backward and workers labor intensity.Although the new technology of vertical tank Mg refinin has been successfully developed recently,and the production effi ciency has been greatly improved,but it is still accompanied by the problems of high carbon emission and serious pollution.China Qinghai Salt Lake electrolytic Mg is generally a green product with very low carbon emission level [56,57].Enterprises and manufacturers make full use of local wind resources for green power generation,which is in line with the way forward of the dual carbon strategy,a recyclable path to green Mg alloy materials.Energy and strategic needs are driving new technologies for more efficien and cost-effective Mg processing,contributing also to the implementation of national strategies such as new materials and automotive lightweighting.Thus,in the face of the depletion of many traditional metal resources,accelerating the development of Mg materials for China to implement the “double carbon strategy” and maintain the sustainable development of society has important strategic significance
3.Application of Mg alloy in automotive parts
The major auto parts manufacturers are investing in the production and development of Mg alloy automotive die casting.According to the judgment of “Technology Roadmap for Energy Saving and New Energy Vehicles 2.0”,the overall vehicle lightweighting coefficien will progressively decrease[58].At present,the global single-vehicle Mg alloy usage and 2030 single-vehicle Mg alloy usage target value is still a huge gap,and automotive Mg alloy demand expansion potential is strong.
The automotive manufacturing industry has the highest share in the consumption of Mg alloy,with about 70% [59].Mg-alloy automotive parts are diverse,with structural parts(seat frame and front-end frame),high-temperature resistant parts(cylinder block),and moving parts(wheel)all having the common feature of withstanding low mechanical and chemical loads.Fig.1 summarizes the historical development of automotive Mg alloy components and gives practical examples from OEMs.The development of Mg alloy is closely related to policy,environment,demand,and other factors.The review divides the development of Mg alloy into four stages according to the clues of time and OEM Mg alloy product cases.The article focuses on summarizing some OEM success cases in the last 20 years,mainly concentrated on stage 4.
Stage 1:In 1808,the English chemist Humphry Davy isolated Mg metal [60–62],but it was not until 1828 that Antoine-Alexander Bussy isolated pure Mg from anhydrous MgCl2[63].By the 1880s,Germany founded the world’s firs electrolytic Mg plant to start industrial production of Mg alloys.As early as the 1930s,Germany was the firs to apply Mg alloy to the automobile manufacturing industry.A few years later,the Soviet government put Mg alloy into the manufacturing production of aircraft.England firs applied Mg alloy to the gearbox case of motorcycle.The production of Mg alloy reached 1200 tons/year during this period.
Stage 2:During World War II,the production of Mg alloy increased dramatically due to the manufacture of military equipment [64].But after 1946,the development of Mg alloy began to level off.
Stage 3:Until the 1990s,influence by automobile exhaust emissions,energy consumption and environmental protection policies,countries around the world began to pay attention to the development and research of Mg alloy.
Stage 4:By the 21st century 10 s,with excellent material properties,the application of Mg and Al alloy in body and enclosed parts grew rapidly,especially for pure electric and hybrid vehicles.Especially in the last 20 years,major OEMs have been enhancing the use of Mg alloys in automobiles,resulting in many Mg alloy parts on the market.

Fig.1.Mg alloy in the development of automotive parts of the historical process.
Table 2 provides a comprehensive overview of the mapping relationships of different families of Mg alloys for automotive components [45].Currently,AZ91D,AM60B,and AM50 are the most common in automotive Mg alloy applications.As such,this section reviews and summarizes the applications of Mg alloys in body systems,chassis systems,powertrain systems,and interior and exterior trim systems [21,29,65,66].

Table 2 Application areas of Mg alloy series in car body.
3.1.Body system
Mg alloy materials are ideal for thin-walled structural parts and large internal structural parts due to their excellent casting fl w properties.
3.1.1.Car door
Mg alloy as a door inner panel material has the advantage of lightweight,generally choosing the tensile strength of more than 220 MPa,elongation greater than 10% [89].Due to the easy corrosion of Mg alloy,the connection is generally not welded but bolted or glued.
In 2004,the Aston Martin DB9 was developed with Mg side door parts that weighed an estimated 43% less [97].The one-piece die-cast inner panel of the Mercedes S-Class coupe is only 4.56 kg [98].In 2009,Mercedes continued to use this technology to develop the E-Class T-Model car door.A weight reduction evaluation by Lotus Engineering on the 2009 Toyota Venza crossover vehicle found that more than 26 kg of Mg castings were used inside the side doors and lift doors,resulting in a weight reduction of 41% [99].In 2012,a Department of Energy sponsored project led by General Motors Corporation (GMC)developed an integrated die-cast Mg door interior structure,reducing the mass by 50%while incorporating the door speaker into the casting design [74].In addition to Mercedes,the Aston Martin Vanquish S also underwent some development work on cast Mg side door inner panels,as shown in Fig.2(a) [100,101].Fiat Chrysler Automobiles recently announced the use of Mg die castings for the new 2018 Jeep Wrangler rear back doors,as depicted in Fig.2(b)[102].
The limited space available in door applications and the limitations of open sections in die castings designed for component ejection require creative design to meet stiffness and crash requirements.In 2010,the Lincoln MKT inner door panel was the firs ever die-cast Mg opening and closing part,with the core technology being the use of proper reinforcement and smooth tooling by engineers in a continuous design optimization process [103,104].For 2017,the Chrysler Pacific used Mg die castings in the tailgate,increasing some of the ribs and thickness to improve the performance of the tailgate.Meanwhile,the integrated design replaces nine parts and reduces the total weight by 50%,as shown in Fig.2(c)[105,106].
The combination of Mg alloy and Al alloy outer panels is a good alternative for the multi-material structure of the body[106].The rear doors of the 2009 Mercedes-Benz E-Class Wagon were constructed using a mixture of Al and Mg.The wall thicknesses of the large internal components are designed to vary from 2 mm to 5 mm and are reinforced with ribs in several areas to ensure both weight advantages and increased structural performance,as illustrated in Fig.2(d).
Daimler-Chrysler and Volkswagen (VW) have been experimenting with the design of Mg alloy bezel-less doors to accommodate impassable vehicle models,as given in Fig.2(e)[107].Ford designed an open die-cast Mg inner panel with beltline reinforcements integrated into the hardware module,as presented in Fig.2(f) [74].Whereas examples exist of designs that integrate waist lines,hinges,and latches into the casting to improve security,an example of which is given in Fig.2(g) [74].In 2017,the ultra-thin Mg alloy inner door panel developed by EONTEC and GMC is becoming a pioneer in the development of lightweighting in the automotive industry.The design received the 2017 International Magnesium Association (IMA) Excellence Award,as shown in Fig.2(h).Since then,many universities and automobile factories have invested in the research of Mg alloy car doors.
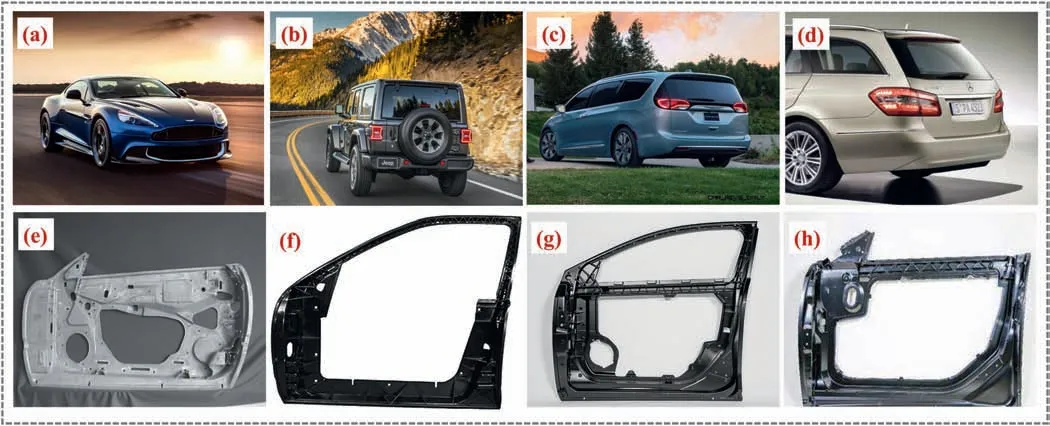
Fig.2.Development and application of Mg alloys in car doors: (a) Aston Martin Vanquish S with cast Mg side door inner;(b) All-new 2018 Jeep Wrangler produced with a die-cast Mg rear swing gate;(c) Chrysler Pacific showing the liftgate assembly highlighted by a Mg die-cast inner;(d) The rear end of the Mercedes-Benz E-Class T-Model featuring the hybrid Mg-Al hatch back;(e) Inner door frame of the Daimler-Chrysler SL Roadster;(f) Ford’s concept die-cast Mg door inner with an open architecture;(g) Integrated Mg die-cast door inner designed as part of a DOE sponsored project led by GMC;(h) Ultra-thin and ultra-light Mg alloy door inner.
3.1.2.Front-end carrier and front upper component
Replacing hydraulically formed steel,tubular steel,extruded Al,and plastic composites with die-cast Mg alloys for front-end carrier components helps reduce additional variable costs.In 2003,Ford developed a front-end support assembly for the F-150 light truck that reduced weight by about 4.6 kg.So far,Ford has cleverly used the fl xibility of Mg alloy die casting to keep its products competitive in the market [107].
In 2007,the Chinese Ministry of Science and Technology,the United States and Canada launched the project “Research and Development of Front-End Structures for Magnesium Vehicles”,which is a good example of promoting front-end carrier lightweighting [108,109].The Tesla Model S was developed in 2012 with a one-piece die-cast Mg front-end carrier weighing only 6.49 kg,as illustrated in Fig.3(a).The frontend carrier of the Porsche Panamera G2 is made of AM50A,achieving a weight reduction of 3.5 kg (Fig.3(b)).The frontend carrier material of Range Rover is AM60B,achieving a weight reduction of 7.1 kg (Fig.3(c)).In 2009,the front upper component of the Jaguar XJ was made of Mg alloy AM60B and weighed 4.6 kg,as shown in Fig.3(d).This represents a 30% weight reduction compared to the previous generation of hydraulically expanded Al-tube solutions.In 2015,the Mercedes-Benz AMG GT front upper component was made of Mg alloy AM60B,as depicted in Fig.3(e).The overall weight was 3.5 kg and the connection is bolted.The 2017 fourth-generation Audi A8 cabin mounts are made of Mg alloy castings,which have reduced weight by 28%,as shown in Fig.3(f).
For fuel cars,the engine is generally located at the front of the vehicle resulting in uneven axle load distribution between the front and rear of the vehicle.Table 3 lists some application examples of front-end carriers and front upper components to illustrate the advantages of Mg alloy in front-end weight reduction for improving the overall vehicle handling stability.
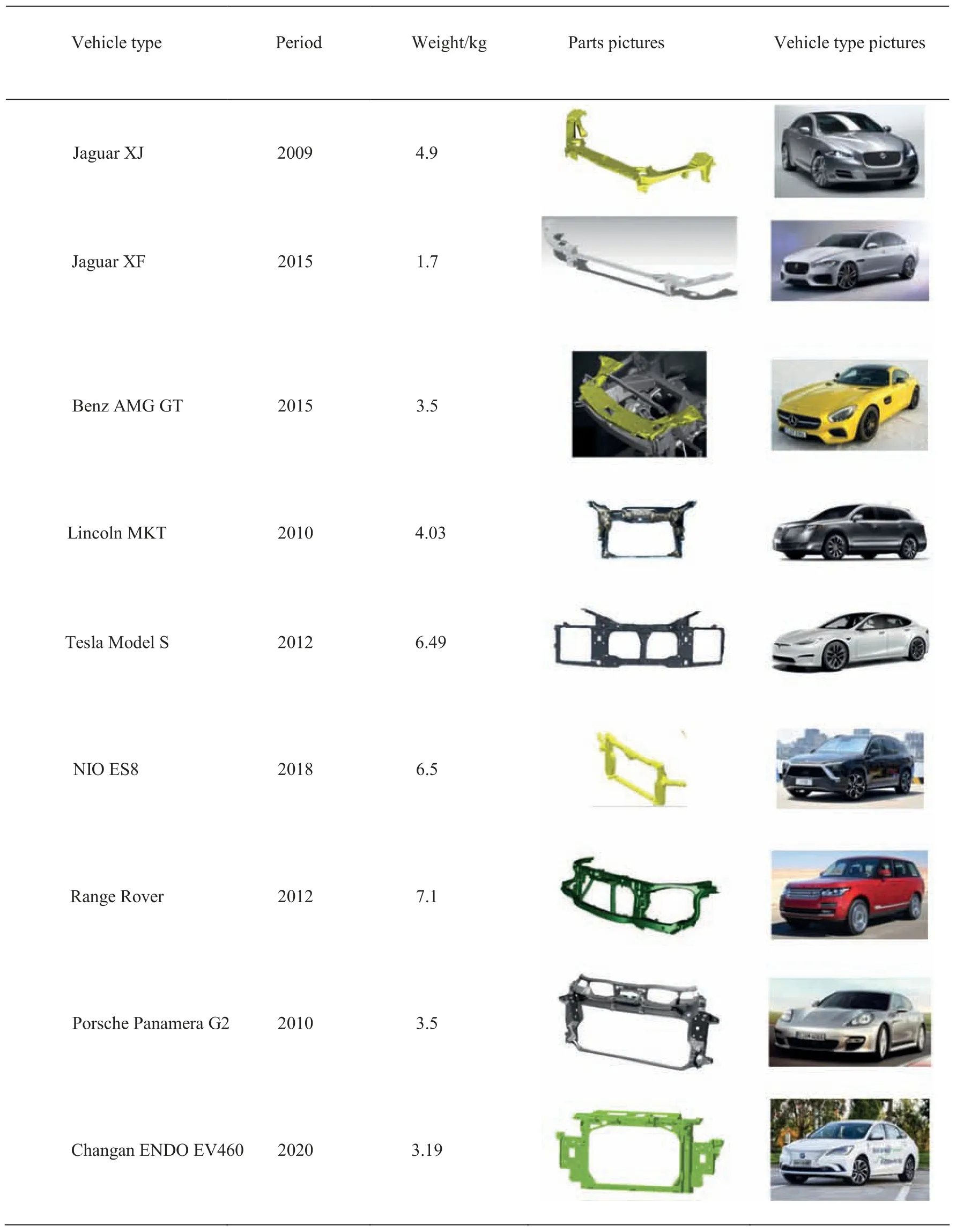
Table 3 Examples of Mg front-end carriers and front upper components of some models.
3.1.3.Panel roof
In 1997,the Chevrolet C-5 Corvette was introduced with a one-piece die-cast Mg roof,which has been used by GMC and BMW 3 Series convertible to this day [110].Mg is also used on the hardtop roof and roof frame of the Cadillac XLR convertible.The Mercedes-Benz SL/SLK series cars have also been using Mg folding roofs,as shown in Fig.4(a).Chrysler introduced a lightweight Mg-intensive body structure in its high-fuel vehicle program,which can reduce the weight by more than 40% using Mg alloy replacement panel roof material compared to conventional steel structures,as shown in Fig.4(b) [111].
3.1.4.Hood and trunk lid
As early as 1951,GMC built a prototype hood for the Buick LeSabre,followed by various body panels for the Chevrolet Corvette SS Race Car in 1957 and a hood in 1961.Mercedes-Benz also tried to make the trunk lid of the E-Series wagon with AM50,weighing 15,310 g,as shown in Fig.4(c).Recently,VW made a Mg trunk lid and hood prototype for the Lupo,as shown in Fig.4(d) [112,113].Reinforcing parts such as hinges and locks are joined together by punching and riveting,and the inner and outer plates are bonded by heating.Weight optimized by 50%and 15–20%compared to steel and Al,respectively.In 2012,the Cadillac SLS introduced a Mg alloy trunk inner panel that can be assembled with the Al outer panel [114].
3.2.Chassis system
The application of Mg alloys in chassis is severely challenging for automotive lightweighting and safety performance,with strength,plasticity,and corrosion resistance all being considerations [115,116].
3.2.1.Wheel
Compared with Al materials,Mg alloy wheels have higher strength and toughness.Aesthetics,shock absorption performance,and heat dissipation are also major advantages of Mg alloy wheels [117].In the kart series we know,the average weight of Mg alloy wheels is about 560 g,which is an improvement of about 300 g weight compared with the same type of products.The wheel is an under spring rotating part of the car,and the controllable performance and comfort performance of the whole car are closely related to the Mg alloy wheel [118].
However,currently only applicable to high-performance sports or racing cars due to the higher variable cost of Mg alloys and the problem of poor applicability.In 1967,Ferrari upgraded the 330P3 model to the 330P4 model with Mg wheels and wider tires.Ferrari immediately used them for competition until 1992 when the firs set of BBS Mg forged wheels were created.The German company Posche has been using AM60A Mg alloy die-cast wheels since 1970.Since 1998,GMC has been using Mg wheels on light duty corvettes.Fig.5(a) shows the low-pressure cast Mg wheels of the Chevrolet Corvette.In particular,the United States has developed a Mg alloy wheel can continue to drive at a speed of no more than 48 km/h even after the tire is punctured.The Changan EADO EV not only offers a power change system,but also features multi-spoke ZK61 wheels.The forging process allows for less clearance between the wheel arches and hubs,achieving a reduction in weight [119].
In 2014,Wang disclosed in patent [120] a preparation method for producing wheels by forward and reverse extrusion using other metals such as Mg alloys and Al alloys,providing a prerequisite and guarantee for industrial production.Subsequently,wang authorized Linzhou Dingxin Magnesium Technology Co.,Ltd.and Dewei Co.,Ltd.to develop a superplastic forming process of forging forward and reverse extrusion in one process,which requires only one press and improves material utilization and reduces costs through one forward and reverse extrusion forming process[121].The technical process is shown in Fig.5(j),including blank cutting,onetime forming by forward and reverse extrusion after homogenization treatment,machining,and surface coating.Extruded wheels made of AZ80 Mg alloy have been sold in small quantities,and the production efficien y has been dramatically improved,with a broad development prospect and huge market space.In 2018,China Nonferrous Metals Industry Association Magnesium Branch and experts discussed the patented technology of forging Mg alloy automotive wheel hub forward and reverse extrusion in one go.The meeting agreed that the technology is innovative and is an important technological breakthrough in achieving automotive lightweighting,accompanied by the basis for industrialization and large-scale production.
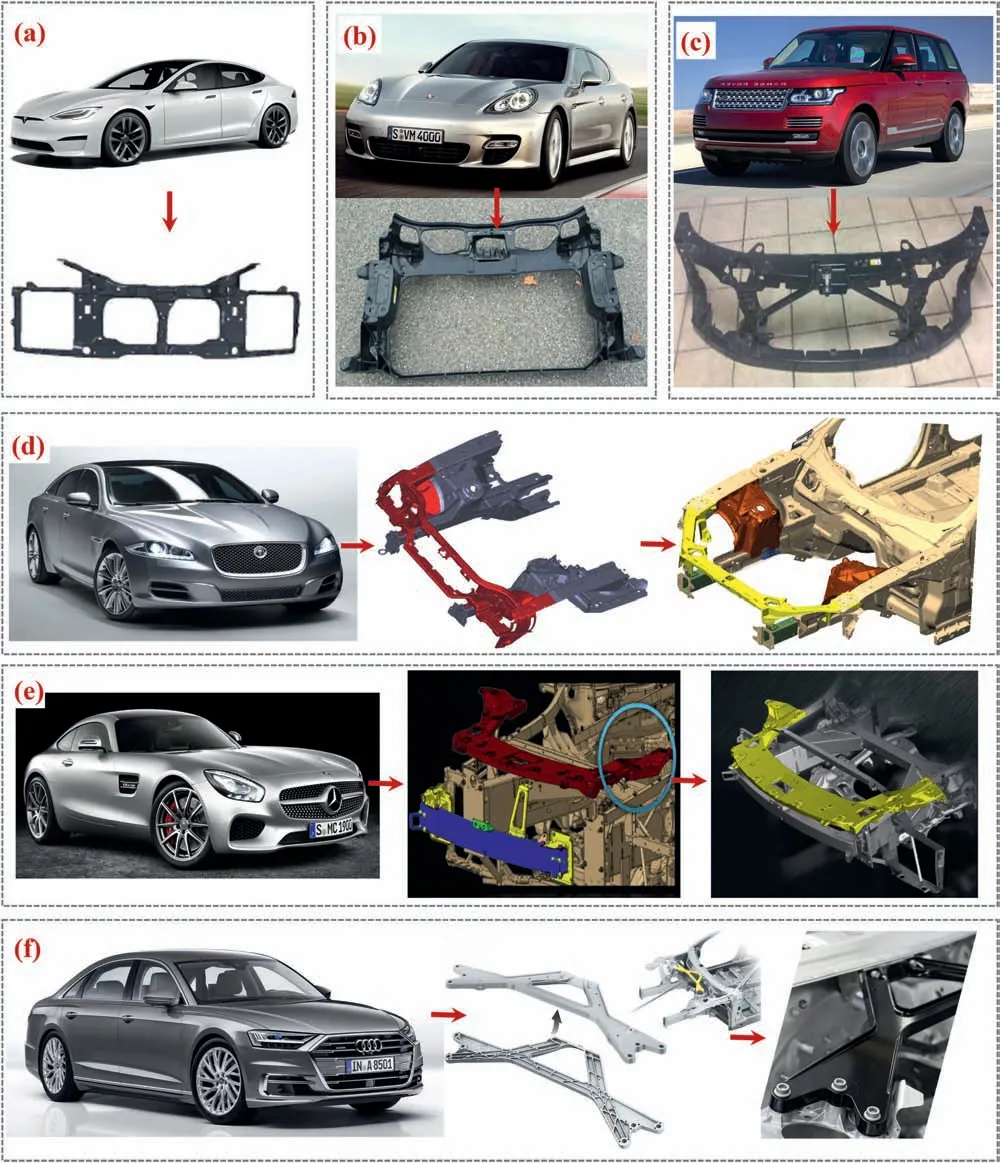
Fig.3.Development and application of Mg alloys in front-end carrier and front upper component: (a) Tesla Model S one-piece die-cast Mg front-end carrier;(b) Porsche Panamera G2 front-end carrier;(c) Range Rover Mg alloy front-end carrier;(d) Jaguar XJ Mg alloy front upper component;(e) Mercedes-benz AMG GT Mg alloy front upper component;(f) Audi A8 Mg cabin bracket.
Currently,the processing processes of Mg alloy wheels are mainly casting and forging,forging process mainly includes isothermal extrusion,forging spin,and other processes [122].Forged Mg alloy wheels have the characteristics of dense organization and excellent mechanical properties,and have been used in a large number of special vehicles and high-endracing cars [123].The isothermal superplastic die forging can be used to form AZ80 automotive wheels in a single operation,which can achieve about 30 times higher vibration damping performance than Al wheels and more than 16%overall fuel savings,as shown in Fig.5(d),(e),and (f) [124].In order to improve the strength of the spoke part,Wang[125,126] proposed a new method of hollow billet extrusion forming and successfully produced one-piece Mg alloy wheels from AZ80+alloy extrusion.As shown in Fig.5(b),the firs mass-produced forged-spin process Mg wheels will be available as an option for the Cadillac V-Series,with the 2022 CT4-V BLACKWING and CT5-V BLACKWING also available in North America in the summer.In 2022,AMG Project One goes on sale with optional 9-spoke Mg forged wheels featuring a patented bionic design,as shown in Fig.5(c).In April 2022,Bugatti unveiled the Chiron Super Sport 300+,with only 30 units produced worldwide.The carbon fibe body and Mg wheels make this supercar as light as possible,allowing a further weight reduction of 16 kg under the springs,as illustrated in Fig.5(g).In August 2022,Porsche officiall unveiled the new generation of the Porsche 911 GT3 RS with Mg forged wheels that can be reduced by 8 kg,as seen in Fig.5(h).In September 2022,Bandit9 Motors of Vietnam launched a single-seater racing car under the name of “Monaco” with a length,width and height of 3815/1955/980 mm,a wheelbase of 2850 mm,and a weight of 795 kg,while the wheels are made of lightweight Mg alloy and the tires are 315/35R20,as depicted in Fig.5(i).

Fig.4.Development and application of Mg alloy on roof,hood,and trunk lid: (a) Mg alloy folding roof for Mercedes-Benz SL/SLK series cars;(b) Mg alloy inner plate from Daimler-Chrysler;(c) Mercedes-Benz E-Class touring cassenger car trunk lid;(d) VW Lupo Mg trunk lid and hood.
3.2.2.Steering wheel
The application of Mg alloy in steering wheels is a part with high recognition and acceptance in the world due to its energy absorption and vibration damping properties [87].Mg alloy steering wheel has the performance advantages that traditional steering wheels such as mild steel and engineering plastics cannot match [127,128].
The die casting molding process is the most common method for Mg alloy steering wheels today [129].Chery AM50A Mg alloy steering wheel skeleton adopts cold chamber die casting to achieve more than 25% weight reduction.The body weight of the Mg alloy steering wheel for passenger cars of Dongfeng Nissan and Shen Long is only 876.5 g.Shenyang University of Technology put together the traditional welded structure and made a high toughness Mg alloy steering wheel skeleton by one-piece die casting.Chongqing Magnesium has provided more than 7000 pieces of A2401-002 Mg alloy steering wheel to Shanghai GMC,as shown in Fig.6(a).Due to the elimination of the welding process,the cost advantage of Mg alloy steering wheel has been favored by a large number of OEMs.In 2008,Mao [130] analyzed the fatigue fracture of AM50HP-F by experiments and scanning electron microscopy and discussed its application prospects,as shown in Fig.6(b).Flow-3D software is used to optimize die casting process parameters such as fillin speed,crystallizer temperature,and pouring temperature,along with this technology also provides some development support to the actual manufacturing of host plants.

Fig.5.The development and application of Mg alloy in the wheel: (a) Mg alloy wheel for Chevrolet corvette;(b) Cadillac CT4-V forged spun Mg wheel;(c) AMG Project One 9-spoke Mg forged wheels with bionic design;(d) Hollow billet extruded Mg alloy wheel: (14×6) J;(e) Hollow billet extruded Mg alloy wheel: (13×10) J;(f) Hollow billet extruded Mg alloy wheel: (13×8) J;(g) Bugatti Chiron Super Sport 300+Mg wheel;(h) Porsche 911 GT3 RS Mg forged wheel;(i) Bandit9 electric racing Mg wheel;(j) Mg alloy car wheel forward and reverse extrusion forming technology process,from Dingxin Magnesium Technology Co.
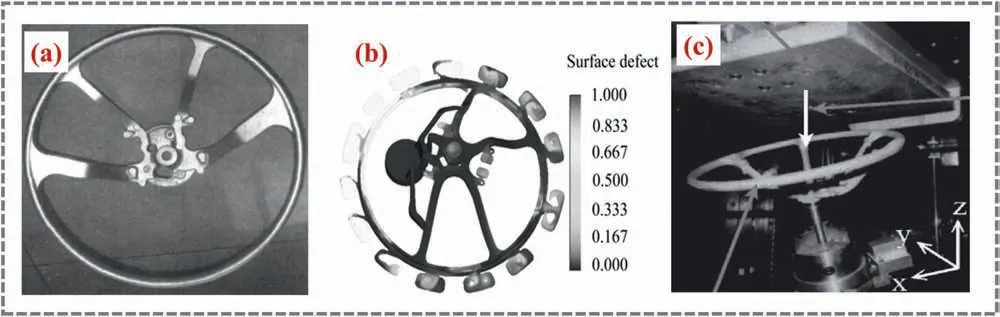
Fig.6.The development and application of Mg alloy in the steering wheel: (a) Mg alloy steering wheel frame produced by Chongqing Mg Industry;(b)Surface defect probability simulation result;(c) Mg alloy steering wheel crash test.
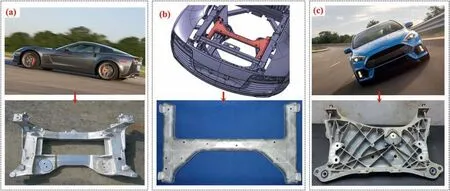
Fig.7.The development and application of Mg alloy in subframe: (a) Corvette Z06 Mg subframe;(b) Audi R8 Mg subframe;(c) 2016 Ford Focus Mg subframe.
In addition,the steering wheel is directly related to the safety of the driver’s head and chest in a serious collision [131].The steering wheel needs a certain strength and hardness in addition to a certain degree of fl xibility.Altenhof [132] evaluated the crashworthiness of Mg alloy steering wheel armatures based on peak impact loads,peak crosshead displacements,performance response,percent elastic response,and energy absorption coefficients as shown in Fig.6(c).Experimental results show that the elastic energy recovery rate of Mg armatures is generally higher than that of Al armatures.This research is expected to inform engineers and designers in developing high energy absorbing armatures with small elastic energy response.
3.2.3.Subframe
Mg alloy subframe is the most effective way to achieve the light weight of the car chassis structure,which also has the advantage of being able to isolate road vibration and improve stability [133,134].In addition,the small number of parts in the assembly makes it easy to install and reduces assembly costs.
In 1985,one of the basic ideas of the Volvo LCP 2000 project was to take into account energy consumption over the entire life of the vehicle.The vehicle used about 50 kg of Mg alloy,including the transmission housing,clutch housing,wheels,rear suspension,subframe,and cylinder block [135].In 2005,Corvette decided to use Mg front beams instead of Al brackets to meet its goals of weight reduction and fuel savings,as illustrated in Fig.7(a).The core of this study is the development of scientifi and technical expertise to provide a comprehensive overview of large die-cast Mg alloy structures[136,137].The Audi R8 rear subframe material is AZ91,and the weight reduction was achieved using a high-pressure die casting process,as shown in Fig.7(b).2016 Ford Focus’s cast Mg AE44 subframe achieved a 32%weight reduction over the equivalent steel frame,and all joints were subjected to bolt load retention tests,as shown in Fig.7(c) [138].Furthermore,vehicle corrosion tests and laboratory component corrosion tests verifie the corrosion resistance requirements for material replacement[138].Currently,GMC’s welded construction midsize cars and BMW’s 5 and 7 series hydroformed tubular subframes are hollow construction.Mg alloy tube will bring lighter mass experience,so the hollow casting process has become the main mainstream technology.
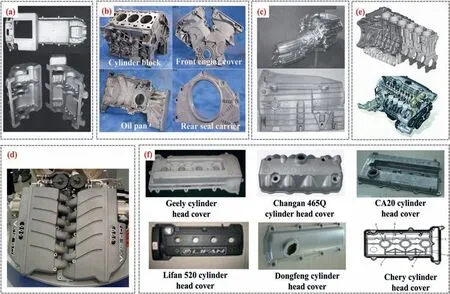
Fig.8.Mg alloy in powertrain applications: (a) Mg applications in the 1930s: crankcase and transmission housing;(b) Mg powertrain components from the USAMP Mg powertrain cast components project;(c) The Mercedes 7-speed automatic transmission case;(d) Audi A8 (12-cylinder) intake manifold cover;(e) BMW 6-cylinder R6 engine;(f) Engine cylinder head cover typical cases.
3.3.Powertrain system
Due to the excellent casting properties of Mg alloys,engine blocks,cylinder heads,gearboxes,and oil pans are starting to change from the original Al alloy material [28].Currently,both VW and Audi are equipped with Mg engines and transmissions with materials operating below 120 °C,which is the most critical opportunity for Mg lightweighting.
3.3.1.Engine and transmission housing
In the 1930s,Louris Chevrolet used Mg pistons for the firs time in a racing car.Fig.8(a) represents Chevrolet’s Mg alloy crankcase.Germany VW Beetle car powertrain used about 20 kg of Mg castings for the production of crankcase and transmission housing,car Mg consumption again accelerated and reached a peak [139].VW Germany’s Passat,Audi A4,and A6,and Ford’s truck gearbox housing use AZ91D Mg alloy[140].Audi vehicles also use more Mg in their powertrains,such as the intake module of the W12 engine,the cylinder head of the V8 engine,and the fi e-speed manual transmission housing.About 600 transmission cases made of Mg alloy material are used every day in VW’s B-frame cars.By the 1990s,simulation tools made it possible to cast a wider range of products as well,including CCBs,seat frames,steering wheels,intake manifolds,and more [139].
In 2001,the U.S.Automotive Materials Partnership (USAMP) and the U.S.Department of Energy initiated the Mg Intensive V6 Engine Project,which successfully developed a database of Mg alloy designs and common specifications with 29% of the components replaced by Mg,as shown in Fig.8(b) [141,142].Other important applications include the new 7G-Tronic seven-speed automatic transmission housing for Mercedes-Benz (see Fig.8(c)) [66,143].Changan’s transmission and cylinder heads and other parts have passed the bench test and road test,and have entered the market in large quantities in 2004.Fig.8(d) shows an Audi A8 intake manifold cover manufactured using the sand casting process,with the firs batch secured with Al screws and a fina weight of 8.43 kg.
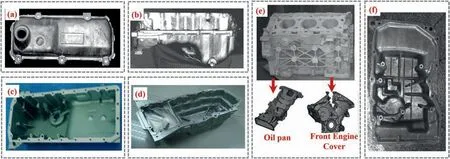
Fig.9.Development and application of Mg alloy in oil pan: (a) Valve-cover cast in AJ52x at Spartan Light Metal Products with very good results;(b) Oil pan cast in AJ52x at Spartan Light Metal Products with very good results;(c) Honda Insight Mg alloy oil pan;(d) CA20 Mg alloy oil pan;(e) USAMP Mg engine oil pan and engine cover;(f) High temperature creep resistant die-cast Mg alloy oil pan for FAW Beston car.
Due to the easy reaction between coolant and Mg material,the application of Mg alloy on power system is mainly focused on low temperature system.BMW’s 8-cylinder power and the fully variable intake manifold of the VW Phaeton W12 engine feature a Mg housing.Corrosion problems limit the application of Mg engines.Nevertheless,BMW has built a composite Mg engine (R6),which is the world’s lightest 3.0-l inline six-cylinder gasoline engine [144,145].BMW’s goal was to achieve an engine that could increase power output and higher torque,while also reducing fuel consumption and CO2emissions.The R6 is also an environmentally friendly engine of recent years,using fewer components and combining innovative design with metallurgy,as illustrated in Fig.8(e).
The replacement of the cylinder head cover from Al to Mg alloy material can achieve a weight reduction of about 33%,which can significantl improve the engine Noise,vibration,and harshness (NVH) performance.Fig.8(f) shows several examples of Mg alloys for cylinder head covers.
3.3.2.Oil pan
The noise of the car at low and medium speeds mainly comes from the radiation noise of the engine,while the oil pan,cylinder head cover and timing gear cover and other thinwalled parts of the radiation noise in the whole noise occupies a considerable proportion [146,147].In addition,the oil pan has clear requirements for various mechanical properties,especially tensile strength.At present,most of the oil sump is made of Al alloy.The trend towards vibration and noise reduction has led to the need to fin a lighter material,and Mg alloys are favored in this regard due to their advantages[148].
Several die casting tests have been conducted in North America and Europe with AJ alloy.The valve cover in Fig.9(a) and the oil pan in Fig.9(b) were die cast on Spartan Light Metal Products using a cold chamber machine.Excellent pouring properties were observed in these alloys,with no tendency to jam or crack and good fl w properties.In addition,Pekguleryuz [148] summarized the performance advantages of the AJ series alloys as follows:
•The creep properties of AJ52x and AJ62x alloys are better than all other Mg alloys (50–70 MPa) at high temperatures(150–175 °C) and under high stress.
•AJ62x alloy has the highest tensile properties (room temperature and high temperature).
•AJ alloy has excellent corrosion resistance,with salt spray corrosion resistance up to or better than AZ91D.
•J62x alloy has excellent resistance to hot tearing and cracking and has a lower tendency to hot crack than Al alloy A380.
•AJ62x alloy has good die casting properties,better than AJ52x alloy.
•AJ62x alloy is well suited for automotive powertrain components.
The oil pan is made of heat-resistant Mg alloy,which can reduce weight up to 33% compared to Al alloy.The Mg alloy oil pan of both Honda Insight and CA20 achieves a large percentage weight reduction,as shown in Fig.9(c) and (d).For the past 20 years,the USAMP has brought together representatives from Daimler Chrysler,GMC,Ford Motor Company,and more than 40 other companies from the Mg casting industry to create and test a low-cost Mg alloy engine [149].Parts such as the oil pan were redesigned using high-pressure die casting and sand casting processes,as shown in Fig.9(e).In addition,the First Automobile Work shop (FAW) Besturn oil pan (Fig.9(f)) is another application of a high temperature creep resistant die-cast Mg alloy [69].The oil pan was designed for FAW’s new generation of passenger car engines with an operating temperature close to 150°C.Road tests have shown that the oil pan meets the temperature requirements.
3.4.Internal system
Mg alloy automotive interior parts should have good strength,plasticity,energy absorption,and casting properties as it relates to the safety performance of the vehicle.Some typical interior systems include seat frames,CCBs,center console brackets,steering housings,etc.[150,151].
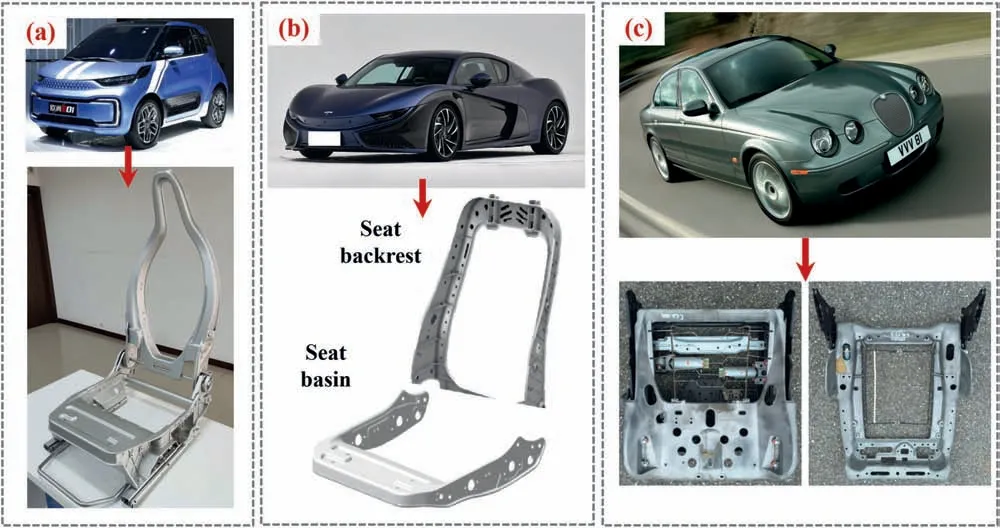
Fig.10.Application of Mg alloy on seat frame: (a) Changan E01 Mg alloy seat frame;(b) Future K50 Mg alloy seat frame;(c) Jaguar S Type’s Mg alloy seat frame.
3.4.1.Seat frame
The front seats are generally more functional and their structure is more complex,while the rear seats are less functional and their structure is simpler[152].Currently,the application of Mg alloy in the seat is mainly the backrest skeleton and seat basin skeleton [153–155].
In the 1990s,integrated three-point seat belts were firs widely used in production vehicles.The seat of the Mercedes-Benz sports car used a new Mg die casting process to integrate the complex components into two parts: the backrest and the seat basin,with a total weight of 8.5 kg [156].AM50(for the backrest side supports and the entire seat frame) and AM20 (for the backrest shell) are two materials perfectly adapted to the general requirements of Mg seats,which makes it possible to produce cars with high rigidity and excellent ductility of the frame parts.
The design and manufacture of Mg seats have also undergone significan improvements in recent years.The Alfa Romeo 156 model has a Mg alloy front seat skeleton with a backrest weight of 1.0 kg and a seat basin weight of 1.2 kg,a weight reduction of 2.8 kg compared to the original structural steel skeleton.The Daimler Chrysler 500 SEL sports car and Hyundai Genesis coupe models both featured die-cast Mg seat bones.In 2009,Changan Automobile forward developed a Mg alloy seat skeleton for the Oushang E01 model,achieving a weight reduction of 25–30% and a yield of over 90%,as shown in Fig.10(a).The seat of the K50 model is made of Al–Mg alloy skeleton,with a backrest weight of 1.18 kg and a seat basin weight of 1.4 kg.The surface is covered with leather+Alcantara splicing material,as shown in Fig.10(b).For 2017,the Jaguar S model received a major upgrade with a die-cast Mg seat skeleton that weighs 3.08,2.5 kg less than the previous model,as shown in Fig.10(c).
The rear seats have relatively few functions and simple structures,and the use of Mg alloy can effectively reduce weight.Most of the rear seats are made of die-cast Mg alloy,which can be integrally formed.2005,Chrysler firs applied the folding system on Stow’n Go seats,the second row of seats and rear seat frame used some Al,and the third row of folding seats are Mg castings.In terms of fl xibility,the whole process can be completed in about one minute.Of course,the disadvantages of this Mg seat are very obvious.In addition to the high cost,the seat size and thickness are very limited,which is not very popular for the Chinese market that seeks comfort.
3.4.2.Cross car beam
The high integration of Mg CCB has a significan weight reduction effect.The good vibration damping and dimensional stability can effectively eliminate the welding deformation problem of the original steel structure[157,158].Table 4 gives some typical CCB cases to illustrate the advantages of Mg alloys for automotive applications.
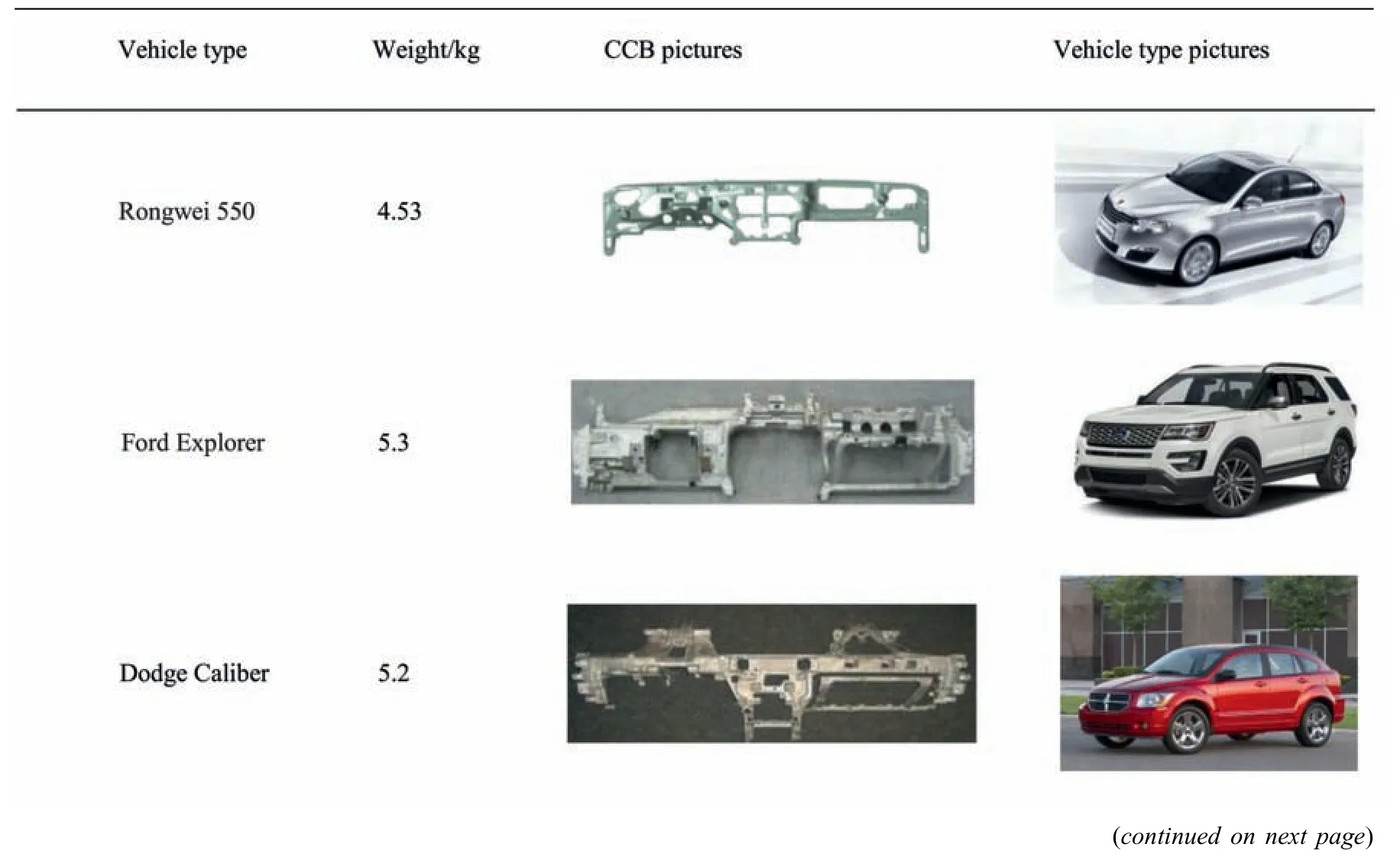
Table 4 Some cases of typical Mg CCB in automotive applications.

Table 4 (continued)
In 1961,GMC introduced the firs die-cast Mg alloy dashboard CCB.Although the thickness is generally 4–5 mm,but still can reduce the weight of about 4 kg.Fig.11(a) shows the die-cast Mg alloy CCB of the Buick LaCrosse currently produced by GMC,about 6.9 kg.GMC’s use of die-cast Mg CCB peaked around 2005 due to its high level of integration and improved dimensional stability [159].
Currently,foreign Ferrari,Dodge Viper,Mercedes-Benz,Volvo,Jaguar,Ford,Chrysler and other car companies combined at least 20 models are using Mg alloy die casting CCB [160–163].Domestically,Chery Ruiqi G6 and Shanghai Automotive Industry Corporation (SAIC) Rongwei 550 and other senior cars have been used in bulk Mg alloy CCB,the material is AM60B,a single piece of lightweight accounted for more than 55%.In addition,Geely GS1.8,SAIC W261,and other models also use Mg alloy CCB to improve the performance of the middle and senior cars and the image of the independent car brand.In 2022,Shanghai Jiaotong University and Voyah Automotive Technology Co.,Ltd.optimized the design of Mg alloy for the original steel CCB solution and used AM50 material and high tenacity Mgalloy large integrated die casting technology to develop the Mg-alloy CCB,which was successfully applied to the Voyah FREE model,as shown in Fig.11(b).The weight of Mg alloy CCB assembly is reduced from 12.1 kg to 6.7 kg,with a weight reduction ratio of 45%,which is an obvious effect of lightweighting.In addition,the strength,modal,crash resistance,manufacturability,and other performance and process requirements meet the design requirements.The project also received a special medal of honor at the 2020 China Bodywork Congress,a Top 10 Bodywork Award and a Best Workmanship Award at the 2021 China Bodywork Congress.Figs.11(c),(d),(e),(f),and (g) represent the practical application cases of several Mg alloy CCBs.
3.4.3.Central control bracket
Compared to Mg castings,wrought Mg offers further opportunities for substantial savings in many interior applications,such as center console brackets.Currently,the Mg center console of the Porsche Cayman and Porsche PO series is smaller in size,as shown in Fig.12(a).In addition,the Volvo S80 and XC60 both have a center stand made of AM50A with a weight of 1 kg and 2.2 kg,respectively,as shown in Fig.12(b).Dongguan EONTEC.Co.,Ltd.has introduced AZ91D material center control bracket,which is die-cast by 2000–2500T die casting machine.The part has light weight,good damping effect,and the wall thickness is only 2 mm.
3.4.4.Other aspects
In the last two years,with the rapid development of intelligence,Mg display back panel has appeared in Mg market with a new posture.In addition,many emerging companies are also gradually exploring the Mg market,such as NIO Auto,Voyah Auto,etc.Many other auto parts also use Mg alloy,such as steering housing,center console bracket,handbrake,Mg alloy back panel,radiator bracket,car armrest seat,etc.Some typical cases are listed in Fig.13.
4.Practical application cases from OEM
To enhance the confidenc of enterprises in developing Mg alloy parts and support the vision of mass production,the whole process case of developing Mg alloy parts for an OEM of an independent brand car in recent years is shown in detail[164–166].
4.1.Mg seat development process
The development process of the Mg Alloy Seat Frame(MASF) mainly includes performance analysis,materialdesign,CAE analysis,and manufacturability analysis[152,153,167],and the specifi development process and analysis results are demonstrated in Fig.14.
4.1.1.Program design
Taking a model of Changan Automobile as a prototype,the traditional pressed and welded sheet metal seat is made of steel and consists of a backrest and seat frame.The backrest is divided into upper and lower horizontal panels,side panels,suspension wires,and adjustment components.The seat frame is divided into side plate,seat basin,heightening pump,lifting four-link,and slide rail pieces.The overall material of MASF is Mg alloy and the material of functional parts is steel.MASF consists of backrest,seat frame,suspension wire,adjustment assembly,and slide rail assembly.The backrest skeleton is a large frame die casting,which is the most stressed part of the seat.Compared to traditional press-welded sheet metal seats,MASF is highly integrated and has fewer parts.The fatigue strength and NVH of Mg alloy are much better than steel,and fewer processing steps can reduce a lot of problems.
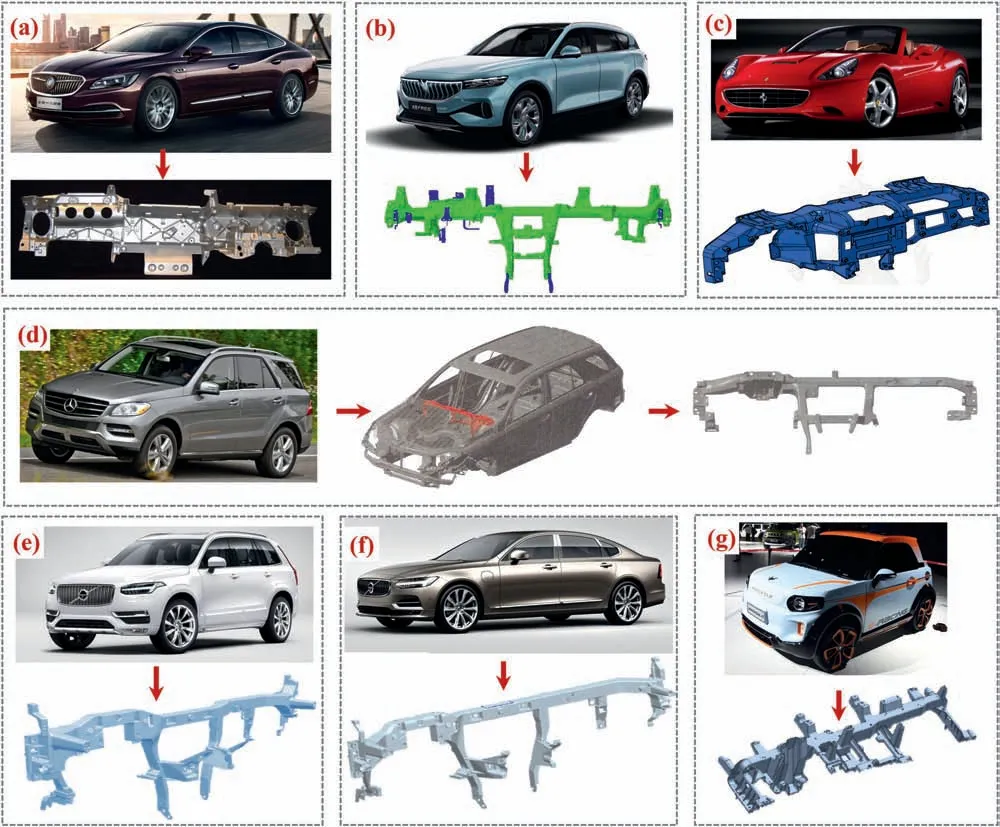
Fig.11.Several applications of Mg alloy CCB: (a) Buick Grand Touring die-cast Mg alloy CCB;(b) Mg alloy CCB on the Voyah FREE model;(c) Ferrari Califoria die-cast Mg alloy CCB;(d) Mercedes-Benz M series die-cast Mg alloy CCB;(e) Volvo new XC90 K426 die-cast Mg alloy CCB;(f) Volvo new S90 L541 die-cast Mg alloy CCB;(g) BAW ARCFOX-1 die-cast Mg alloy CCB.
In terms of materials,AM50 and AM60 have excellent elongation and energy absorption characteristics in addition to high strength and casting properties.Furthermore,AM60B has relatively high tensile strength and is mainly used for automotive seat skeletons,instrument panels,brackets,steering wheels,etc.In summary,AM60 was selected as the casting material for MASF in this study,as shown in Fig.14(a).
4.1.2.CAE performance analysis
Based on the preliminary data,the load-bearing performance of MASF is evaluated by converting various ultimate conditions into equivalent ultimate loads under static loading mode with the help of CAE simulation technology.The static strength,modal,and mounting point fixatio strength under the actual working condition are analyzed to provide the basis and plan for the optimization of the seat skeleton structure design to ensure the seat safety and regulatory requirements.
Static strength analysis.For the static strength analysis of the seat frame,6 degrees of freedom at 4 mounting points of the slider were constrained according to the actual working conditions.The upper frame of the seat skeleton is loaded and a moment of 530 N·m is applied backwards along the longitudinal direction with respect to the seat R point.For the seat headrest,a spherical model was used,and a moment based on 373 N·m relative to the R point was applied to the backrest model,and then gradually loaded to 890 N.The simulation results in Fig.14(a) show that the maximum stress and strain of the backrest are 409.5 MPa and 0.001,respectively,and the maximum stress and strain of the headrest are 640.6 MPa and 0.005,respectively,which means that the static strength results all meet the performance requirements.

Fig.12.Several applications of Mg alloy center bracket: (a) Porsche series Mg alloy center bracket;(b) Volvo series Mg alloy center bracket.
Safety belt fixin point strength analysis.To avoid occupant injury or death,it is vital to improve the strength of the seat belt system.The seat is fi ed to the rigid body floo and the maximum forward displacement and multiple strains of the backrest are calculated under 20 times gravity loading conditions.Safety belt installation fi ed point and the surrounding area allow plastic deformation,whereas not fracture or damage.The results in Fig.14(b) show strain values of 0.11 and 0.103 at the slide and seat basin,which are below the target value of 0.20 and meet the requirements.The strain in the latch was 0.322,which is higher than the target value of 0.20.According to the judging guidelines,the seat strain is considered safe for materials less than 0.2.The strain between 0.2 and 0.25 is insufficien margin of safety.The strain between 0.25 and 0.3 should be warned.The strain greater than 0.3 is considered imminent material failure.Therefore,for the material failure phenomenon at the latch,we increased the thickness of the joint plate and installed a reinforcement plate.The simulation results show that the strain value of the latch is optimized to 0.131.
Modal analysis.Modal analysis provides the basis for vibration characterization of structural systems,vibration fault diagnosis,and optimal design of structural dynamic characteristics [168,169].The seat skeleton mode must be greater than 18 Hz to avoid resonance phenomena.Fig.14(c) illustrates that the values of MASF left and right oscillation,forward and backward pitch and torsional conditions are all greater than the target values and meet the design requirements.
4.1.3.Die casting machine selection
Die casting machine is one of the most basic elements of die casting production [170].The metal die casting mold is realized by the operation of the die casting machine and is the basis of the die casting mold design [171].Selecting a die casting machine by clamping force is the most common method.Whereas for some major parts,safety parts,and parts with high quality requirements only by clamping force is not enough to ensure that the requirements are met,so the injection of energy must also be considered [172].Therefore,a horizontal cold chamber die casting machine was used in this study.
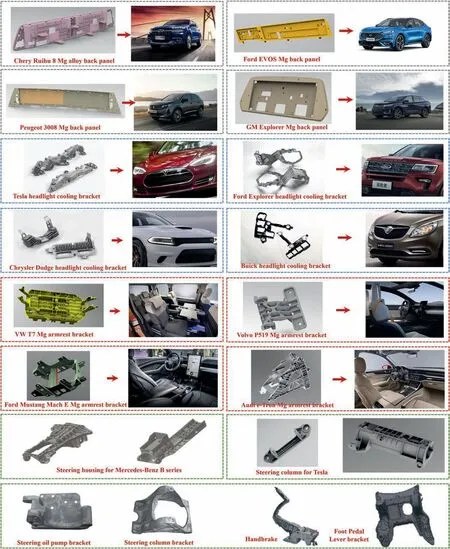
Fig.13.Some other Mg alloy parts for automobiles.
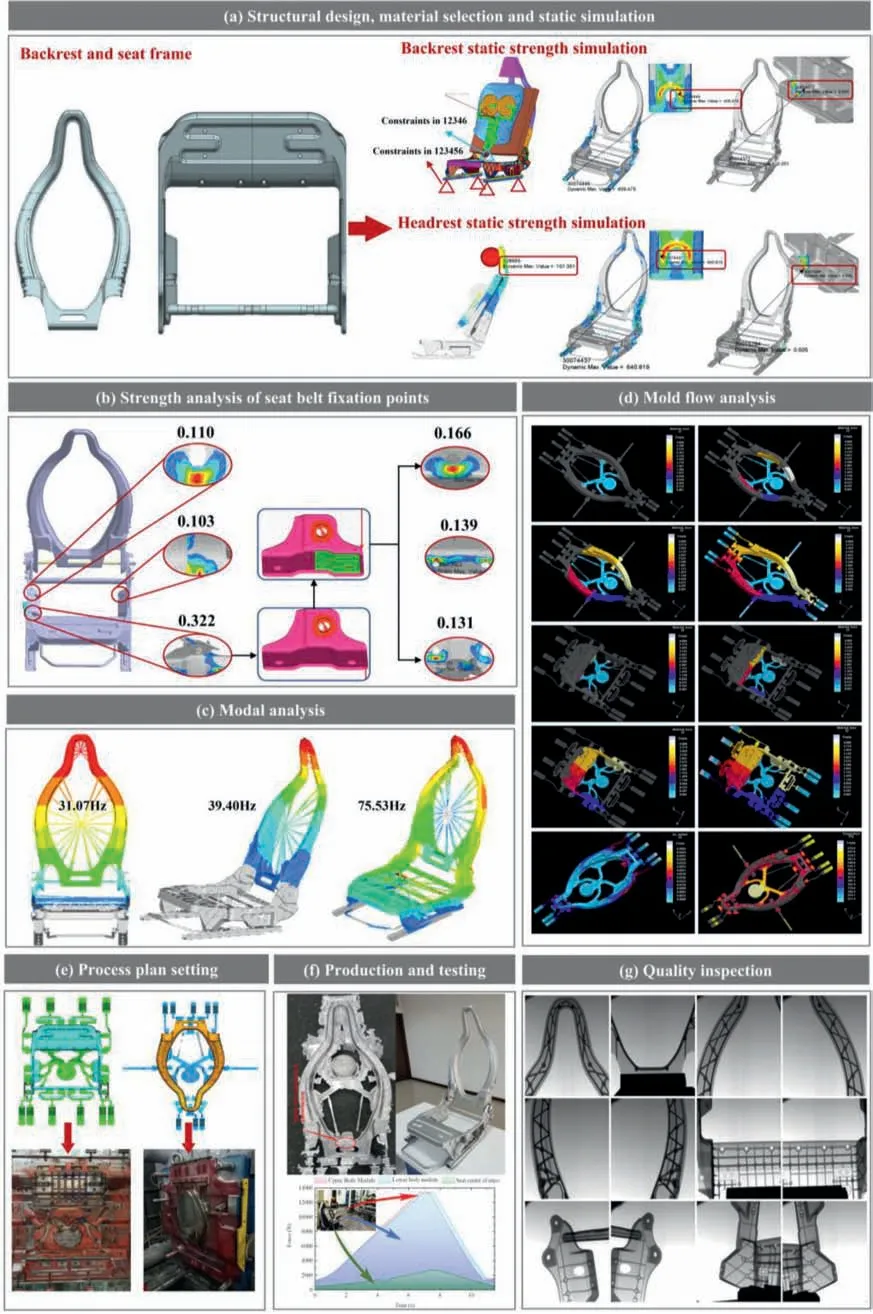
Fig.14.MASF full process analysis process and results.
The performance requirements for side pallet structure are relatively simple due to the relatively uniform forces on the MASF as a whole.In addition,the seat basin skeleton has a planar projection fillin stroke of 175 mm,a deep cavity at the front and rear,and a wide range of solidificatio and crystallization temperatures.The back end of the charge and angle adjustment system connected to the backrest requires high strength to achieve the effectiveness of the distal pressure transfer and the structural properties required to meet the strength requirements of the casting.Therefore,the compaction pressure is chosen to be 75 MPa ∼80 MPa.
4.1.4.Process solution setting
The pouring system is the channel that fill the molten metal in the cold chamber into the die cavity at high temperature and pressure and high speed,which includes the straight sprue,cross sprue,internal gate and overfl w exhaust system[173].In the process of guiding the metal liquid to fil the cavity,the pouring system plays an essential role in controlling and regulating the fl w state of the liquid,the speed and pressure transfer,the exhaust effect,and the heat balance state of the mold.Therefore,the design of the pouring and exhausting system has a direct impact on the quality of die casting and die life [174].
Fig.14(e) shows the MASF pouring system scheme and pouring mold.Mg alloy backrest belongs to the large and medium-sized frame structure,left and right completely symmetrical,casting length of 757 mm,and both sides of the vshaped concave.The space inside the backrest frame is large,so the gates are arranged inside the die casting,which can make the mold structure compact and ensure the thermal balance of the mold.In order to avoid the frontal impact of the metal flui on the part and to allow the gas in the deep cavity to escape smoothly,an end-face side gate similar to the one used for the seat basin is used so that the metal flui firs fill the bottom side of the cavity where the gas may be trapped.The total volume of the pouring system was 1083.4 cm3,accounting for 58% of the casting volume,and the process yield of the casting was 42%.The structure of the seat basin is relatively simple,with a conventional 4-gate design.The total volume of the pouring system is 1112.9 cm3,accounting for 52% of the casting volume,and the process yield of the casting is 48%.
4.1.5.Mold flo analysis
As the casting quality mainly depends on the fillin solidificatio process,and the defects of the casting are mostly formed in this process [175].MAGMA software can simulate the fl w,temperature,stress,and microstructure of the casting during filling solidification and cooling,and predict the quality of the casting,optimize the casting equipment parameters and process plan based on these physical field [176].This simulation focuses on the numerical simulation of the fl w and temperature field of the metal fillin process in the die cavity.
In order to effectively avoid the phenomenon of solution mixing during die casting and to improve the quality of castings,the slag bag was designed on both sides of the backing pouring system,and a branch sprue was added at the cross sprue of the pouring system of the seat basin to adjust the angle of feeding material.As shown in Fig.14(d),the synchronization of each branch gate into the die casting process is better,the fillin time is shorter,the fillin area is clearer,and the fl w state of Mg liquid is smooth.However,the gas will form defects such as shrinkage after the ingot is formed.After analysis,it is found that the shrinkage is mainly controlled on the inner side of the backrest,which is the location of non-important bearing force.In the subsequent optimization by setting local cooling points at the hot joints of the casting,the shrinkage sparseness will be effectively suppressed.
4.1.6.Trial production
The production process of MASF went through fi e processes:mold,mold repair,ingot melting,die casting,and trimming.After the optimized design of the formability guideline data,the process yield of the seat basin gets 96% and the process yield of the backrest skeleton reaches 92% when the working condition of the die casting unit is good and each process parameter is stable at the optimized value.The main reason for the scrapping of the die casting parts is the unstable process parameters of the die casting machine leading to poor fillin quality.As shown in Fig.14(f),the lower end of the backrest was at the end of the pour,where several metal streams converged,and metal fl w back and the incomplete fusion led to a slight cold separation.Therefore,the casting system needs to be adjusted.
Finally,the product structure optimization design is guided by CAE analysis and mold fl w analysis,and the finishe product rate of MASF reaches over 90%.MASF weighs 9.88 kg,a weight reduction of 3.23 kg compared to steel seats,a 24.6% weight reduction.
4.1.7.Quality inspection
The process quality inspection of castings is divided into several parts,such as surface quality,inner quality,and geometric dimensional inspection [177].On-site process quality inspection mainly uses the naked eye or magnifying glass to check the surface defects of castings,such as deformation,cold separation,cracks,bruises,under-casting,and other defects.Intrinsic quality inspection contains casting internal defects and intrinsic performance inspection [178].The performance inspection is mainly the chemical composition,histological organization,and tensile properties of the material.This study has no practical significanc for the overall performance test,while the internal process quality inspection mainly uses X-ray inspection equipment to detect internal defects such as cracks,porosity,and shrinkage.
Flaw detection standards for any 30 mm diameter range of pore diameter less than or equal to 3 mm,2–3 mm number of pores less than or equal to 3,less than 2 mm number of pores are not required.Cracks are not allowed in the critical area and in the area from the edge of the part to 10 mm inward.Simultaneously,no residue is allowed in the critical area,and the other areas are less than or equal to 2 mm of entrapped residue.The test results show that there are no pores,cracks,and slagging in all parts of MASF,and the internal quality conforms well,as depicted in Fig.14(g).
4.1.8.Test verificatio
A three-point harness with a guide was installed at the MASF fixin point.A load of 13,500 N ± 200 N is applied to the human body module using a simulated webbing in a direction parallel to the direction of travel of the vehicle and at 10° to the horizontal.A force equal to 20 times the mass of the seat assembly is applied to the seat in the direction of the load through the center of mass of the seat and in the horizontal forward direction along the longitudinal axis of the vehicle.Continuously loaded by a specifie force for a specifie period of time,permanent deformation of the fi ed point or surrounding area is allowed,including partial fracture or crack generation.The minimum interval of effective fixin points during the test should meet the requirements of the fixin point installation position.For M1 class vehicles with maximum total mass not more than 2500 kg,if the upper fixin point is on the seat skeleton,the forward displacement of the upper effective fixin point should be within the transverse plane through point R and point C.
The force of the upper and lower body module was 13,540.6 N and 13,545.6 N respectively,and the force through the center of mass of the seat was 2730.8 N,as tested by GB 14,167-2013 standard.During the test,the continuous loading of the specifie force reaches the set value and the fi ed point L2 under the seat belt of MASF meets the standard requirements.According to GB14167-2013 standard requirements for seat belt fi ed point strength test,effective fi ed point of the minimum interval to meet the fi ed point installation position requirements,seat belt fi ed point has not failed.
4.2.Mg front-end carrier development process
The development process of the Mg alloy front-end carrier (MAFC) mainly includes alignment analysis,material design,structural design,CAE analysis,process design,mold fl w analysis,mold design and manufacturing,product manufacturing and inspection,and complete vehicle verificatio[179].The specifi development process and analysis results are shown in Fig.15.
4.2.1.Program design
MAFC has "ten" shaped reinforcement structures at the local assembly position and three "mouth" shaped notches on the upper crossbeam,which ensure the torsional rigidity of the assembly structure and facilitate the thermal performance of the passenger cabin.The MAFC has a basic wall thickness of 2.5 mm and a design weight of 3.185 kg.In terms of material selection,the MAFC assembly includes four metal materials,AM60B,6082,6063,and DC01,as shown in Fig.15(a).
4.2.2.CAE performance analysis
Seventeen rigid strength and modal analyses were performed based on the actual assembly of MAFC,as shown in Table 5.The latch was loaded with 1000 N in Z-direction and X-direction,and the deformation was less than 3 mm and 7 mm respectively.3500 N was loaded in Z-direction of the latch,and no damage such as fracture occurred under the ultimate tension.The latch is loaded with 2500 N in±Zdirection,restraining the upper and lower left direction,and the other side is rotated by 9° angle around the central axis,and the maximum stress ≤fracture strength∗0.8 when it continues to increase to 10° and 11°.The test results show that MAFC does not show obvious permanent deformation,cracking and other damage phenomena,in line with the standard requirements.The specifi simulation results are shown in Figs.10(b),(c),and (d).
4.2.3.Mold flo analysis
The firs round: The temperature modal fl w analysis demonstrated that the material temperature was around 620°C when the metal liquid fl wed to the end and had not yet reached the solid quadrant temperature.The specifi improvements are:
1) Add oil circuit at the end of the mold for individual control.
2) Add slag packs to the end of the product to raise the temperature.
3) Continue to optimize the fl w channel program.
The second round: The blue area in the simulation results indicates that the fillin temperature is low,which is prone to cold spacing and shrinkage defects.Thus,the runners are designed in the four corner areas of the part to improve this phenomenon.
The third round: Adding slag packs at locations prone to air rolls,insufficien venting and insufficien fillin speed,and adjusting the fl w path direction.
Through three rounds of mold fl w analysis,the process parameters were optimized iteratively to avoid defects such as cold separation and air roll,and the optimal casting process parameters were locked.The specifi optimization steps and parameter settings are shown in Fig.15(e) and Table 6.
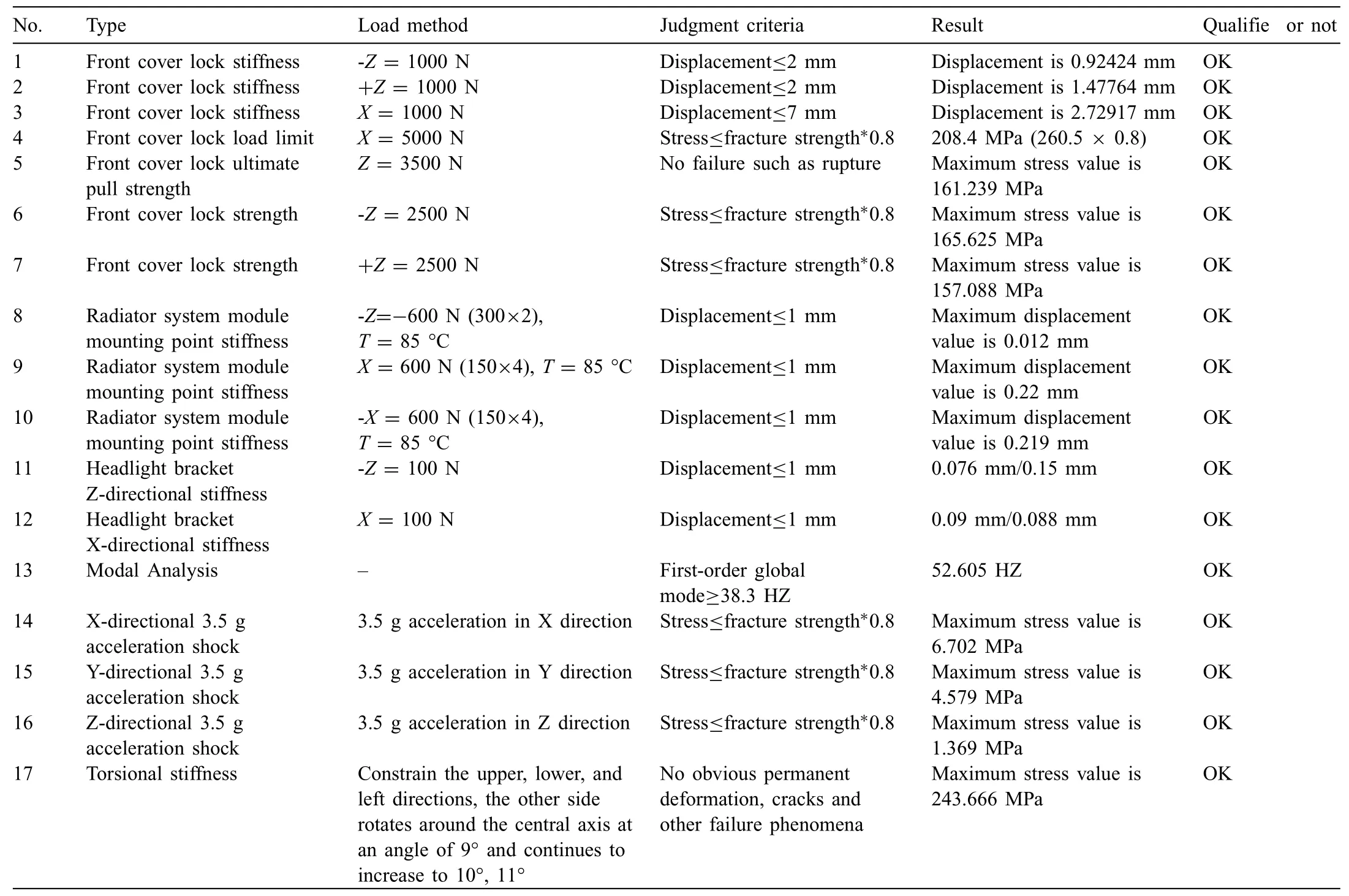
Table 5 Strength and modal analysis results.

Table 6 Mold fl w analysis parameter setting.
4.2.4.Trial production and redesign
During the manufacturing process,the phenomenon of local sticking to the mold often occurs,resulting in a lack of fles at the top of several tendon positions of the mold.Moreover,no improvement was achieved by adjusting the process parameters,temperature,and spraying.Therefore,the inserts were made by wire cutting at ten high rib locations on the fi ed die side and polished.In addition,the cold separation phenomenon was improved by adjusting the process parameters,temperature,and spraying,but could not be eradicated.Therefore,slag pockets were added at the corresponding locations where the molds do not have slag pockets.Microcracks are reduced on both sides of the part by increasing the Rangle,but cannot be completely eliminated.Also,the distal molding of the part is lacking,accompanied by a lack of shine.Hence,increasing the mesh along the red line position can improve the fl w direction of Mg liquid and allow it to fl w more smoothly to the end of the part.The specifi optimization steps are shown in Fig.15(f).
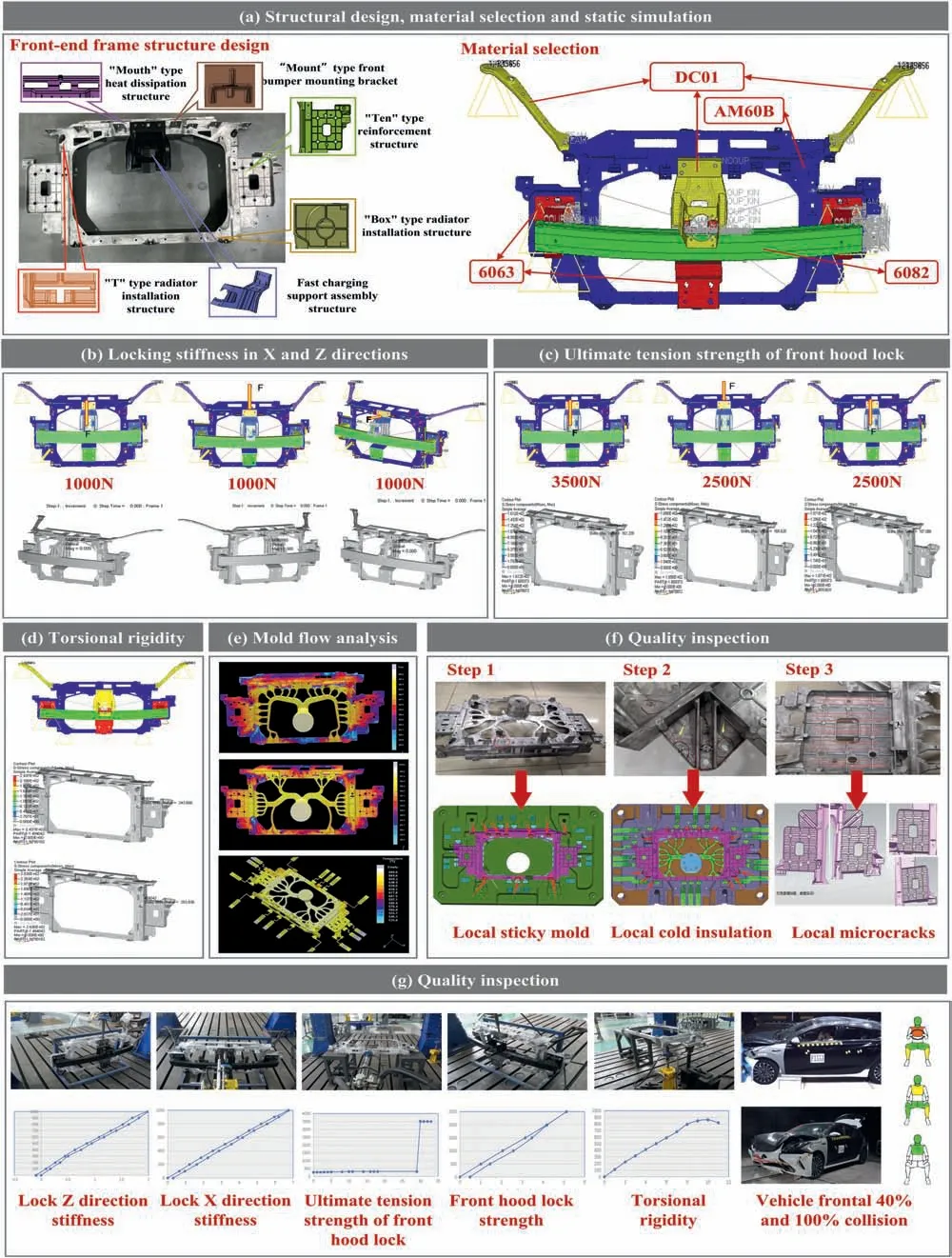
Fig.15.MAFC full process analysis process and results.
4.2.5.Test verificatio
Experimental verificatio of the simulated project was carried out after completing the production of the prototype.The z-and x-directional stiffnesses of the latch,the ultimate tensile strength of the front hood lock,the strength of the front hood lock,and the torsional stiffness test results are similar to the simulation results and all meet the performance requirements.The vehicle equipped with MAFC had normal door condition in the frontal 40% offset crash and 100% frontal crash tests,and all doors could open normally with good crashworthiness.According to the C–NCAP 2018 edition assessment,the virtual score meets the C–NCAP 5-star crash requirements.The specifi test results are shown in Fig.15(g).
4.3.Implications of the development process for actual production
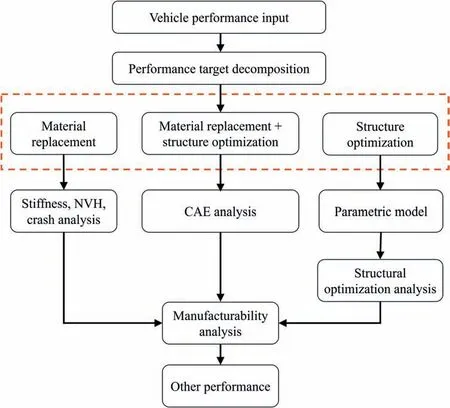
Fig.16.MASF detailed development process.
The MASF was designed using a new forward development logic that calculates preliminary version data after determining the shape and rules.In the static loading mode,various ultimate working conditions are converted into equivalent ultimate loads to evaluate the load-bearing performance of the seat.The maximum stress-strain of the seat skeleton under different working conditions is deduced through CAE simulation analysis to provide solutions for structural design optimization.Using die casting process and mold fl w analysis to evaluate product molding process characteristics,realize rapid scientifi design of process parameters and molds,and carry out structural redesign based on the process.Under the condition that the die casting machine set is in good working condition and the process parameters are stable,the yield rate of MASF reaches more than 90%,and its technical route and fl wchart are presented in Fig.16.
MAFC provides reinforcement structures and notch structures at local assembly locations to ensure torsional stiffness while facilitating thermal performance in the passenger cabin area.Seventeen rigid strength and modal analyses were performed based on the actual assembly of MAFC,and the test results all met the standard requirements.The process parameters were optimized iteratively and the optimal solution is locked by three rounds of die-fl w analysis.A series of measures were taken to improve the problems of local sticky mold,local cold separation,and local micro-cracking.Finally,the door condition was normal in 40% offset collision and 100% frontal collision cases,and all doors could open normally after the test,with good crash performance.Weight savings of over 60% compared to a traditional steel frontend carrier and over 30% compared to an all-plastic frontend carrier.The assembly position is provided with “mouth”type radiator structure,“mountain” type front bail mounting bracket,“ten” type reinforcement structure,“box “T” type radiator mounting structure,“T” type radiator mounting structure,and pedestrian protection fast charging bracket assembly.The technical route and fl wchart are shown in Fig.17.
As described in the introduction why Mg alloy is not universal in automotive applications,we introduce the whole process development technology route of Mg alloy with the actual OEM production cases.The main purpose of the overview is to increase the confidenc of OEMs in developing new parts with practical examples,rather than simply describing the manufacturing process,which is worth considering for companies and manufacturing companies in their automotive lightweighting research.We hope that the positive development logic of MASF and MAFEC can provide ideas for the development of OEM die-cast Mg alloy parts and enhance the core capability of independent R&D in the automotive industry.
5.Opportunities and challenges
5.1.Material and performance challenges
5.1.1.Material challenges
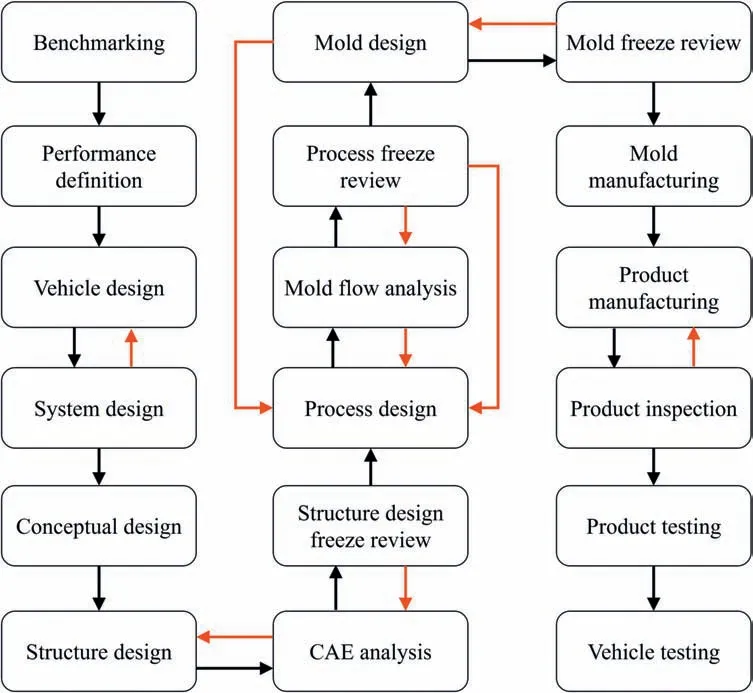
Fig.17.MAFC detailed development process (The black arrow indicates that the condition is satisfied and the red arrow indicates that the condition is not satisfied)
At present,the development of high-performance Mg alloy is rapid,including high-strength casting Mg alloy,highstrength deformation Mg alloy,high-damping Mg alloy,hightemperature Mg alloy,biomedical Mg alloy,Mg-based energy storage alloy,ceramic-reinforced Mg matrix composites and so on [180].However,the lower cost cast Mg alloy has gained wide application in daily life compared to steel and Al grades.The actual developed material types to meet the diversifie needs of the market are few,which also reflect the phenomenon of few independent grades of Mg alloys and narrow practical applications.Whereas the grades of Mg alloys for automotive use are mainly concentrated on AZ91,AM50,and AM60.To rationalize and increase the production of these existing grades is also one of the major objectives of this review.In addition,scholars around the world should strengthen cooperation to develop a set of Mg alloy material database and performance evaluation system that integrates design,preparation,performance testing,and evaluation,which can enhance the global Mg alloy material development process as a whole.
5.1.2.Performance challenges
The low strength and high plastic forming cost of general Mg alloy materials can be effectively solved by adding reinforcements such as particles,whiskers,or fibers Simultaneously,parameters such as the type,size,and content of the additive can modulate the performance index of the Mg matrix composite.Some of the remaining specifi measures include precipitation phase morphology distribution control,tissue refinement and purification Whereas different composites present different technical challenges:
(1) From the solid solution elements and second phase considerations,the development of high strength and high damping properties of synergistic Mg alloy still has certain technical bottlenecks.
(2) Although a large variety of studies have reduced the heating temperature from 300 °C to 150 °C,the temperature required to release hydrogen from Mg alloys is relatively high.We still require continued research on the alloying and nanosizing of Mg to bring the temperature down to below 100 °C.
(3) The relationship between alloying elements,processing technology,and electromagnetic shielding properties is the key technology to develop medium-strength electromagnetic shielding Mg alloys.
(4) With oxide,ceramic reinforcements,and deformed Mg alloys,in-depth study of the relationship between reinforcements,alloy composition and preparation and processing processes can break through the high modulus Mg alloy challenges.
(5) With carbon fibe,carbon nanotube and graphene as the reinforcement,the key to develop high strength Mg matrix composites is the relationship between the new reinforcement,alloying elements and process.
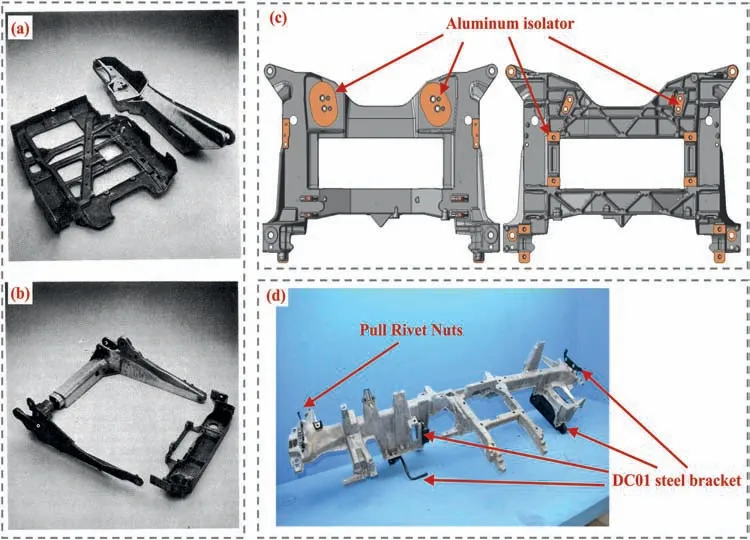
Fig.18.Mg alloy corrosion protection solutions: (a) Mg seat backrest;(b) Mg seat basin;(c) Al isolator on Corvette front-end subframe;(d) Case of anti-coupling corrosion of Voyah FREE automotive Mg alloy CCB.
5.1.3.Corrosiveness and surface treatment
Mg is chemically active,especially when exposed to corrosive electrolytes,and the high reduction potential accelerates its degradation [181].Mg corrosion types can be divided into general,uniform,and localized,mainly manifested as galvanic coupling corrosion,pitting corrosion,filifor corrosion,intergranular corrosion,spalling corrosion,crevice corrosion,stress corrosion cracking,corrosion fatigue,and erosion corrosion.However,the use of steel is most prevalent in automotive structural components.Less reactive metals are used for isolation to prevent the contact of Mg with the steel leading to electric coupling.In 1990,the Mercedes-Benz roadster’s one-piece Mg seat replaced the bolt material so that all contact points were insulated and the long use test reduced galvanic corrosion,as shown in Fig.18(a) and (b) [156].Of course,isolation materials can also be used to isolate Mg in the case of metal attachment,such as the Al isolator placed on the front crossmember of the Corvette sixth-generation light sports car model Z06,as shown in the yellow area in Fig.18(c)[136].At the macro level,this avoids direct contact,but the complexity and high cost of the process often limit its universal application.Another example that can be used to illustrate this principle is the Mg CCB on the Voyah FREE model,as illustrated in Fig.18(d).Mg alloy adopts AM50 material with passivation treatment on the surface,steel bracket adopts DC01 material with electrophoretic paint treatment on the surface,accompanied by all fasteners requiring zinc plating and zinc-nickel plating.After 120 cycles of intensive road corrosion tests on the entire vehicle,no galvanic corrosion was observed on the inlay rivet nut and the Mg alloy CCB body.
On a microscopic level,a large number of studies have reported that the electrode potential can be improved by increasing the purity of the Mg alloy or by additives that enhance the corrosion resistance from the internal structure of the Mg alloy.Solid solution strengthening and second phase strengthening are commonly used to further strengthen Mg alloys.Alloy composition and its chemical composition have an important influenc on the enhancement of the physical properties of Mg alloys.Commonly used alloys containing Al and Mg include AZ31 and AZ91 alloys.AZ31 is widely used in the aircraft industry because of its low mass density and good mechanical properties.
Then,many researchers have not made breakthroughs in this area due to the unstable chemical properties of Mg alloys themselves.Meanwhile,pure Mg is more widely used in metallurgy,chemistry and medicine,but is not an ideal material for practical engineering applications.Fully considering the cost and technical issues,scholars have turned their research to the surface treatment technology of Mg alloys.Electrochemical plating,conversion coating and anodic oxidation are common coating techniques.
In medicine,it is difficul to achieve the required "service life" of Mg alloys as implant components in the human body,and too rapid degradation can lead to hemolysis and osteolysis.Numerous studies have shown that the development of new series of Mg alloys can enhance the corrosion resistance.However,we believe that the composition,technical processing,and medical technology of new medical Mg alloys must take full account of biosafety and compatibility.All Mg alloy medical devices must be carried out in compliance with laws and regulations and medical safety.
5.2.Engineering technology challenges
Mg alloy die casting technology is relatively mature,but due to the limitations of porosity and heat treatment,which restricts the large-scale expansion of Mg alloy applications.Plastic forming and semi-solid thixotropic technology can eliminate the influenc of cast defects and signifi cantly improve the alloy properties with the help of deformation strengthening and heat treatment strengthening.However,these technologies are not yet mature and there is a shortage of talents,currently relying on foreign experts and talents.
Process parameters remain critical for Mg due to the need to improve the hot formability of the sheet and to control edge cracking and surface quality.The relationship between the processing process and the organization and properties is a technical challenge for taking full advantage of the intrinsic properties of Mg alloys.
In addition,the production safety of Mg alloy should not be underestimated [182].Due to the low melting point of Mg alloy,the dust back in the process of ignition,or even explosion.Using proper tools can avoid heat buildup,and avoiding fin cutting and high-speed machining can also reduce fir hazards.
Mg alloy in the welding process crystallization temperature zone is large,prone to thermal cracking,especially Mg in close to the melting temperature is prone to oxidation,accompanied by the mechanical properties of the joint.Consequently,Mg alloy is prone to defects such as cracks,porosity,and spatter when welding,which poses a challenge to its welded structural parts in vehicles.As described in Section 5.1.3,corrosion and degradation of Mg alloys can damage their mechanical properties and strength.Despite the significan progress made so far,the technique of studying the resistance to corrosion of Mg alloys is still a major challenge[183].The development of advanced surface protection technology and the development of new joining technology and equipment represented by stir friction welding is an urgent task.
5.3.Policy,environmental,and cost challenges
5.3.1.Policy challenges
The last decade is the scale and efficien y of China’s Mg industry continued to improve 10 years.The government’s policy of expanding and opening up,the policy of globalization and development,the development of national economy related industries all make the Mg industry development mode,development level,and industrial structure constantly optimized,laying a good foundation for further high-quality development in the future.However,the overall national and corporate research and development investment in the Mg industry has yet to be strengthened.Facing the disconnect between the strong research and development capability of universities and the lack of innovation capability of enterprises,the implementation of joint university-enterprise policies should be strengthened.Although the domestic consumption of Mg and Mg alloy consumption is on the rise,the proportion of Mg alloy used for large structural parts is still low.Meanwhile,despite the formation of a large number of industrial base,but the Mg industry in general lack of competitiveness,low industrial concentration and the overall strength of enterprises is weak.
5.3.2.Environmental challenges
The current goal is not only to achieve weight reduction,but also structural,material,economic and environmental impacts,explaining lightweighting with environmental approaches,alternative rules,and multi-material design [55].With the continuous improvement of environmental protection standards,the former Mg enterprises face increasing environmental pressure due to the more prominent CO2emissions and dust control comprehensive cost increases.However,the market demand for Mg and Mg alloys has declined due to the impact of the new crown epidemic and export restrictions.Limited by the external heating and vacuum process,the existing Pijiang process itself has low production efficien y,small scale,high labor costs,unstable product quality,high energy consumption,and other drawbacks,which cannot be cured without a new alternative technology.With the gradual implementation of national energy conservation and emission reduction,carbon peak,carbon neutral,carbon trading,and other policies,the Mg refinin industry will face unprecedented pressure on environmental protection and production costs.
The concept of Mg recycling is also gaining a lot of attention from research experts [21,184].The development of suitable sub-alloys facilitates the rational recycling and utilization of structural parts of vehicles at the end of their life.In addition,the actual mass production and market promotion are difficult A large number of Mg alloy materials are commonly used in vehicle interior parts,and the development and promotion of large external coverings are still challenging.
5.3.3.Cost challenges
The universal application of Mg alloys presupposes that the material is compatible with the cost [185].The lower the cost,the greater the possibility of replacing Al,steel,and plastics with Mg,but especially the automotive industry also needs a reliable supply of high-quality alloys [186].However,at present not only the cost of raw materials is high,but also the price of the touch into type equipment remains high.According to the Mg market research,the cash price of Mg material with tax has generally increased due to the epidemic.Mg alloy material industry long-term accumulation of structural overcapacity,market supply and demand imbalance and other deep-seated contradictions gradually emerged.Energy saving,material saving,environmental protection of the short process preparation,and processing technology development and application is still a long way to go.
6.Summary and prospect
As an engineering material,Mg has gained a fir foothold in automotive industries with its excellent properties.The most important thing in this paper is to introduce the whole process development technology route of die casting Mg alloy with the actual production cases of OEMs,which is worthy to be considered by enterprises and manufacturing companies in the research of automotive lightweighting.The main purpose of the review is to illustrate the wide range of applications of Mg alloys in the automotive industry with practical examples to increase the confidenc of OEMs in developing new parts.Meanwhile,the application of Mg alloy still follows the principle of the right material in the right place,giving full play to its advantages such as light density and good fluidit,and trying to avoid the disadvantages such as low strength and easy corrosion.Thus,we get the following core conclusions:
(1) The mainstream material in automotive applications is AM50/60,AZ91D series of Mg alloy and the molding process is most common with die casting process.
(2) In order to avoid the disadvantage of the material itself not having high load-bearing properties,Mg is not used in beam system structural parts with very high load-bearing requirements,but it is commonly used in the form of skeleton or bracket in the disassembled assembly parts of automobiles.
(3) Mg is applied in environments that are not susceptible to galvanic corrosion,such as steering wheel bones wrapped in plastic,CCB placed in the dashboard,and seat frames wrapped in foam and leather.
(4) On the basis of the high cost of raw materials,the structural design and optimization of the attempt to break through the cost reduction.
It is encouraging to note that Mg is a promising material.Many multinational and interdisciplinary collaborations are investigating Mg alloy additive manufacturing and hydrogen storage technologies.A large amount of research is actively helping to develop Mg alloys as premium lightweight materials,including incomplete database system,connection and assembly process,narrow thermal processing temperature range,uneven plastic fl w,virtual software development,costs remain high,materials for storing hydrogen,etc.
Process and cost problems,insufficien technological innovation ability,industrial structure contradictions,and other issues make Mg alloy in the automotive industry development is limited.However,this is ample proof that the application is promising.The production of automotive parts must be closer to the consumer in order to make Mg alloy an alternative material with additional environmental and economic benefits In addition,with policy support,more attempts to adopt green power electrolytic Mg technology is a recyclable and ecological way.These challenges are global and require strong collaboration from universities,governments,and research institutions.In the near future,new structures and technologies of Mg alloys to achieve breakthroughs will better meet the growing demand for lighter weight vehicles.
Acknowledgments
The project is supported partly by the Fundamental Research Funds for Central Universities (No.06500203 and No.00007735).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Development of high-strength magnesium alloys with excellent ignition-proof performance based on the oxidation and ignition mechanisms: A review
- Recent advances in surface endothelialization of the magnesium alloy stent materials
- Recent developments in high-pressure die-cast magnesium alloys for automotive and future applications
- Exploring the contribution of oxygen reduction reaction to Mg corrosion by modeling assisted local analysis
- Microstructures,mechanical properties,corrosion,and biocompatibility of extruded Mg-Zr-Sr-Ho alloys for biodegradable implant applications
- Fabrication of a model specimen for understanding micro-galvanic corrosion at the boundary of α-Mg and β-Mg17Al12