改变结构来保证推移缸底的加工性能
2023-03-16陶祥玉崔晓旭聂文斌焦春
陶祥玉,崔晓旭,聂文斌,焦春
山西平阳重工机械有限责任公司 山西临汾 043003
1 序言
推移千斤顶的两种结构分别如图1、图2所示。推移千斤顶是液压支架中不可或缺的一个动作部件。尤其是电液控支架中,推移千斤顶带有传感器装置,用来监测推移千斤顶活塞杆的行程,以此来反映液压支架所处的位置,控制采煤工作面整齐划一,提升采煤工作效率。在推移千斤顶的缸底中,与传感器配合的安装孔的加工至关重要。
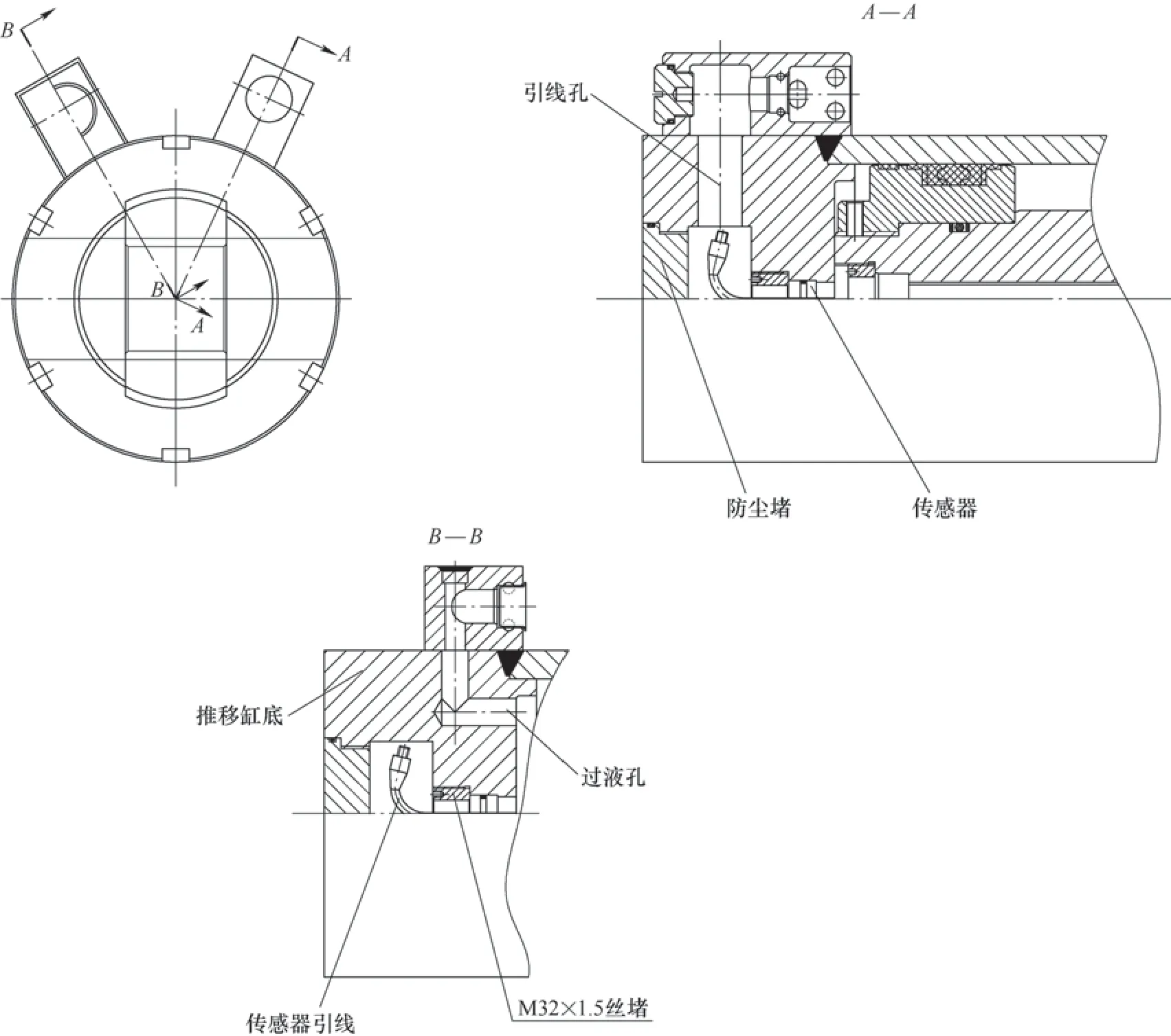
图1 推移千斤顶结构一
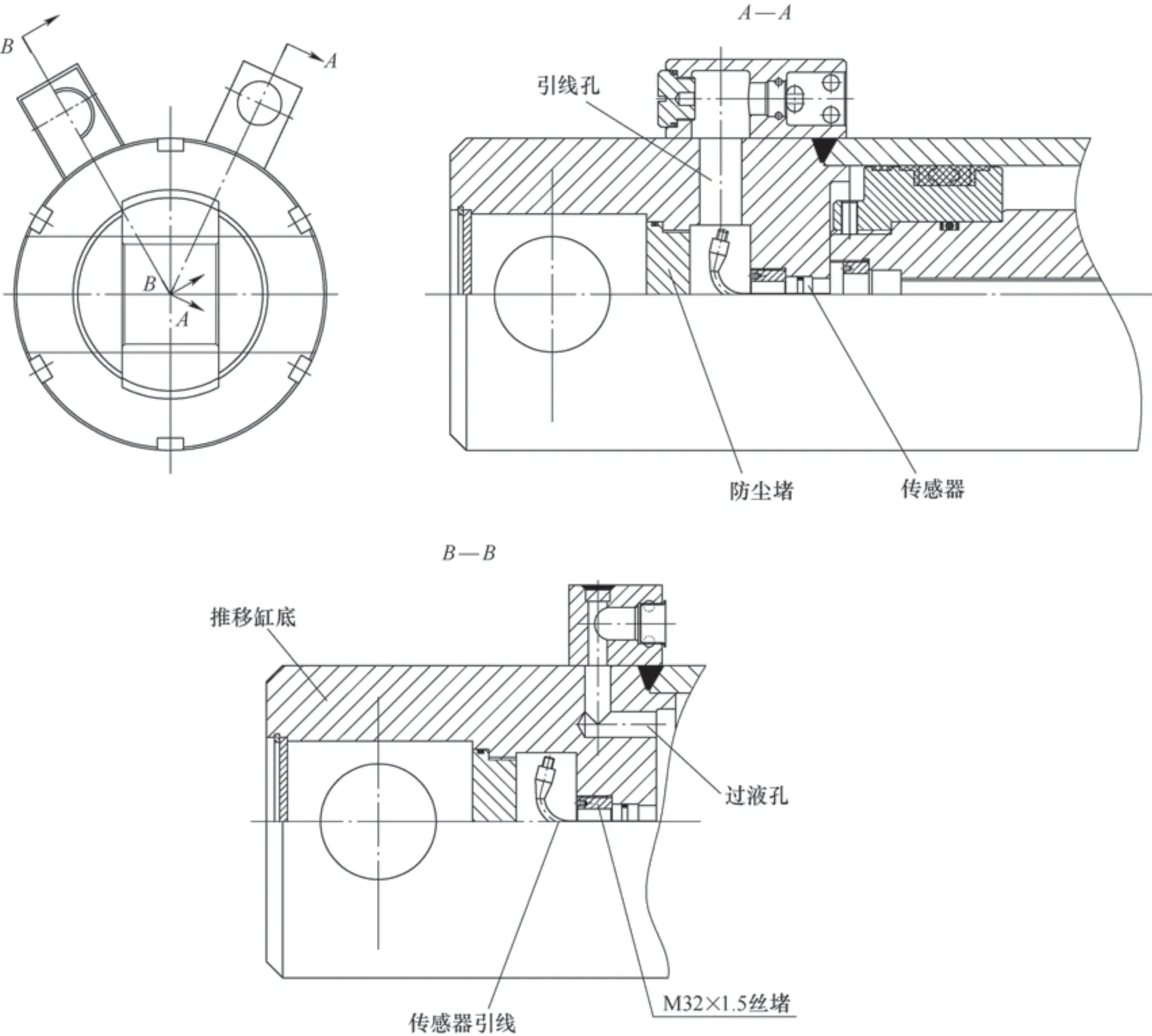
图2 推移千斤顶结构二
2 问题描述
由图1、图2可以看出,传感器安装在缸底最里面,靠其自身的密封圈(φ22+0.05+0mm)来密封,用M32×1.5mm丝堵来压紧传感器,以防传感器工作时在液体的压力下发生轴向蹿动。传感器的引线从引线孔穿出,后面用带密封防尘堵与外面隔开,确保引线孔处不进入粉尘。传感器密封圈与防尘堵一起形成一个密闭空间,确保传感器引线不被损伤和污染。
推移千斤顶缸底结构一如图3所示,推移缸底总长度比较短(L<190mm),整个缸底内孔加工过程没有问题。
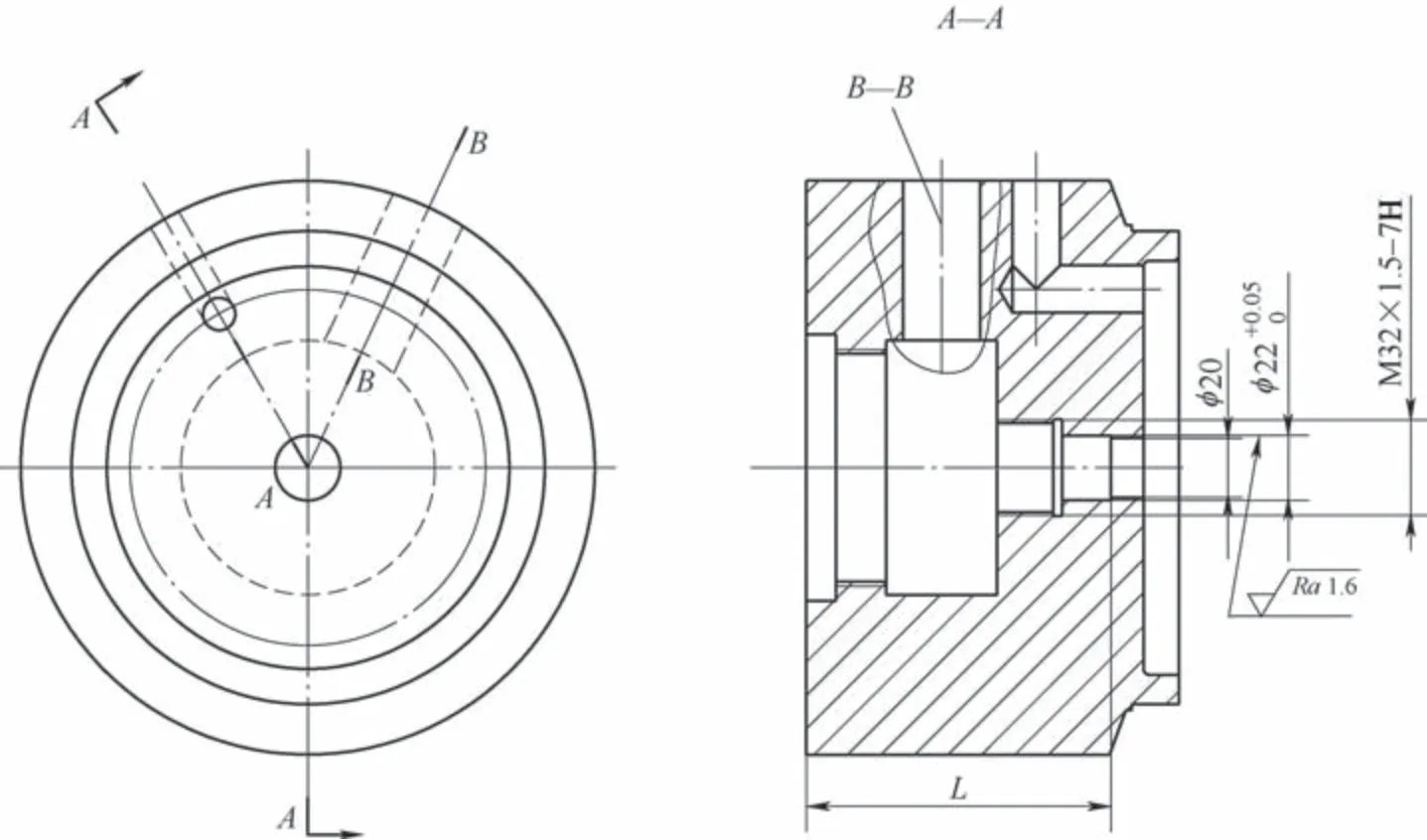
图3 推移千斤顶缸底结构一
推移千斤顶缸底结构二如图4所示,缸底长度过长(L>1 9 0 m m),且要保证内孔精度,φ22+0.05+0mm与M32×1.5mm孔不太好加工,即使刀杆长度足够,但因孔径较小,故容易产生振刀现象,φ22+0.05+0mm密封面质量就得不到保证,整个推移千斤顶在工作时,该部位很容易产生漏液现象。一旦出现漏液情况,就要对整个推移千斤顶拆开进行返修,而在返修过程中,同样存在内孔不好加工的问题。如果返修不成功,就只能更换缸底,所以无论是返修,还是更换缸底,都会在影响生产进度的同时,造成不小的损失。

图4 推移千斤顶缸底结构二
3 解决措施
为了解决推移缸底长度较大、内孔难加工的问题,既要考虑缸底的好加工性,又要保证缸底的整体使用性能不受影响。由于推移缸底传感器引线孔处是一个由传感器密封圈和防尘堵共同组成的密闭空间,且该空间只用来放置传感器引线,不用来过液,而且引线为柔性,对同轴度要求不太高,所以可以把长度较长的推移缸底在该密闭空间处分成两部分[1],分别加工轴向内孔,最后焊接在一起加工剩余孔和焊接坡口。分开的缸底左、右部分如图5、图6所示。左部分不仅集中了缸底的大部分长度,而且内孔较大,可以顺利加工;右部分是小内孔的集中处,但被分开后,其总长度相对短了很多(不超过100mm),也能顺利加工,φ22+0.05+0mm内孔质量就能得到保证。另外,由于φ20mm内孔、M32×1.5-7H孔的螺纹与φ22+0.05+0mm内孔是同一基准加工而成,所以同轴度也得到了保证。然后两部分再焊接在一起(见图7),加工其余孔以及与缸筒焊接的坡口(见图8)[2]。
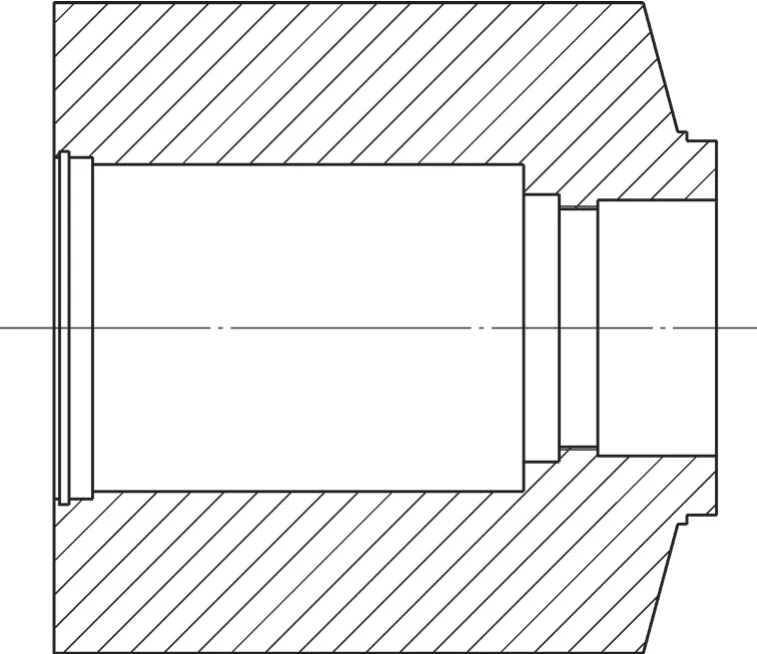
图5 分开的缸底左部分

图6 分开的缸底右部分
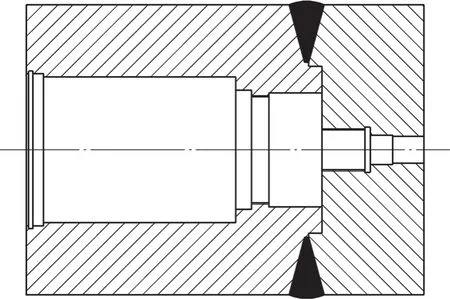
图7 焊接后的推移缸底
φ22+0.05+0mm密封孔提前加工,因为分体的内孔长度较短,所以密封孔的表面质量能得到保证。虽然引线孔位置在焊缝处,但传感器的密封圈(φ22+0.05+0mm处)已经密封住了,而引线孔处又不过液,漏液情况得到了很好的解决;引线孔处的焊缝比后续的缸筒、缸底焊接的焊缝深且宽,经现场每根的打压试验以及几个批次的矿井使用证明,虽然该焊缝处钻有引线孔,但不影响焊缝的强度[3]。
4 注意事项
1)除了轴向内孔外,缸底上其余孔要在焊接后加工,以保证两部分缸底焊接时不用核对方向。
2)缸底左右两部分在焊接前,外圆最好留有加工余量,以便焊接后以内孔为基准精加工外圆,从而保证内孔、外圆和坡口同轴。
3)无论产品结构如何改变,都不能改变整个缸底的使用性能,这是最关键的一点。
5 结束语
在保证推移千斤顶使用性能的前提下,通过改变推移缸底的产品结构,采用组焊式分体结构,焊前加工两端内孔的方法,来保证缸底的加工性能,解决了推移缸底长度较大、内孔难加工的问题,为类似工件的结构设计提供了借鉴。
