基于华中数控系统车削椭圆的宏程序编程探究
2023-03-15辜文娟
辜文娟
(江西省商务学校,江西 南昌 330038)
现如今CAD/CAM 技术已被广泛应用于数控加工中,可以解决非圆曲线手工编程的困难,然而在实际加工中自动编程也具有一定局限性,如CAD/CAM 技术所生成程序段较多、加工中出现走空刀现象、生产效率不高等。宏程序具有编写速度快、占内存小、可读性高等特点,被广泛应用于非圆曲线加工中。本文将从椭圆曲线数学表达式开始,阐述如何运用宏程序编制椭圆曲面轮廓,并梳理编程思路,为今后编制其他非圆曲线程序,如双曲线、抛物线等曲线打下坚实基础[1]。
1 椭圆基础知识
平面内到两个定点的距离之和等于常数的点的轨迹叫做椭圆,这两个定点叫做椭圆的焦点,两焦点间的距离叫做椭圆的焦距[2],如图1 所示。
图1 椭圆
椭圆的标准公式为:
式(1)中:a为椭圆的长半轴;b为椭圆的短半轴。
在数控车坐标系中,椭圆轮廓横向轴为Z,纵向轴为X,对应数控车的加工轴可得椭圆标准方程为:
根据华中数控宏程序编程可知X值表达式为X=b*SQRT[1-Z*Z/a*a]。
2 椭圆宏程序编程实例
2.1 椭圆圆心在Z 轴上的凸椭圆宏程序编程
设Z为变量#1,根据标准方程可得#2 变量,运用直线插补拟合椭圆轮廓完成椭圆的加工[4]。对于凹凸轮廓,许多数控编程人员会采用仿形加工G73 指令来实现粗精加工,而运用G73 循环指令在加工中会出现空刀现象,严重影响了加工效率。实例中则运用G71 加工循环指令完成零件的粗精加工,可有效避免出现空刀现象。根据以上加工思路宏程序编制如下:
O0001 程序名
G95G97S500M03 预定义粗加工参数
T0101F0.2 定义粗加工刀具及
切削速度
G00X52Z2 定位至循环起点
G71U2R0.5P10Q20X0.5Z0.05 定义粗加工参数
G95G97S800M03 预定义精加工参数
T0101F0.08 定义精加工刀具及
切削速度
N10 G00 X0
G01 Z0
#1=40 设定Z 初始值
WHILE[#1]GE0 循环条件
#2=20*SQRT[1-#1*#1/40*40] X 表达式
G01 X[2*#2]Z[#1-40] 直线插补
#1=#1-0.5 Z 变量自减
ENDW 循环结语
N20G01X40 Z-72 N10—N20 间的程
序为精加工轨迹
G00X100Z100 刀具运动至换刀点
M05 主轴停转
M30 程序停止
凸椭圆实例如图2 所示。
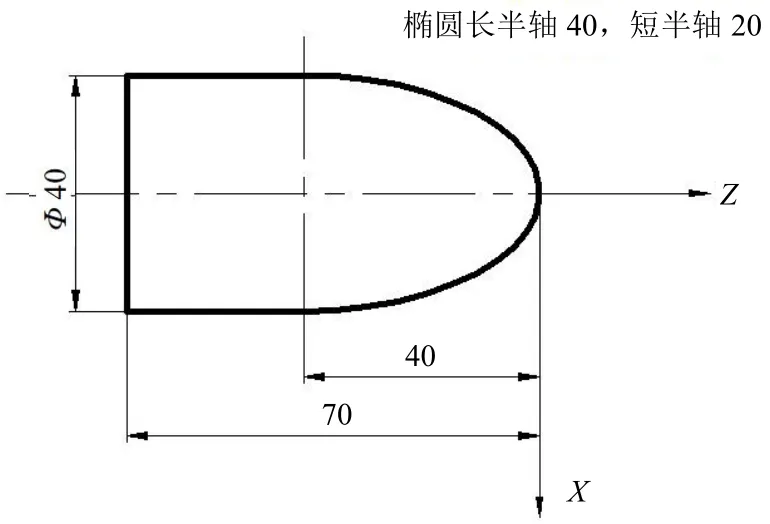
图2 凸椭圆实例(单位:mm)
2.2 椭圆圆心不在Z 轴上的凸椭圆编程
当椭圆圆心偏离Z轴,椭圆零件中直径尺寸将会改变,从图上可知直径尺寸是两个凸椭圆中心距与椭圆表达式中X值的两倍之和。
凸椭圆中心偏移Z轴编程实例如图3 所示,#1 起始值为35,#1 的终止值为0,根据上述可知直线插补X为10+2*#2,Z为#1-35。加工程序如下:
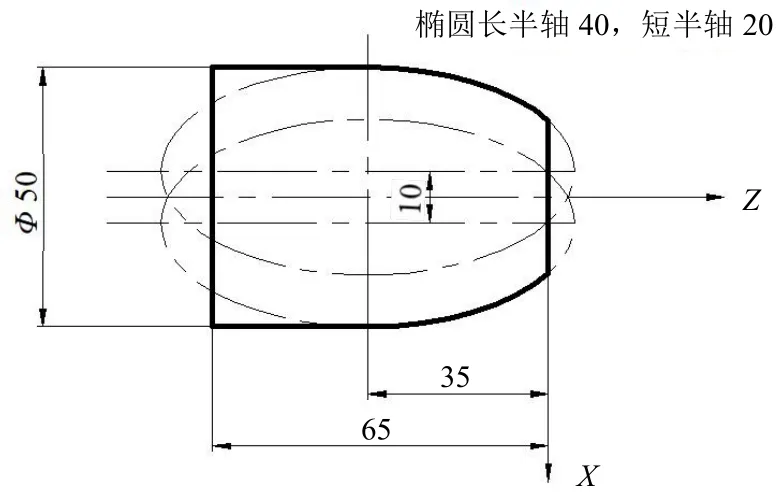
图3 凸椭圆中心偏移Z 轴编程实例(单位:mm)
O0002 程序名
G95G97S500M03 预定义粗加工参数
T0101F0.2 定义粗加工刀具及
切削速度
G00X62Z2 定位至循环起点
G71U2R0.5P10Q20X0.5Z0.05 定义粗加工参数
G95G97S800M03 预定义精加工参数
T0101F0.08 定义精加工刀具
及切削速度
N10 G00 X0
G01 Z0
G01 X29.36
#1=35 设定Z 起始值
WHILE[#1]GE0 循环条件
#2=20*SQRT[1-#1*#1/40*40] X 值数学表达式
G01 X[10+2*#2]Z[#1-35] 直线插补
#1=#1-0.5 Z 值变量自加
ENDW 循环结语
N20G01X50 Z-70 N10—N20 间的程
序为精加工轨迹
G00X100Z100 刀具运动至换刀点
M05 主轴停转
M30 程序停止
2.3 椭圆圆心不在Z 轴上的凹椭圆编程
对于椭圆圆心不在Z轴上的凹椭圆编程,X值为两椭圆中心距与椭圆表达式X值乘以2 的差值,对于椭圆Z值的起始值需要代入数学表达式进行计算。
凹椭圆编程实例从图4 可知,两个椭圆中心距为45 mm,根据计算可得Z值的起始值为14.3,终止值为-14.3,椭圆直线拟合X坐标为45-2*#2,Z坐标为#1-25,编程程序如下:
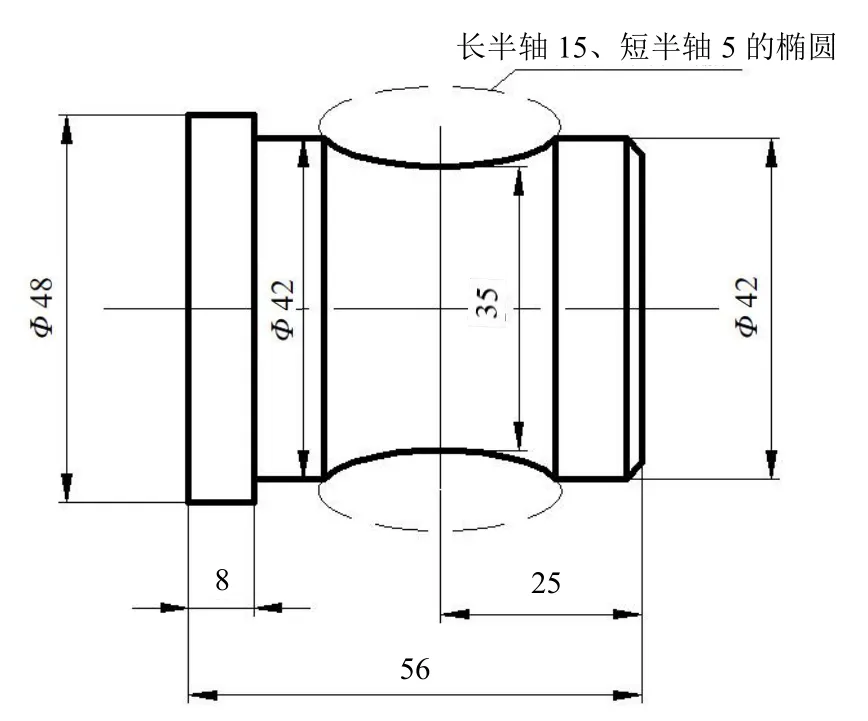
图4 凹椭圆编程实例(单位:mm)
O0003 程序名
G95G97S500M03 预定义粗加工参数
T0101F0.2 定义粗加工刀具及
切削速度
G00X55Z2 定位至循环起点
G71U2R0.5P10Q20X0.5Z0.05 定义粗加工参数
G95G97S800M03 预定义精加工参数
T0101F0.08 定义精加工刀具及切
削速度
N10 G00 X0
G01 Z0
G01 X38
G01 X42 Z-2
G01 Z-10.7
#1=14.3 设定Z 起始值
WHILE[#1]GE[-14.3] 循环条件
#2=5*SQRT[1-#1*#1/15*15] X 表达式
G01 X[45-2*#2]Z[#1-25] 直线插补
#1=#1-0.5 变量自减
ENDW 循环结语
G01 X42 Z-48
G01 X48
N20 Z-58 N10—N20 间的程
序为精加工轨迹
G00X100Z100 刀具运动至换刀点
M05 主轴停转
M30 程序停止
3 结语
本文介绍了基于华中数控车宏程序编程椭圆的方法,并运用G71 指令完成椭圆的粗、精加工。对于不同位置的椭圆进行举例分析,由浅入深梳理编程规律,阐述了运用椭圆标准公式的编程方法,探索椭圆宏程序的编程思路,为数控编程人员今后编制其他非圆曲线提供了一定的参考与借鉴。
