一种框架类测角装置内环组件静平衡调试方法
2023-03-15马军伟刘娜娜程四化
马军伟,刘娜娜,程四化,张 琪
(西安北方光电科技防务有限公司,陕西 西安 710043)
0 引言
导引头的主要功能是完成对目标的搜索、捕获与跟踪,为保证导引头的测量和跟踪精度,要求稳定平台对弹体的扰动具有很好的隔离作用,隔离度的高低由导引头位置标定系统的性能决定,而位置标定系统属于一种框架类测角装置,其平衡调试一直以来是研究的重点。
自电子信息技术发展以来,尤其是各类传感器的产生,许多传统的工具被电子产品所替代,特别是压力传感器[1],因其能够实现计算方便、量度精确等特点,广泛应用于各领域,特别是军品领域已逐渐涉及。
本文针对某型导引头位置标定系统内环组件静平衡的调试,设计了一款静平衡测量装置,方案采用HX711[2],其内部集成24 位A/D 模块并具有放大电路,可以处理接收到的小信号,该测试仪精度可达到0.01 g,满足产品调试需求。
1 导引头及其传统调平衡方法
导引头位置标定系统内外环组件静平衡的精度直接决定产品框架角、隔离度、灵敏度、跟踪角速度等技术指标,从而影响导弹的制导精度。一直以来产品内环组件静平衡调试采用传统的平衡刀架实现静平衡调试,调试精度与调试效率较低。
某导引头主要由位置标定系统、信号处理系统、总体相关部件等组成,安装于导弹最前端,用于搜索、捕获和跟踪目标,实时为导弹提供制导信息,控制导弹飞向目标,直至命中目标。
该型产品位置标定系统内环组件是一种框架类测角装置,传统调试方法是将产品直接放置于调平衡刀架上进行调试(调试步骤此处不予赘述),调试过程完全依赖人为经验,一般情况下至少需要调整配重块5~6 次才能将产品单方向调试平衡,而此时的平衡度无法验证,目前也是依赖人为经验,根据肉眼观察鉴定产品是否平衡,个体差异性较大,对工人的依赖程度较高,且不便于修正,返工、返修率较高,调试效率、精度较低,调试示意如图1 所示。调试流程如图2 所示。
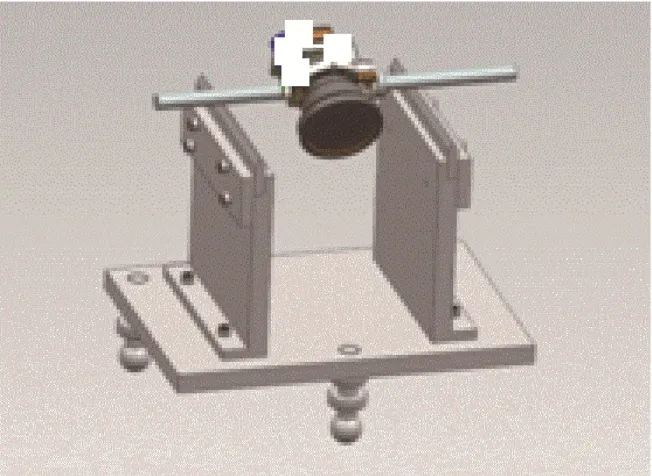
图1 传统调试方法示意

图2 传统方法调平衡流程图
经统计,传统调试方法调试一具产品平均耗时20 min,且反复拆卸配重块对产品外观有一定磨损,同时延长了产品生产装配周期。
2 测试仪实现平衡调试
压力传感器能够感受微小的压力信号,并能按照一定规律将压力信号转化成可用的电信号,本文利用压力传感器的优势设计并制作了一款静平衡测量仪,一次计算即可准确得出某型导引头位置标定系统内环组件在调平衡的过程中需要增减配重块的重量及对应厚度,提高调试效率和精度。
2.1 设计原理及系统组成
本设计主要由以下四部分组成:压力传感器、A/D 转换电路、单片机、液晶显示,总体设计如图3 所示。

图3 总体设计图
方案中采用的是模数转换器HX711,其内部集成24位A/D 模块并具有放大电路,可以处理接收到的小信号,提高测试精度。在实际测试过程中,为保证测试数据的准确性,对测试数据进行均值化处理,最后根据产品的验收规范进行验证。
利用压力传感器采集因压力变化产生的电压信号,经过电压放大、滤波电路,然后再经过模数转换器转换为数字信号,单片机对数字信号进行相应的处理后得出所测产品的重量,最后通过液晶显示显示出来。
本设计采用HX711 来实现模拟量到数字量的转换,HX711 是一款24 位A/D 转换器芯片[3],如图4 所示。该芯片集成了包括片内时钟振荡器、稳压电源等外围电路,具有集成度高、抗干扰能力强、响应速度快等优点,设计精度可达到0.01 g,满足本产品调试所需要的精度。

图4 A/D 转换模块
HX711 模块A 通道带有128 倍的信号增益,可以将5 mV 的电压放大128 倍,输出24 位的A/D 转化值,以多位数据的串口传输形式输送给单片机。
在本设计中,采用TFT 触控屏作为显示以及输入设备[4]。该部分在显示重量之外,还作为人机交互的接口来操作该设备,结构如图5 所示。

图5 液晶接口
2.2 调试方法
为实现导引头位置标定系统内环组件静平衡的调试[5],首先对产品内环组件的调试方法进行研究,分析可得其内环组件调试过程类似杠杆原理,保证达到平衡,关系到产品内环组件两端施加的力与力臂[6],而影响力矩大小的因素有作用力的大小、方向和作用点。有关系式:
式中:M为力矩,单位为N·m;F为外力,单位为N;L为力臂,单位为m;α为力臂与外力的夹角。
利用式(1)即可求出力矩大小,从而确定所加配重块的位置。本文研究的产品是单框架类测角装置,两端距离中心位置力臂不同,根据产品验收规范要求,需要调试力臂较长的一端,即在此端增减配重块,要实现两端平衡,需保证sinα=1,本文研究的产品所添加的配重块的厚度是标准规格(标准厚度和重量),如图6 所示。

图6 配重块示意图
由于所使用的配重块是标准规格,因此可以准确确定力矩的大小,而确定力矩的大小后,即可找到达到平衡点所需配重块的重量和相应厚度,理想状态下即可找到一关于实际测量值与配重块之间关系的常量K值,该常量即可作为调试过程的参考依据,对于待调试的产品实现一次计算即可确定所需配重块的重量,从而将产品调试平衡。
具体实现过程:产品放置于平衡刀架上,并将测试仪放置于平衡刀架正中间位置,该测试仪内部组成和工作原理上文已阐述,测试仪高度是根据平衡刀架的高度所确定的一固定值,即保证被测产品与测试仪两者夹角最小,如此所测平衡度更精确,而根据产品固有状态,能够保证被测产品与测试仪夹角最小,实现本设计所需的调试目标。将待调试产品放置于平衡刀架上,由于产品两端的不平衡,其一端将压在测试仪上,如图7 所示。
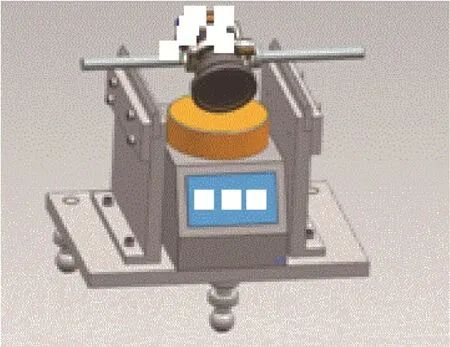
图7 测试仪调试示意
此时,测试仪通过其内部压力传感器,模数转换后,液晶显示屏会显示一重量值,精度可达到0.01 g,记录该值,然后利用传统调试方法给产品增加配重块,直至将产品调试平衡,并将最终产品调试平衡后所加的配重块重量与厚度做记录。通过大量数据的统计与计算,找到产品首次测试值与最终调试达到平衡所需配重块重量两者之间的关系,理想状态下,两者之间存在一线性关系[7],本文随机抽取1 具产品的10 组测试数据,记录测量值如表1 所示。
在实际测试过程中,第8 组与第9 组数据产品方向发生变化,因此在实际测试中,增加重量为0.23 g、厚度为5 丝的配重块(最小配重)。经实际测试,达到平衡,即对于该具产品,首次测量值为7.06 g,最终达到平衡后所需配重块重量为3.46 g,厚度为0.75 mm。由表1 可得,测量值高,则所需要的配重块重量也重,相应的配重块厚度也高,呈线性关系(不考虑误差)。根据上述数据,绘制三者数据趋势图,如图8 所示,其中横坐标表示配重块厚度,单位为mm;纵坐标表示配重块重量,单位为g。
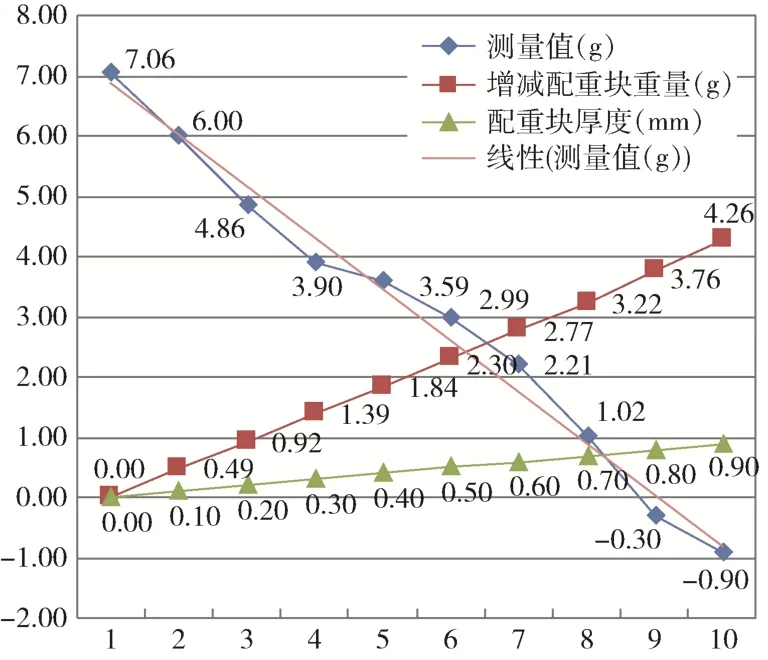
图8 实测数据趋势图

表1 测量值与对应配重块重量及厚度值
利用上述方法,随机选取该型产品30 具,用同样的方法进行调试,并记录每具产品达到平衡时所需要配重块的重量,将此时的数据进行统计,使用最小二乘法拟合[8],公式为:
式中:xi为产品达到平衡时配重块重量,单位为g;yi为产品首次测试所得值,单位为g。从而求出,k=2.059,b=-0.182,即Y=2.059x-0.182。
将上述关系式进行转换[9],可得:
式中:k为常量2.059;y为测试仪首次测量值(未加配重块),单位为g;x为所需配重块重量,单位为g;b为常量0.182。
根据转换公式(4),即可实现一次计算得到产品在静平衡调试过程中所需配重块的重量,而其配重块厚度是标准值,与其配重质量一一对应,固配重块厚度的研究,此处不予赘述,利用本文所设计的测试仪调试产品内环组件静平衡,实现流程如图9 所示。
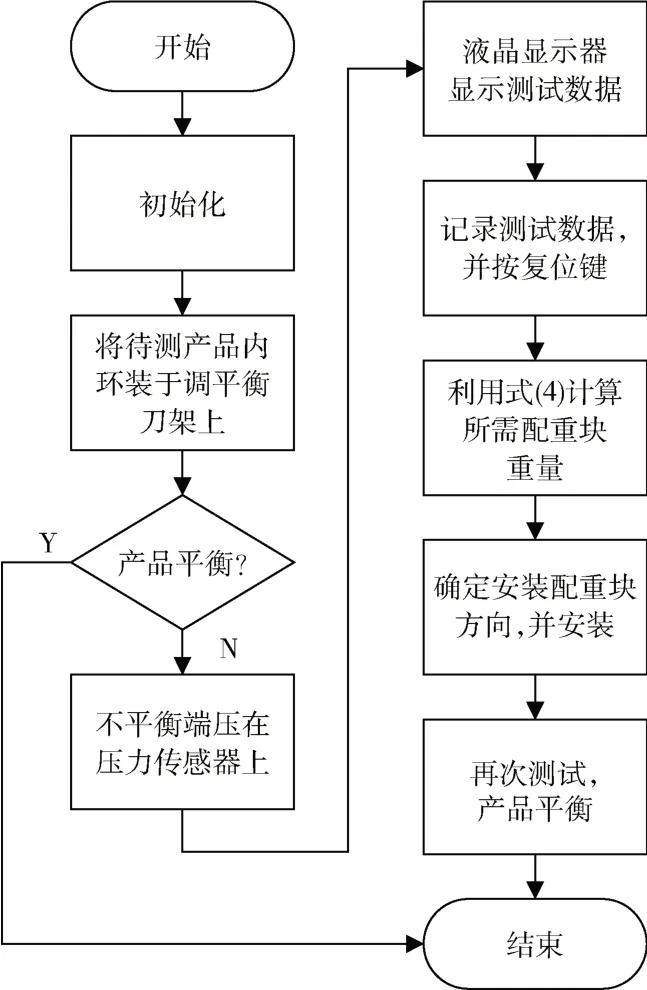
图9 测试仪调平衡流程图
利用该测试仪在调试过程中可以将内环组件实际压力值直接显示在测试仪液晶显示屏上,而此时所测的值显示为重量,是通过压力传感器将电压信号的变化转换为重量显示出来,通过大量实测数据的分析,得到一固定的比例关系,实现一次测量、计算即可准确得到所需配重块重量。与传统调试方法比较,该方法显著提高产品调试精度[10]与调试效率,该关系式也可以通过作图法、逐差法实现。
2.3 调试方法验证
为验证上述调试方法的有效性,随机选取50 具产品,分3 组,每组分别为20 具、20 具、10 具,对应x1、x2、x3、y1、y2、y3进行验证,按照式(4)对产品进行调试[11]。在保证产品调试平衡的前提下,测试结果如图10、图11 所示,其中横坐标表示测试产品数量,单位为个;纵坐标表示配重块重量,单位为g。

图10 首次测量y 值结果统计图

图11 所需配重x 值结果统计图
由图10、图11 可见,产品首次测试值y1、y2、y3与对应配重块重量x1、x2、x3符 合关系,其中常数b=0.182,k=2.059。利用该调平衡方法,实现产品平衡调试,解决了产品调试效率低的瓶颈问题,为导引头位置标定系统内环组件的批量生产提供了技术[12]方法。
2.4 调试方法的应用
本文所研究的导引头位置标定系统内环组件静平衡的调试一直以来依靠人为经验进行调试,调试精度、效率较低,采用本调试方法后,调试效率显著提高,对所调试产品,装配于整弹上进行外场靶试,产品命中率达到90%以上。
在目前的生产装调过程中,采用该测试仪调试产品,极大地提高了生产装调效率[13],调试精度显著提高。基于上述效果,将该方法应用于本公司生产的其他导引头位置标定系统内环组件的调试上,都取得了良好的装调效果,后期决定将该方法推广应用于同类产品的调试过程中,以提高产品质量和生产装调效率。
3 经济效益与社会效益
该操作法是一种全新的调校方法,通过实践应用,在经济效益和提高工作效率方面都取得了显著效果,节约了大量的生产费用,降低了生产成本。在提高工作效率方面,利用传统调试方法一具产品调试至少需要5~6 次试验,平均耗时20 min,采用该调试方法后,调试一具产品耗时4 min,效率提高了5 倍,同时采用电子设备调试,降低了操作工人的工作强度[14],并且降低了员工的技能等级要求,减少了产品在生产装配过程中的返工、返修,为企业节约了大量的成本,具有较高的经济效益与社会效益。
4 结论
本文分析了某导引头位置标定系统内环组件静平衡调试方法,得到以下结论:
(1)研究了某型导引头位置标定系统内环组件传统的静平衡调试方法,分析弊端后,提出采用压力传感器设计了一款静平衡测试仪,该测试仪精度可达到0.01 g,满足产品调试需求。
(2)通过实际调试数据,分析出该型产品位置标定系统内环组件静平衡调试的方法,并形成一关系式,即Y=2.059x-0.182,x为所需配重块重量,单位为g;y为测试仪首次测量值(未加配重块),单位为g;实现一次计算即可将产品调试平衡。
(3)采用本调试方法,实现了产品位置标定系统内环组件静平衡调试由人工向数字化的初步转变[15],解决了调试过程中瓶颈问题,提高了生产装调效率,适用于框架类测角装置平衡的调试。随着电子技术的进步,可选用其他敏感传感器进一步提高测量精度。
以上结论可为导引头位置标定系统和弹体总体装调工作提供相关理论支撑和参考。
