基于3D打印TPU材料的硫氯分析仪电解池保护套的设计应用
2023-03-14王琛周徵艺张晨赟
王琛,周徵艺,张晨赟
(南京林业大学家居与工业设计学院,南京 210037)
随着增材制造技术的发展,3D打印耗材已不局限于刚性材料,柔性材料被逐渐应用于各行各业,如热塑性聚氨酯(TPU)已成为常用的柔性3D打印耗材之一[1]。TPU具有极佳的柔韧性和回弹性、良好的耐水解性以及高紫外线稳定性,通过与熔融沉积3D打印制造工艺的结合,TPU被广泛应用于对柔韧性、回弹性和易加工属性有较高要求的生产领域,特别适用于制造各类缓冲元件、医疗护具、保护套等定制类柔性产品。
硫氯分析仪(见图1)是应用微库仑滴定原理,由零平衡工作方式设计的库仑放大器、电解池和适宜的电解液组成的一种闭环负反馈系统[2]。具有性能可靠、操作简易、稳定性好、便于安装等特点,常用于石油化工产品中微量硫、氯、氮等元素的分析[3]。电解池是硫氯分析仪的核心部件,也是微库仑滴定反应的心脏[4]。它起着将试样裂解产生的被测物质和电解液中的滴定剂发生反应的作用,由池盖、池体和电极等部分组成[5]。

图1 硫氯分析仪
考虑到电解池中的内部元件、池体内壁及进气管道的清洁程度直接影响了电解池的作用效果[6]。为了保证测量数据的精准性,在日常维护中需要定期对电解池进行拆解清洗。电解池由高硼硅玻璃制成,质地较脆,在拆解、清洗和安装的过程中容易发生磕碰、跌落和倾倒等现象,从而导致电解池的碎裂和破坏,增加了维护成本[7]。为了解决电解池在拆解清洗过程中的防碎与保护问题,笔者设计了硫氯分析仪电解池保护套,其通过熔融沉积3D打印工艺,使用TPU柔性材料制作成型。然后应用SolidWorks simulation有限元模块,以电解池的跌落工况为例,模拟了水平、竖直、倾斜45°等3种跌落工况,对各跌落工况下有保护套和无保护套电解池池体的极限应力进行对比。结果表明,基于3D打印TPU材料的电解池保护套有效降低了电解池池体在各跌落工况下的极限应力,保护了电解池的结构,减少了其在拆解清洗过程中碎裂和破坏的风险。
1 仿真模型建立
1.1 电解池池体模型建立
在池盖、池体、电极等电解池零部件中,由于池体处于电解池与外界(台面、仪器壳体等)产生接触与碰撞最多的部分,最容易发生破坏,且池体是电解池中体积最大的零件,实现对池体的保护即实现了对电解池的保护,因此主要对电解池的池体进行三维建模、跌落仿真和保护套设计[8]。笔者使用SolidWorks软件对池体进行三维建模,通过游标卡尺等测量工具对池体尺寸进行测量,在精确复制池体形态和定义池体尺寸的前提下,对池体的细节部分进行简化,包括删去了池体各开口端面2 mm以下的圆角和倒角等细节特征,有利于实现池体的网格划分。SolidWorks软件建立的池体三维模型如图2所示,池体主要包括反应室、左侧臂管、右侧臂管、进气管、连接管、底座等结构。

图2 电解池池体三维模型
1.2 保护套模型设计
对电解池与外界产生接触与碰撞最多的面轮廓外边缘进行保护套设计,设计时遵循以下原则:首先,保护套对电解池池盖与电极等零件的安装与拆解过程不发生干涉、不产生干扰;其次,保护套既要实现对池体结构的保护,又不能遮挡或影响实验进程中对滴定反应、电解液变化、电极变化和转子运动状态等重点要素的观察[9];最后,保护套既要易于拆解,又要能够实现接近于固定状态的安装,不能有过大的松动或位移空间。基于上述设计原则,笔者采用分区域设计的方法,对左侧臂管、右侧臂管、进气管和底座等结构进行保护套设计,保护套基本包络了各结构的面轮廓外边缘,实现了贴合保护效果。
SolidWorks软件设计的保护套三维模型如图3所示,保护套主要包括左侧臂管保护套、右侧臂管保护套、进气管保护套(横向)、进气管保护套(竖向)、底座保护套等部分。如图4所示,左、右侧臂管保护套结构相同、互为对称,厚度均为2 mm。左、右侧臂管保护套上半部分的包络面不完全闭合,开设有1 mm宽的安装缝,扒开安装缝后,保护套可以顺利套合在左、右侧臂管上,并通过TPU材料的张力实现紧固贴合。保护套上半部分包络面的底部开设有定位槽,用于卡合在池体连接管(左、右侧臂管与反应室的连接管)上,实现定位。左、右侧臂管保护套下半部分为180°的包络面,避免遮挡或影响实验进程中对左、右侧臂管中滴定反应、电解液变化、电极变化等重点要素的观察。如图5和图6所示,进气管保护套(横向)安装在进气管横向结构的外侧,进气管保护套(竖向)安装在进气管竖向结构的外侧。横向、竖向进气管保护套厚度均为2 mm,其包络面不完全闭合,开设有1 mm宽的安装缝,扒开安装缝后,保护套可以顺利套合在相应结构上,并通过TPU材料的张力实现紧固贴合。进气管保护套(横向)底部侧壁开设有定位槽,用于卡合在池体连接管(进气管与反应室的连接管)上,实现定位。如图7所示,底座保护套厚度为2 mm,其内壁轮廓尺寸与池体底座尺寸一致,直接套合在池体底座上。

图3 保护套三维模型

图4 左、右侧臂管保护套结构及尺寸
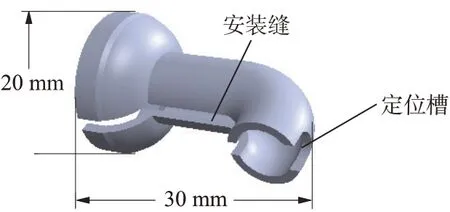
图5 进气管保护套(横向)结构及尺寸

图6 进气管保护套(竖向)结构及尺寸

图7 底座保护套结构及尺寸
1.3 网格划分
SolidWorks simulation中有3种网格划分方式,分别为:标准划分、曲率划分和混合曲率划分[10]。其中,标准划分方式采用线性四面体作为基本单元,适合创建大小均匀、结构对称的简单网格,当模型具有较小的特征结构或异形曲面时,标准划分方式不适用[11];曲率划分方式采用可变大小的四面体作为基本单元,使其在处理较小的特征结构或异形曲面时更加灵活,网格划分范围更广,且效率较高[12];混合曲率划分方式采用抛物线四面体作为基本单元,可以生成比标准和曲率划分方式品质更高的网格,但是其网格划分时间较长,速度较慢[13]。对于电解池池体结构,由于其在主要连接部位有异形曲面的过渡,因此选用曲率划分方式进行网格划分,网格划分精细度选择适中。网格化后的模型生成单元数14 023,节点数12 386,自由度数36 028,电解池池体和保护套装配体网格划分结果如图8所示。
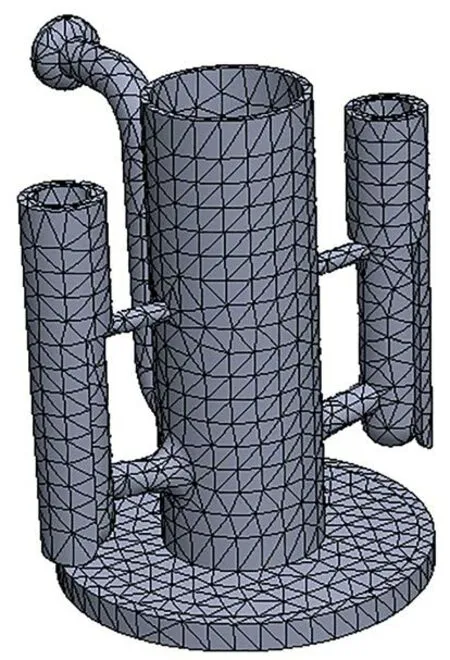
图8 电解池池体和保护套装配体网格划分
1.4 设定材料与接触定义
笔者分析的电解池池体材料为高硼硅玻璃,保护套材料为3D打印用TPU材料。由于SolidWorks simulation默认材料库中没有以上产品构成材料,经查找文献并参考实际打印用TPU材料(硬度98 A,东莞以祥三维科技有限公司)的出厂信息找到上述材料的各项性能参数(见表1)进行设定。此外,设置TPU材料为各向同性,对由熔融沉积3D打印工艺造成的TPU模型结构各向异性问题,由于其对仿真结果影响较小,故不做探讨。对电解池池体和保护套接触类型进行定义时,参照电解池池体和保护套装配体的实际接触情况,分别选择左侧臂管、右侧臂管、进气管和底座中与池体表面接触的对应面组,设置各面组的接触方式为无穿透。

表1 材料性能参数表
1.5 跌落姿态
以电解池池体的跌落工况为例,电解池池体在拆解、清洗的转运过程中可能会以不同的姿态发生跌落,依据电解池池体与台面之间的角度,可分为横向跌落、竖向跌落和斜向跌落,因此笔者模拟了水平、竖直、倾斜45°等3种常见的跌落工况,跌落高度设置为距离工作台面100 mm,各跌落工况的示意图如图9所示。
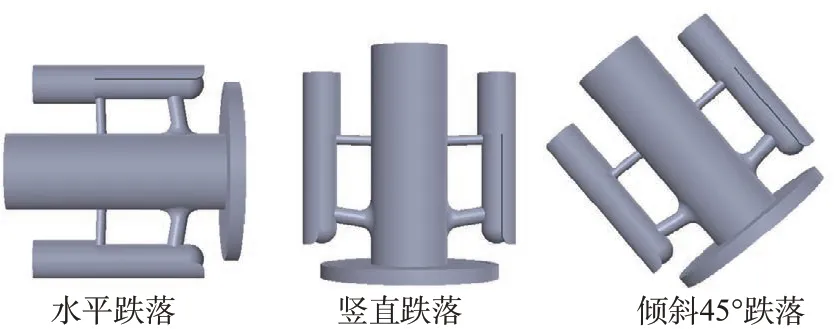
图9 跌落工况示意图
2 结果与分析
2.1 水平跌落工况仿真对比
图10和图11分别为水平跌落工况下无保护套和有保护套电解池池体应力云图。从图10和图11可见,100 mm高度水平跌落工况下,无保护套电解池参考电极所在的左侧臂管与台面接触处发生了应力集中现象,应力最大处为左侧臂管上的7 129号单元,该单元的应力-时间曲线见图12;有保护套电解池左侧臂管与反应室相接的连接管根部发生了应力集中现象,应力最大处为连接管上的3 735号单元,该单元的应力-时间曲线见图12。从图12最大应力点应力-时间曲线中可见,7 129号单元的最大应力出现在85.23 μs,最大应力值为92.651 MPa,3 735号单元的最大应力出现在85.68 μs,最大应力值为40.775 MPa。安装有保护套的电解池池体在水平跌落工况下,比没有安装保护套的电解池池体的最大应力值下降了55.99%,且电解池池体的最大应力值低于材料的屈服强度70 MPa。因此,在水平跌落工况下,基于3D打印TPU材料的电解池保护套有效地降低了电解池池体的极限应力,保护了电解池结构,减少了其碎裂和破坏的风险。

图10 水平跌落工况下无保护套电解池池体应力云图

图11 水平跌落工况下有保护套电解池池体应力云图
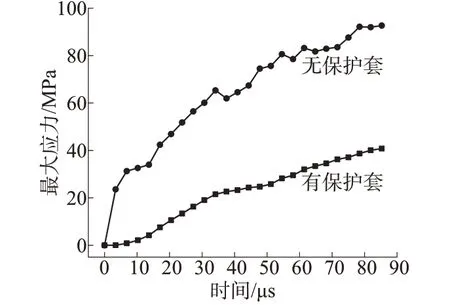
图12 水平跌落工况的最大应力点应力-时间曲线
2.2 竖直跌落工况仿真对比
图13和图14分别为竖直跌落工况下无保护套和有保护套电解池池体应力云图。从图13和图14可见,100 mm高度竖直跌落工况下,无保护套电解池进气管与反应室连接处发生了应力集中现象,应力最大处为进气管上的10 132号单元,该单元的应力-时间曲线见图15;有保护套电解池右侧臂管(接电解阴极)与反应室相接的连接管根部发生了应力集中现象,应力最大处为连接管上的6 396号单元,该单元的应力-时间曲线见图15。从图15最大应力点应力-时间曲线中可见,10 132号单元的最大应力出现在43.58 μs,最大应力值为91.532 MPa,6 396号单元的最大应力出现在78.62 μs,最大应力值为66.476 MPa。安装有保护套的电解池池体在竖直跌落工况下,比没有安装保护套的电解池池体的最大应力值下降了27.38%,且电解池池体的最大应力值低于材料的屈服强度70 MPa。因此,在竖直跌落工况下,基于3D打印TPU材料的电解池保护套有效地降低了电解池池体的极限应力,保护了电解池结构,减少了其碎裂和破坏的风险。

图13 竖直跌落工况下无保护套电解池池体应力云图

图14 竖直跌落工况下有保护套电解池池体应力云图

图15 竖直跌落工况的最大应力点应力-时间曲线
2.3 倾斜45°跌落工况仿真对比
图16和图17分别为倾斜45°跌落工况下无保护套和有保护套电解池池体应力云图。从图16和图17可见,100 mm高度倾斜45°跌落工况下,无保护套电解池底座与台面接触处发生了应力集中现象,应力最大处为底座上的112号单元,该单元的应力-时间曲线见图18;有保护套电解池右侧臂管(接电解阴极)与反应室相接的连接管根部发生了应力集中现象,应力最大处为连接管上的6 412号单元,该单元的应力-时间曲线见图18。从图18最大应力点应力-时间曲线中可见,112号单元的最大应力出现在79.13 μs,最大应力值为111.120 MPa,6 412号单元的最大应力出现在85.36 μs,最大应力值为30.345 MPa。安装有保护套的电解池池体在倾斜45°跌落工况下,比没有安装保护套的电解池池体的最大应力值下降了72.69%,且电解池池体的最大应力值低于材料的屈服强度70 MPa。因此,在倾斜45°跌落工况下,基于3D打印TPU材料的电解池保护套有效的降低了电解池池体的极限应力,保护了电解池结构,减少了其碎裂和破坏的风险。
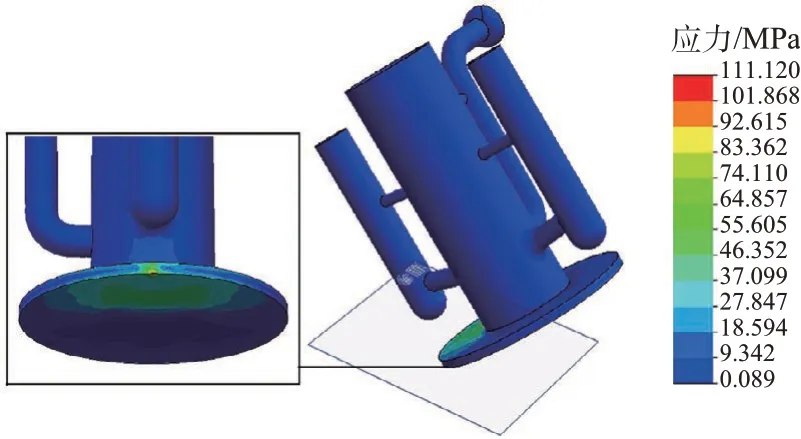
图16 倾斜45°跌落工况下无保护套电解池池体应力云图

图17 倾斜45°跌落工况下有保护套电解池池体应力云图

图18 倾斜45°跌落工况的最大应力点应力-时间曲线
3 电解池保护套的3D打印应用
3.1 切片处理过程
将由SolidWorks软件导出的.STL文件导入至Cura软件中进行切片处理。以左侧臂管保护套的切片处理过程为例,初始导入的左侧臂管保护套的弧形侧面与成型平台相接触(如图19所示),此摆放位置容易产生支撑结构,增加了打印时间和成本。因此将三维模型沿X轴(红色轴)方向逆时针旋转90°,使左侧臂管保护套的顶部平面与成型平台相接触(如图20所示),此摆放位置不产生支撑结构,合理地节省了打印时间和成本。
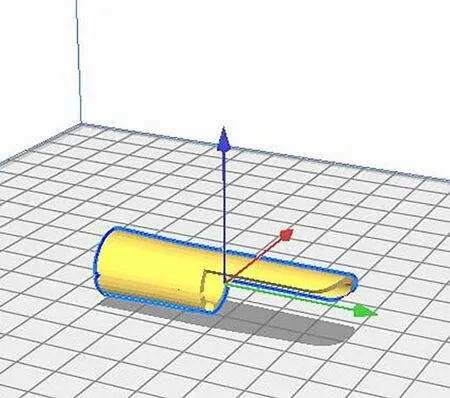
图19 初始摆放位置

图20 调整摆放位置
对打印参数进行设置时,考虑到TPU材料冷却速率较慢,较小的打印速度能使TPU材料冷却时间变长,固化更加完全,从而使得层与层之间获得更好的黏结效果,笔者设置打印速度为30 mm/s[14]。回抽速度对于TPU材料的打印过程也很重要,回抽过程发生在每层打印轨迹的结束端,回抽速度过慢,熔融的丝材会在每层形成堆积并产生拉丝现象,影响了模型的表面质量。由于TPU材料质地柔软,熔融状态下具有较强的流动性,因此需要设置较大的回抽速度,避免其在打印的过程中出现材料堆积和拉丝现象,笔者设置回抽速度为80 mm/s[15]。为使熔融状态下的TPU材料能更加紧固地沉积并黏结在打印平台上,避免打印过程中模型因快速冷却而产生的翘曲问题,热床温度需要调高,笔者设置热床温度为80 ℃[16]。综合考虑打印时间、成本和表面质量等因素,TPU柔性材料的层高不宜过大(导致表面质量较差),也不宜过小(导致打印时间和成本增加),笔者设置打印层高为0.2 mm。其余主要打印参数设置见表2,此参数设置下,各零件打印时间总计为25 min,打印材料消耗总计为52 g,材料成本总计约为3元,其中剥离去除的支撑材料(横向进气管保护套部分)消耗5 g,材料利用率90%。综上分析,3D打印TPU柔性电解池保护套成本低,制造效率高、材料利用率高。

表2 优选打印参数设置表
3.2 3D打印过程
使用TPU柔性丝材(硬度98 A,东莞以祥三维科技有限公司),通过熔融沉积3D打印工艺制造电解池保护套,为了保证打印质量,对保护套各零件分开进行打印。将切片完成的G-code文件分别导入至熔融沉积3D打印机中,TPU柔性材料需要使用近程式挤出机,因为近程式挤出机送丝轮和喉管间的距离较短,能够避免柔软的TPU丝材缠绕堆积,造成堵头现象。远程式挤出机容易出现挤出机驱动齿轮压力过大,导致线材挤出变扁并缠绕,无法挤出成型。此外,由于TPU柔性材料在打印时容易出现翘曲问题,在打印前需要在成型平台上涂一层高黏度胶水,以便模型更好地黏结在成型平台上。最终,打印完成的保护套实物效果如图21所示,装配完成的电解池保护套效果如图22所示,基于3D打印TPU材料的硫氯分析仪电解池保护套表面光滑、无打印缺陷,具有较强的柔韧性、回弹性,有效的保护了磕碰、跌落和倾倒等工况下电解池的主体结构,减少了其碎裂和破坏的风险,且易于拆解和安装,具有较高的应用价值。

图21 保护套实物图

图22 保护套装配图
4 结论
综合运用CAD,CAE和增材制造技术,通过计算机辅助产品设计、仿真分析以及3D打印实体模型,实现了硫氯分析仪电解池保护套的设计与制造。应用SolidWorks simulation有限元模块,以电解池池体的跌落工况为例,模拟了水平、竖直、倾斜45°等3种跌落工况。仿真结果表明,在水平、竖直、倾斜45°跌落工况下,安装有保护套的电解池池体比没有安装保护套的电解池池体的最大应力值分别下降了55.99%,27.38%,72.69%,且各跌落工况下电解池池体的最大应力值均低于材料的屈服强度70 MPa。基于3D打印TPU材料的电解池保护套有效地降低了电解池池体的极限应力,保护了电解池结构,减少了其碎裂和破坏的风险,具有较高的应用价值。
