奥氏体不锈钢低温容器焊接与应变强化工艺的技术创新
2023-03-09徐春华夏海龙张旭平王孝松张东杰
宋 超,徐春华,夏海龙,张旭平,王孝松,张东杰
(山东中车同力钢构有限公司,山东 济南 250101)
随着国内减排、碳达峰、碳中和等应对气候变化政策的推出,践行国家“双碳”目标责任,积极开展绿色低碳科技创新行动,以液氢(LH2)、液化天然气(LNG)、液氮(LN2)、液氧(LO2)、液氩(LAR)和液氦(LHE)[1]为代表的冷冻液化气体得到广泛应用,国民经济的高速发展使得其消费市场快速增加。而高真空绝热双层低温容器作为这些冷冻液化气体的储运载体,其内容器所用材料大都为奥氏体不锈钢制造[2],导致奥氏体不锈钢材料的使用量日益增加,究其原因:一是奥氏体不锈钢的低温韧性好;二是奥氏体不锈钢的具有优秀的耐腐蚀性能[3-4]和力学性能,易于焊接和成型;三是奥氏体不锈钢的屈强比低[5],具有较大的塑性储备及安全余量,可以通过应变强化工艺在室温下拉伸到一定量的塑性变形[6]来提高材料的屈服强度,相应的提高了奥氏体不锈钢材料的许用应力值[7],使其承载能力充分发挥,从而可以降低同等压力下容器的壁厚,在确保容器强度安全的前提下,达到减轻低温容器质量和降低制造成本的目的,同时节约了贵金属的使用量,为绿色制造、节能降耗及减排做出一定的贡献。
奥氏体不锈钢应变强化技术[9-10]在国外应用已有六、七十年的历史,国、内外标准规范尽管规定不尽相同,但都是根据自身国家工业经济的发展和需求制定的适合本国工艺要求和国情的技术规定。不同国家的标准都对容器的型式、盛装介质、容器壁厚、温度、材料的选择、许用应力、强度计算、强化压力、制造和检验均提出了相关的要求,但都要求为单一直径的圆筒体和凸形封头和对焊接工艺评定试板进行预拉伸[11]。为奥氏体不锈钢应变强化技术在低温行业的广泛应用提供了强有力的规范和技术依据。
1 应变强化工艺试验原理
奥氏体不锈钢应变强化技术是通过塑性变形的方式,在材料储备塑性变形允许的范围内,以牺牲材料的一部分塑性为代价来提高材料的屈服强度的工艺力学性能[12]的处理方法。奥氏体不锈钢材料的应力-应变曲线在接近塑性变形时是近似线性的,因此一般以其非比例延伸0.2%对应的流动应力值RP0.2作为材料的屈服强度。
从图1可以看出,由于RP0.2和RM(材料标准抗拉强度下限值)之间有较大的塑性延伸区间,故考虑对材料施加外力,使其应力值超过屈服强度RP0.2并达到强化应力RPS后卸载[13];此时此料将发生一定量的永久变形[14]。对该材料再次加载,当施加的外力对应材料的应力值小于强化应力RPS时,材料将一直处于弹性变形阶段,直到应力值达到并超过强化应力RPS后才会再次进入塑性阶段,即加载路径由原先的O→A→B→C变为D→B→C。此时,强化应力RPS即为奥氏体不锈钢新的屈服强度,与强化前相比,强化后的奥氏体不锈钢屈服强度有了明显提高,并以强化后得到的非比例延伸强度作为低温容器[15]强度校核的基础,进而提高了奥氏体不锈钢相关低温压力容器的设计计算许用应力值,可以有效的降低低温容器壁厚,充分利用奥氏体不锈钢材料较大的屈强比,实现奥氏体不锈钢材料低温绝热容器[15]的轻量化设计,减少容器自重和经济效益的最大化,提高相应的产品在国际贸易中的竞争力。

图1 奥氏体不锈钢应变强化原理Fig.1 The principle of Austenitic stainless steelstrengthening
应变强化容器的设计思路是先设计后强化,即先假定奥氏体不锈钢材料的屈服强度已经达到了强化后的预期强度,选择预期强度为设计时的计算应力,以容器强化前的直径对容器进行强度设计,然后根据计算得出的容器应变强化处理时的强化压力。采用强化处理工艺使容器的总体应力达到或超过预期的强度,并控制圆周的变形量小于理论计算的变形量[17],以此达到提高屈服强度,降低壁厚的目的,强度设计时承受的薄膜应力[18]仍采用薄壳理论按第一强度理论进行设计计算。
本文按照T/CATSI 05001—2018《移动式真空绝热深冷压力容器内容器应变强化技术要求》和GB/T 18442.7—2017《固定式真空绝热深冷压力容器 第7部分:内容器应变强化技术规定》[12]标准的规定,本次应变强化试验的方法采用应力强化法,按规定的许用应力值对容器进行强度校核和强化压力计算。在强化前、强化过程中及强化完成后分别测量筒体的周长,由环向周长变化计算环向应变量。首先试制样品容器进行应变强化工艺性验证,并对试验数据进行详细的分析,然后按照相关标准制造首台高真空低温绝热容器,按验证通过后的应变强化工艺进行强化处理,并对强化后的数据进行分析,并做对比分析。
2 应变强化工艺试验材料、技术参数、方法及实验装置
2.1 应变强化技术容器材料说明及技术参数
本试验容器所采用的的材料奥氏体不锈钢S30408材料具有良好的综合性能,且耐低温性能好,同时低温韧性也是深冷容器选材的一个重要指标,最低可用于沸点为-253 ℃的液氢深冷容器上,此材料在国内外均已成熟运用;但此材料在低温容器下的屈服强度(180~250 MPa)较低,抗拉强度(520~720 MPa)较高。因此,屈服强度和抗拉强度的比值较低,有较大的储备韧性潜能,通过应变强化工艺,使其产生一定量的塑性变形,充分提高其屈服强度到410 MPa,显著发挥奥氏体不锈钢的塑性承载能力,避免材料浪费、减轻容器的整体质量。
本文采用主要的合金元素为C、Gr、Ni[19]的S30408材料,其主要化学成分的质量分数:C小于等于0.08%,Si小于等于0.75%,Mn小于等于0.20%,Cr为18.00%~20.00%,Ni为8.00%~10.50%,其力学性能指标Rp0.2不小于290 MPa,Rm不小于540 MPa且也不大于720 MPa,断后伸长率不小于45%,固溶状态交货。
2.2 应变强化技术容器技术参数
本试验容器的圆筒内直径为1 800 mm,每节的长度不小于1 500 mm,共2节,两边为椭圆封头。设计压力为2.1 MPa,计算压力为2.3 MPa,壳体名义厚度为8 mm,椭圆封头名义厚度为9 mm,设计温度许用应力为273 MPa,强化压力为3.5 MPa。
2.3 试验方法
本文采用常温应变方法,即在室温下向容器内充满氯离子含量小于25×10-6的干净水,通过与容器相连的加压装置,按照一定的升压速率使容器逐渐增压到强化压力,并通过不断增压的方式维持容器内的强化压力不变,以便使容器得到充分的塑性变形。在周长变化率满足标准要求时终止保压,逐步缓慢降压,直至压力降为0。
2.4 应变强化周长测量
周长测量位置选在容器筒节最大变形截面部位,选4个截面,2个筒节中间截面,以及中间环焊缝处截面;测量工具为位移传感器自动测量装置。
2.5 试验装置
容器的应变强化过程需要经历弹性变形和塑性变形两个阶段,特别是在塑性变形阶段,其应变量对压力比较敏感,如果手动操作就比较困难,因此本试验的加压设备采用全自动微机控制系统,主要包括注水系统、加压系统、气压系统和微机控制系统,在应变试验的全过程可以实现全自动打压控制,自动控制应变强化时的压力变化,维持各个所需阶段的设定的压力,且能按设定的压力停止点进行保压,并能自动记录周长变化量和分析环向应变量,且能在试验进行时自动生成压力-时间与位移-时间的关系曲线,使测量精度和工作效率都大大提高;图2为试验装置实物图。

图2 试验装置Fig.2 Test Apparatus
3 应变强化工艺试验过程及实验结果分析
3.1 应变强化工艺试验过程
本试验过程采用2个经校验合格的0~4.0 MPa的机械压力表用于现场观察和一个数显压力变送器用于向控制系统传递压力信号进行打压自动控制,同时在容器的周长测量布置位移传感器实时向控制系统传递周长变化量用于计算周向变化率和钢卷尺同步测量周长变化量,具体测量布置图如图3所示 。

图3 应变强化压力和周长测量布置图Fig.3 Layout of strengthing pressure and perimeter measurement
应变时为了获得容器上各部位稳定的应变值,同时保证样品容器能得到充分的变形应采用逐级加压、缓慢升压的方式。根据T/CATSI 05001—2018《移动式真空绝热深冷压力容器内容器应变强化技术要求》标准的要求,在设计压力之前最大升压速率小于等于0.5 MPa/min,本试验为0.2 MPa/min;设计压力之后升压速率小于等于0.1 MPa/min,本次实验为0.08 MPa/min。当试验达到设计压力2.1 MPa时,表面检查合格后继续缓慢升压至强化压力3.5 MPa;当达到 3.5 MPa 的强化压力时,系统进入保压阶段,此时每隔 5 min记录一次数据,直至保压结束。保压结束后,将压力降至设计压力2.1 MPa时,保压一段时间对容器再进行一次全面的外观检查,并记录此时的周长变化量;之后卸压,并在完全放水后,再记录此时的容器的周长变化量。然后,对各个测量处的数据进行计算处理,分析计算不同位置的周长变化率,找出容器最大的变形截面。将 S1~S4测量数据相应填入应变强化容器周长记录表格,取初始周长最大读数,按周长应变率不超过0.0%/h 计算出最后30 min 内的最大周长应变率,并记录在表格中,具体如表1所示。在试验时通过微机控制系统自动生成压力-时间与位移-时间的关系曲线,具体结果如图4所示。
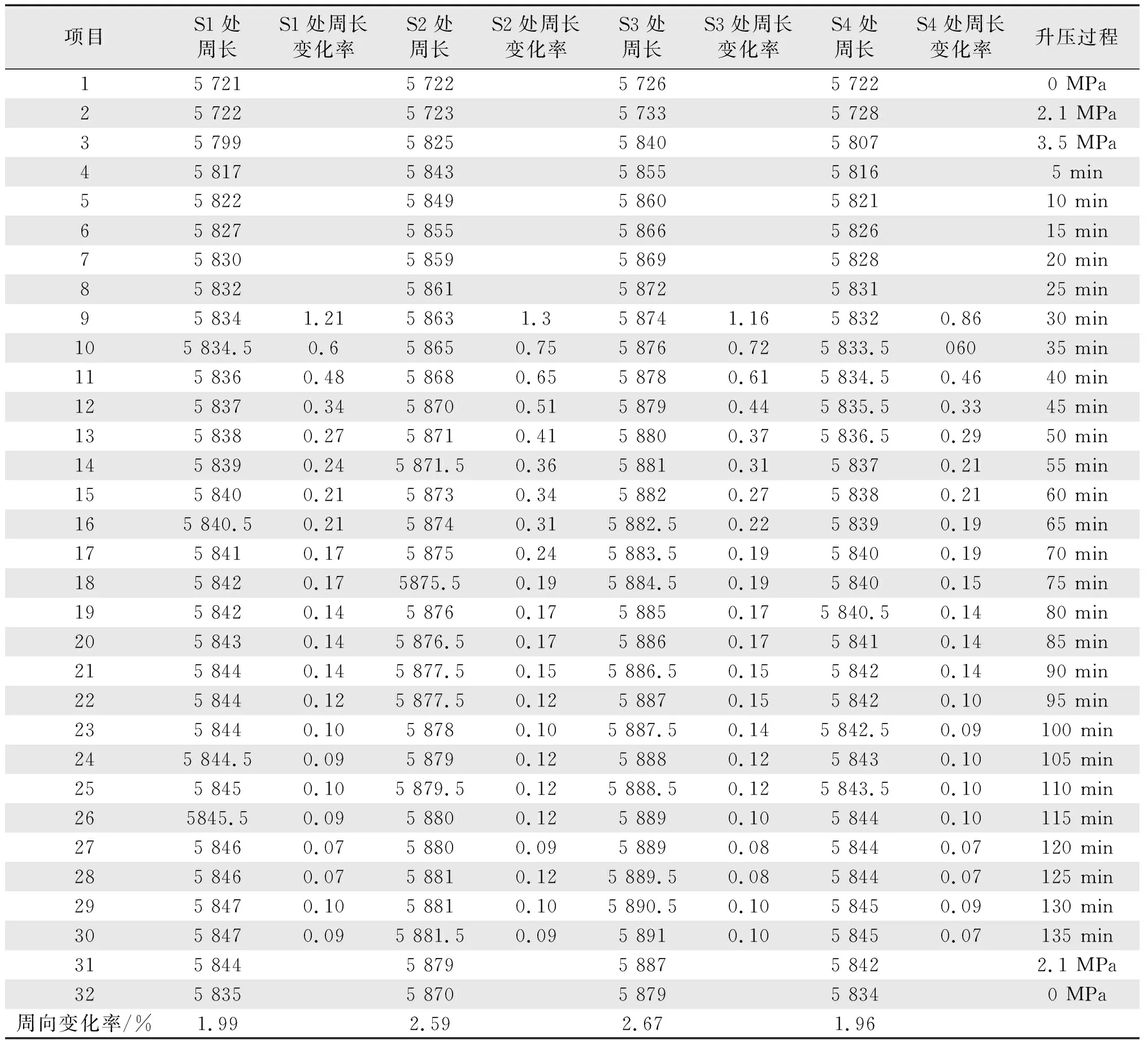
表1 试验过程数据记录及处理Tab.1 Recording and processing of test process data
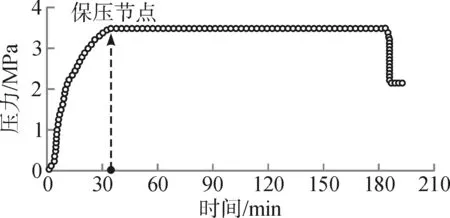
图4 应力、位移随时间变化曲线图Fig.4 Curve of stress and displacement with time
3.2 试验结果分析
(1)从表1的数据分析和图4应力、应变随时间变化曲线图来看在应力达到屈服强度前,属于弹性变形范围,应变随应力的增大而成比例的增加;
(2)从表1记录的数据分析和图4应力、应变随时间变化曲线图来看在应力达到屈服强度后,随着应力的增加,应变也在增加,但增加的幅度在逐渐的减小,筒体材料出现一定的永久塑性变形,卸载后,出现新的弹性变形阶段作为更高的非比例延伸强度屈服点;
(3)容器卸压后,筒体中部焊缝2侧参与的周向应变分别为2.59%、2.67%,为变形的较大部位;
(4)最大变形出现在距离加强部位较远的不受约束的筒体中间部位,说明封头和加强圈对变形起到了一定的限制。
4 应变强化工艺试验有限元模拟分析
4.1 实体模型
有限元分析软件根据设计图纸建立有限元仿真分析模型;结构整体几何模型和有限元网格模型如图5所示。
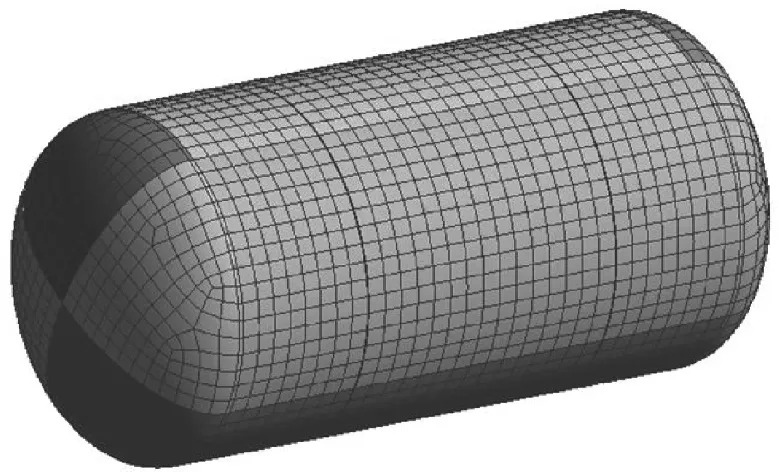
图5 有限元网格模型Fig.5 Finite Element Mesh Model
4.2 模拟过程
图6为设计压力下筒体应力及应变变化云图。

图6 设计压力下筒体应力及应变变化云图Fig.6 The Cloud Diagram of cylinder stress and strain under design pressure
从图6可以看出,在设计压力下筒体刚屈服整个筒体变形比较均匀。最大应力和变形在筒体中间部位比较大,加强圈附近和筒体两端由于封头的加强作用,受到的应力较小和变形较小。
图7为强化压力下筒体应力及应变变化云图。
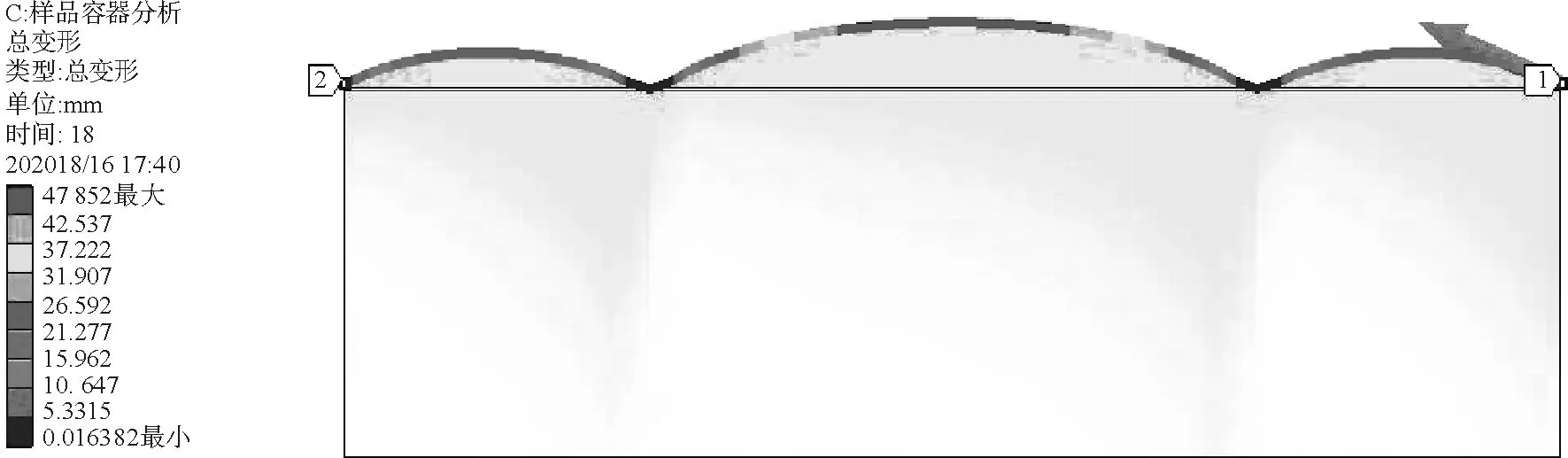
图7 强化压力下筒体应力及应变变化云图Fig.7 The Cloud Diagram of cylinder stress and strain understrengthening
从图7可以看出,在强化压力下筒体已经屈服,最大应力和变形在筒体中间部位比较大,加强圈附近和筒体两端由于封头的加强作用,受到的应力较小和变形较小。
5 结语
(1)通过实际试验数据分析和有限元建模理论分析,二者吻合较好,找出了奥氏体不锈钢低温容器关键部位的变形规律,得出应力和应变在筒体两端和加强圈附近变化较小。在以后的生产中可以考虑在未加强的部分布置相应的传感器,从而测出应力应变变化最大部位的变化值;
(2)通过以上数据分析,最大变形量为2.67%,小于相关技术文件规定的最大变形量10%,未出现过度强化,未对容器的整体安全性造成影响;
(3)局部结构因在焊接过程中产生的收缩在应变强化后得以“趋圆”,使焊缝圆滑过渡,结构的不连续性得到改善。
