一种自粘铁心生产工艺的改进
2023-03-08朱斌周燕红宋建强俞伟峰
朱斌 周燕红 宋建强 俞伟峰
(南通通达矽钢冲压科技有限公司)
0 引言
在电机铁心生产领域,用带有自粘涂层的电工钢制成的自粘铁心具有固定牢靠,电机效率高,振动小,噪音低等许多优点,原多用于磁悬浮列车长定子铁心,高能离子加速器铁心和变压器铁心等,现正向新能源汽车电机、风力发电机等高效电机领域发展。国内外开发、生产这种新涂层电工钢的厂家有德国蒂森、美国阿拉甘尼、日本川崎制铁、中国的宝武和太钢等,钢带及涂层材料不同,电机铁心生产工艺区别很大。某公司在某一客户的大型电机自粘铁心生产过程中,曾因为材料变更,一度面临产品合格率的大幅下降,生产成本的大幅上升,最终通过六西格玛立项,成功解决了这一难题。
1 界定
质量要求:铁心开缝<0.05mm,压断力≥26t等;原生产工艺:叠压压力36t,加热温度170℃,保持时间略;问题现象:产品缺陷开缝、压断力不够,一次交检合格率76.2%,经返修后报废率15.4%。
铁心生产的主要过程如图1所示。
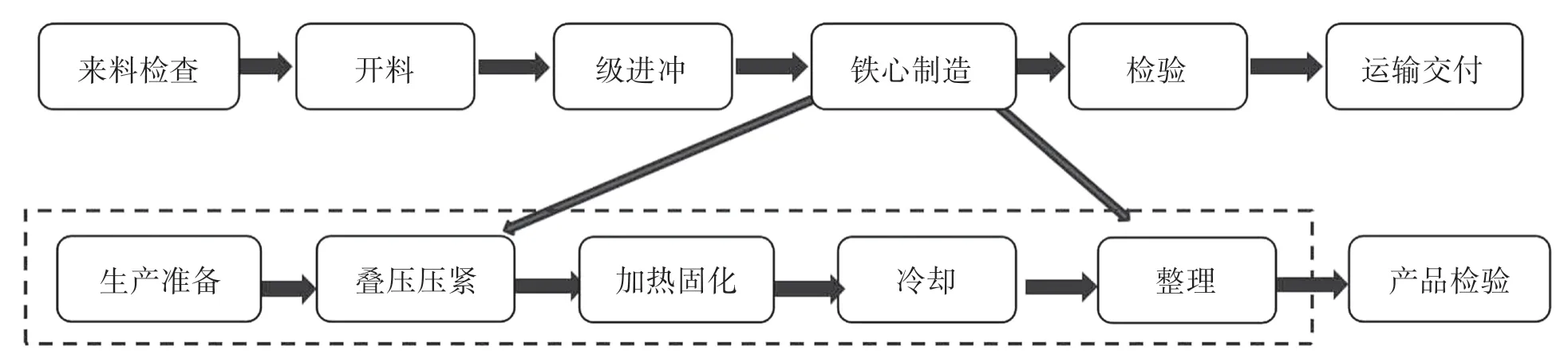
图1 自粘铁心生产流程图
Y及缺陷定义如图2所示。
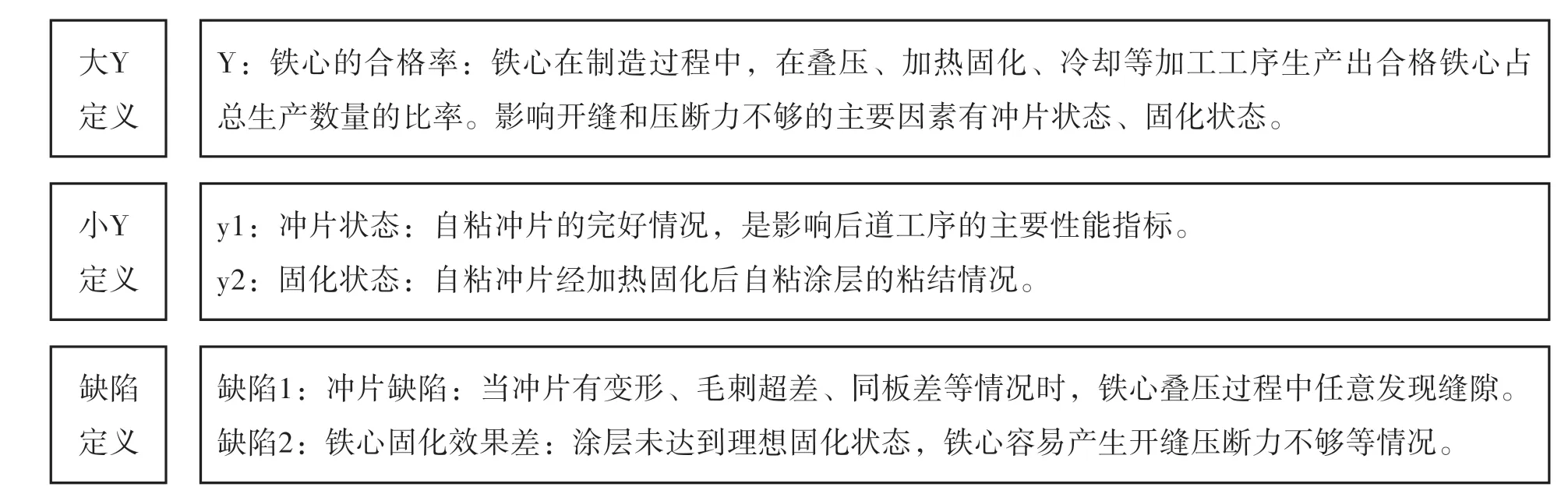
图2 Y及缺陷定义
2 测量
分析认为缺陷1有可能导致缺陷2的发生,两者有一定联系,所以,合在一起,针对铁心不合格绘制了鱼骨图,如图3所示。
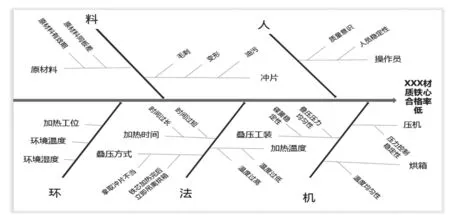
图3 鱼骨图
对鱼骨图选出的输入因子进行打分,绘制矩阵图,初步筛选关键因子,如表1所示。

表1 因果矩阵表
通过如图4所示的C&E矩阵的Pareto图,找出了影响80%的重要因子,采用FMEA对上述因子进行细化分析,如表2所示。
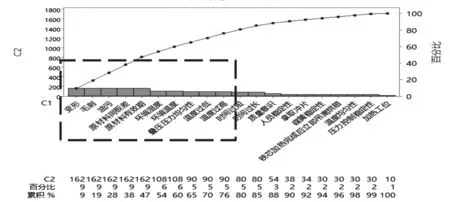
图4 C&E矩阵的Pareto图
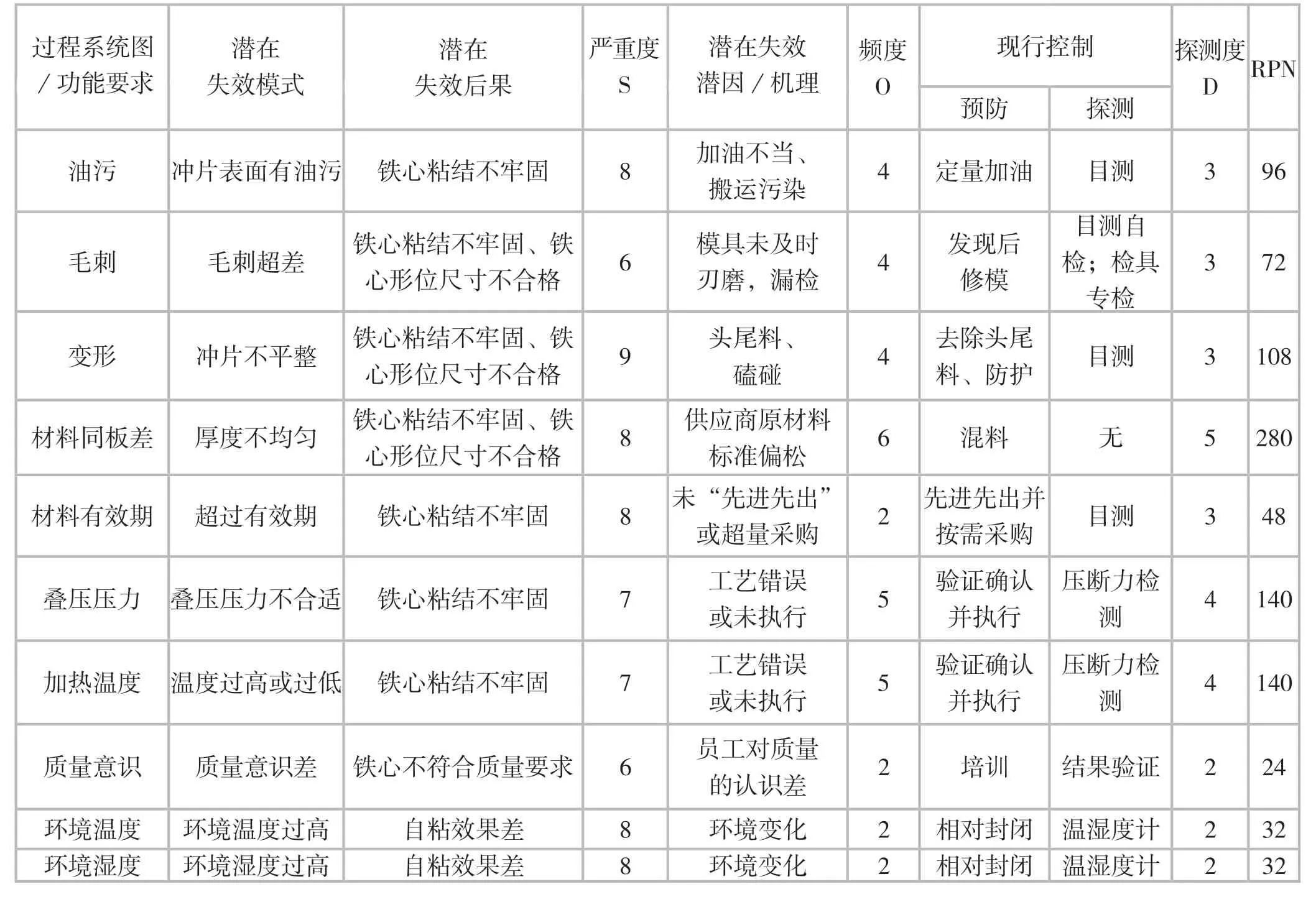
表2 第一次FMEA分析表
通过FMEA对上述因子进行细化以及Pareto图分析(见图5),找出了其中占80%份额的重要因子,通过技术、工艺、质量和生产车间的讨论研究后,认为这些因子中的油污、变形等是可以控制和改善的,通过对铁心生产流程优化进行快速改善,予以消除。消除后因子转化如表3所示,消除这几个可控因子后,产品的一次合格率提升至88.5%。
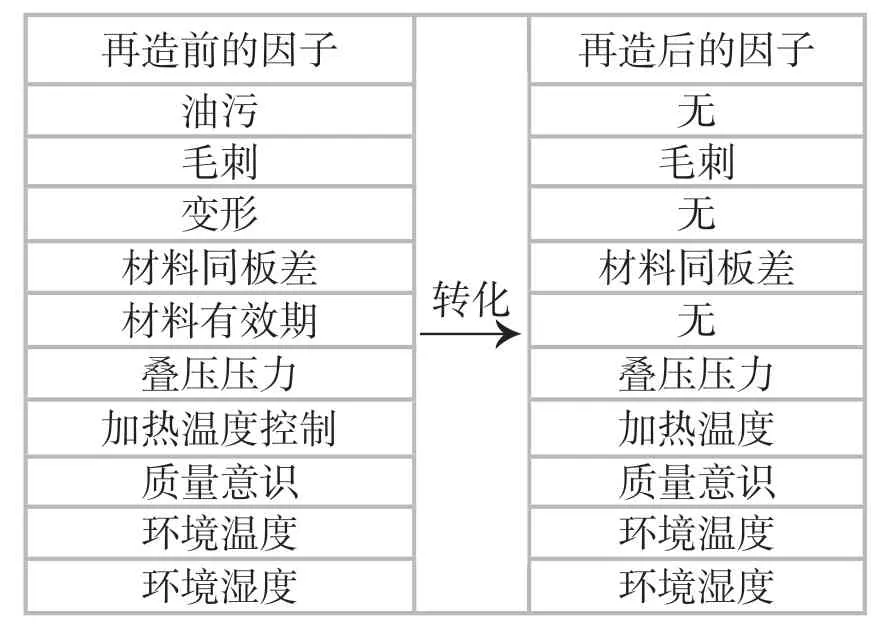
表3 快速改善后的因子转化表
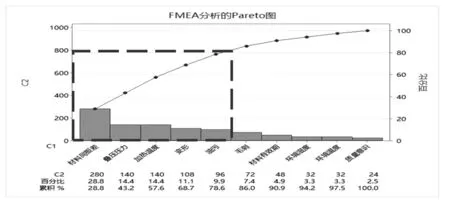
图5 第一次FMEA分析的Pareto图
针对快速改善后的剩余因子进行了第二次FMEA分析,如表4所示。
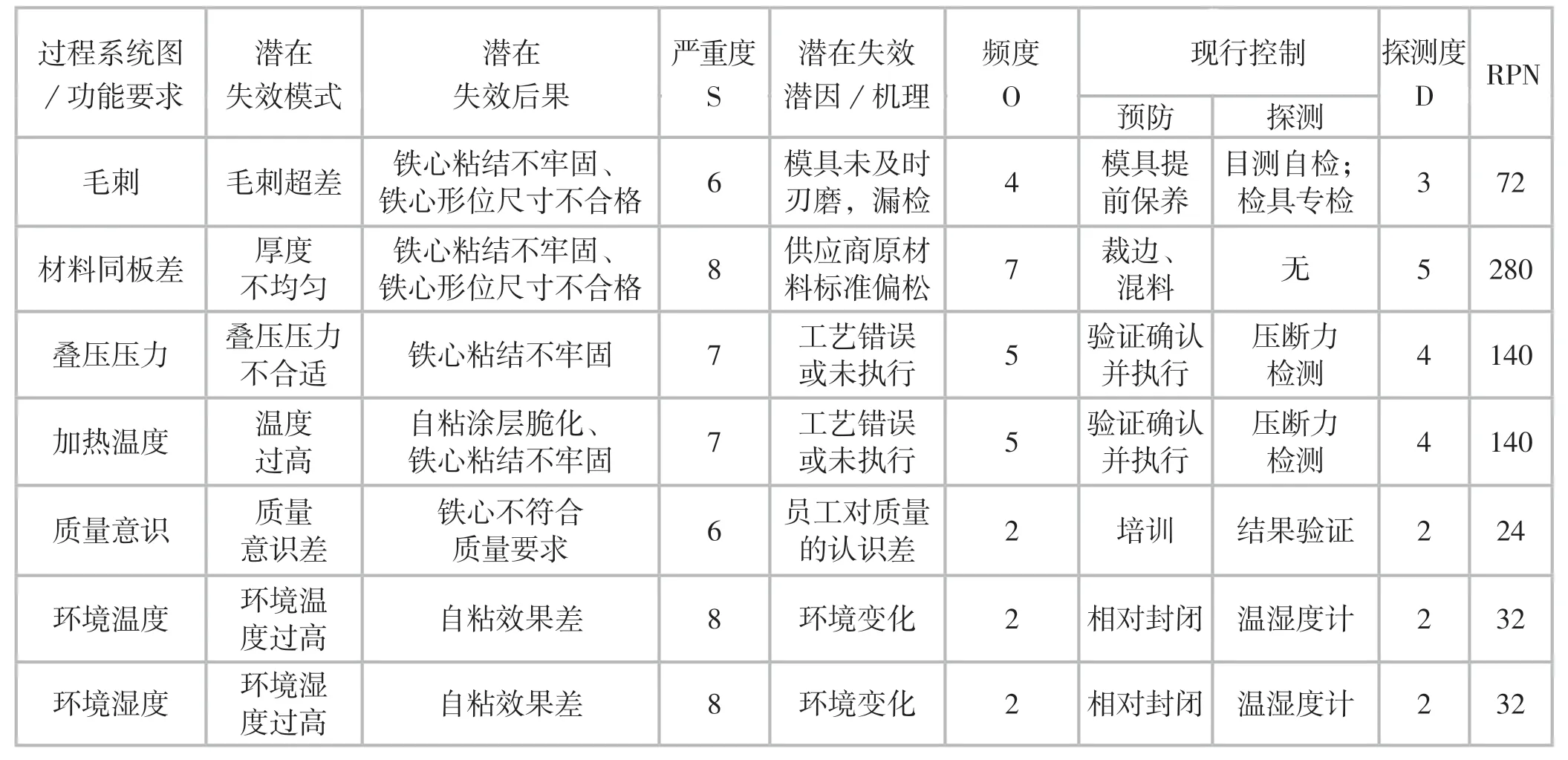
表4 快速改善后的第二次FMEA表
通过第二次FMEA分析的Pareto图(见图6),找到了影响80%的关键因子有材料同板差、加热温度、叠压压力, 将此3个关键因子确定为A阶段分析验证的项目输入。
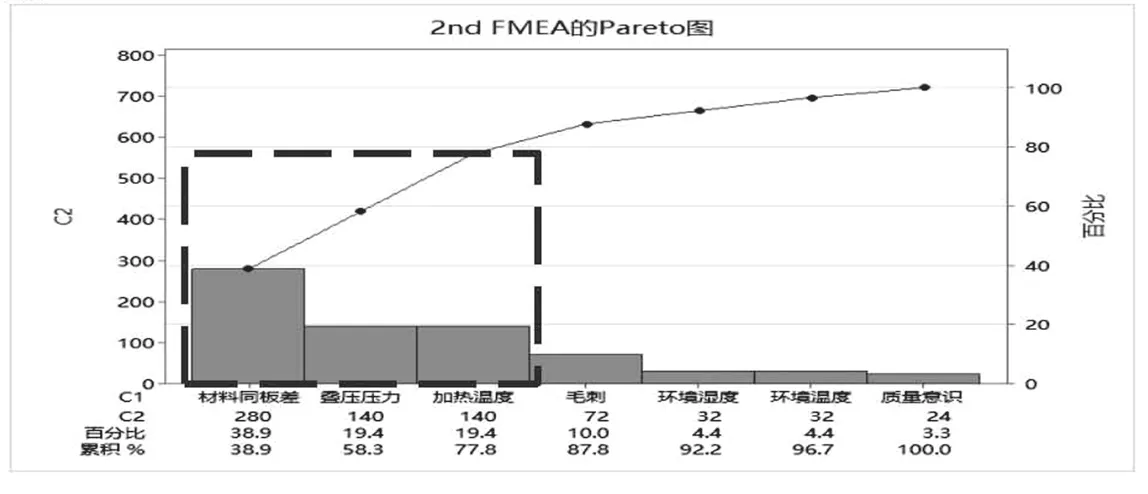
图6 第二次FMEA的Pareto图
3 分析
原工艺文件要求:叠压压力(锁紧力)36t,加热温度170℃,对同板差没有要求,经讨论,设计了以下试验方案,结果如表5所示。

表5 压断力开缝全因子试验结果表
3.1 针对压断力的全因子分析结果
针对压断力的全因子分析结果如图7和图8所示。

图7 压断力的估计效应和系数
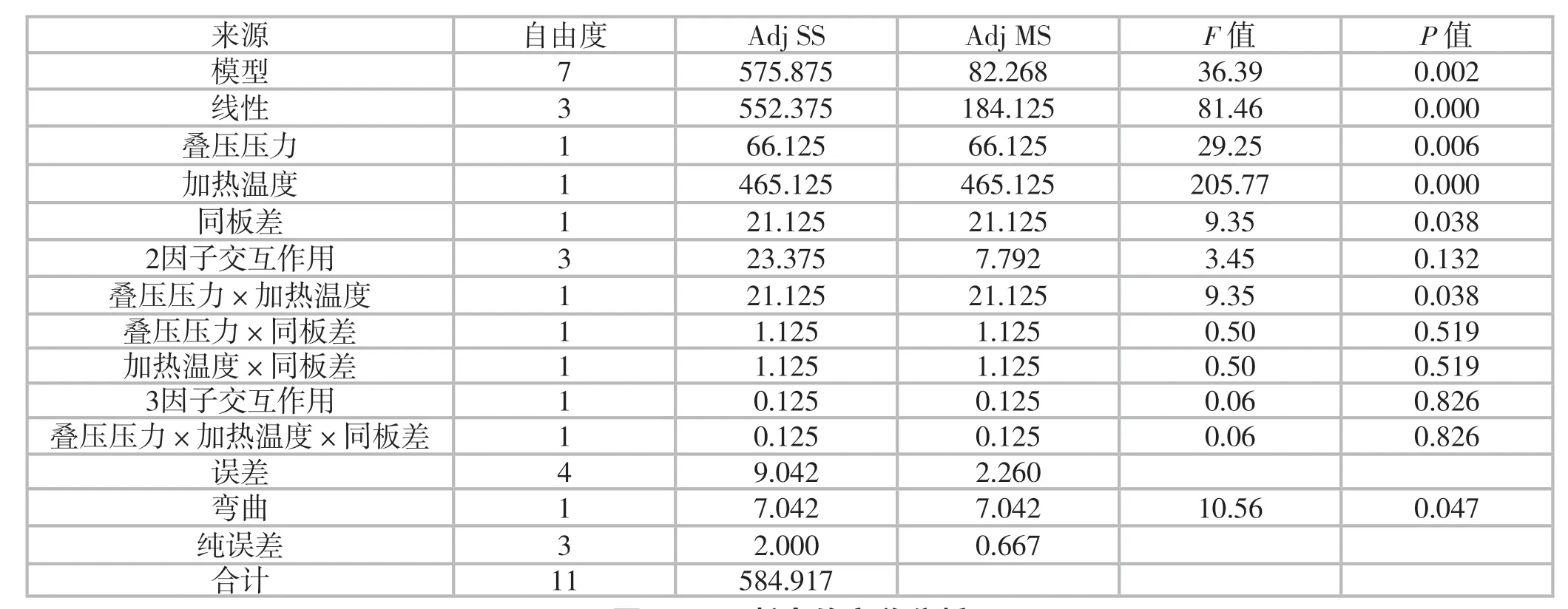
图8 压断力的方差分析
从显著性来看,A因子叠压压力、B加热温度、C同板差、AB(叠压压力×加热温度)对应的p值都小于显著性水平0.05,因此可以判断这四项效应是显著的,而其余各项皆不显著。
从因子正态效应图(见图9)和因子效应的帕累托图(见图10)同样得出: A因子叠压压力、B加热温度、C同板差、AB(叠压压力×加热温度)四项效应是显著的,而其余各项皆不显著。
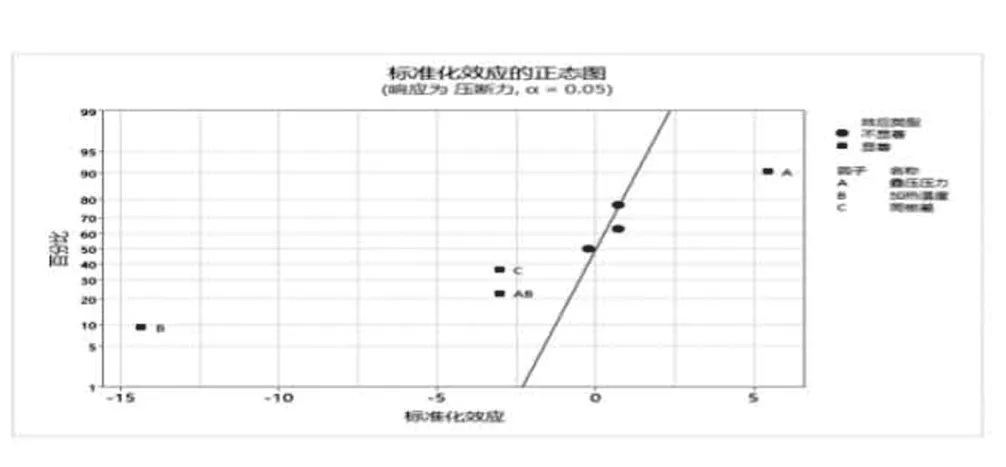
图9 标准化效应的正态图
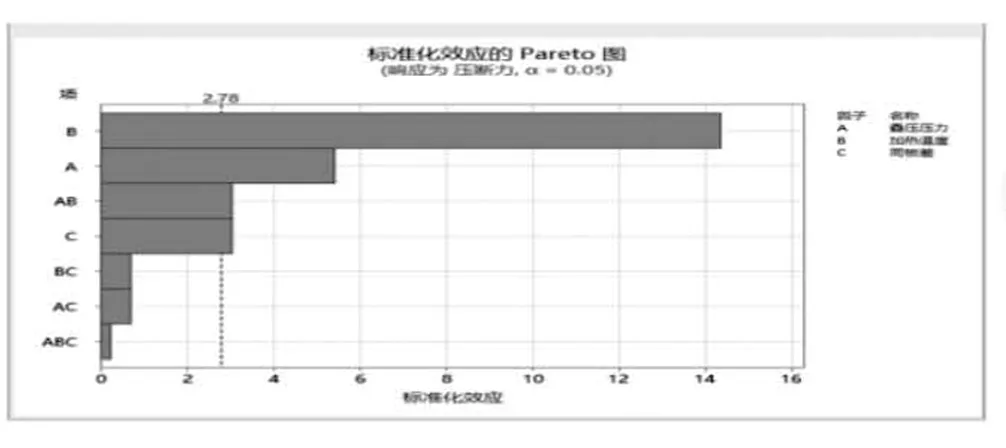
图10 标准化效应的Pareto图
残差诊断:残差对于以观察值顺序的散点图、残差对于响应变量压断力的散点图分布正常。残差基本服从正态分布。试验有效,如图11所示。
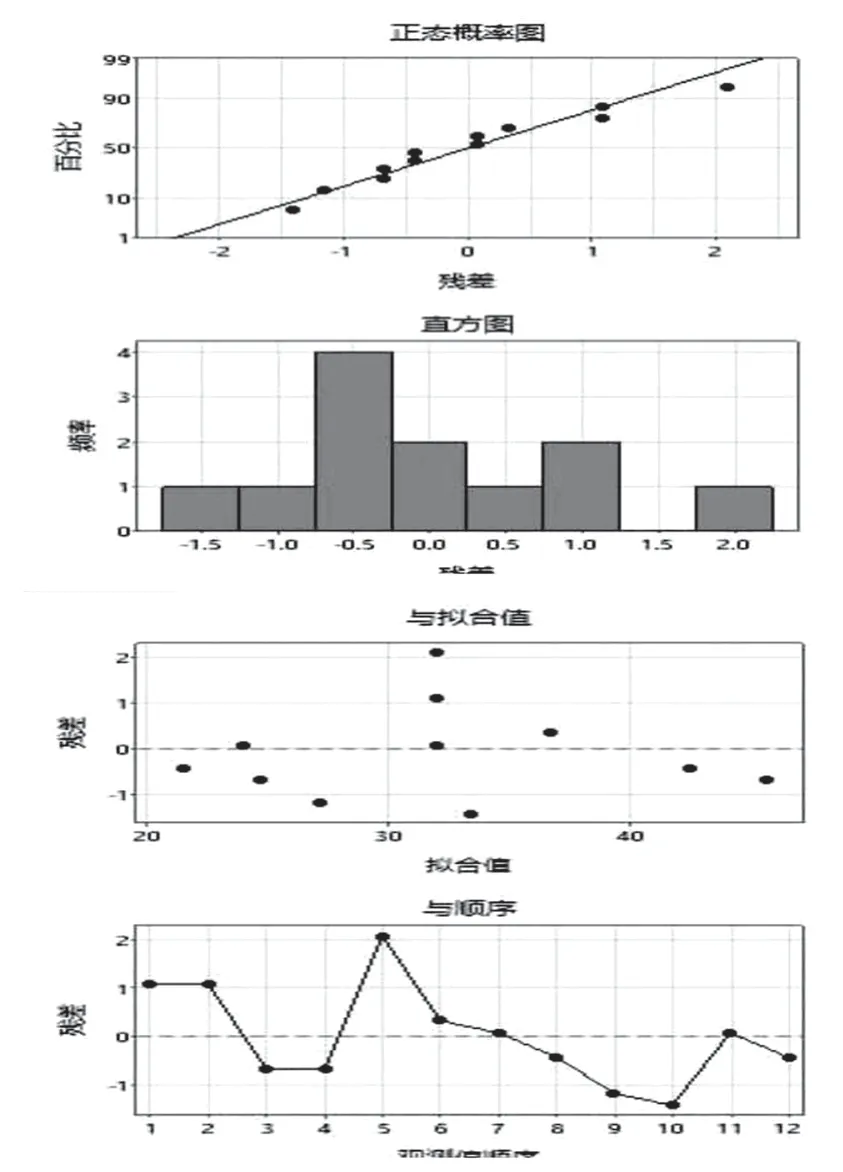
图11 压断力残差诊断图
由压断力主效应图(见图12)和交互作用图(见图13)可以看出:
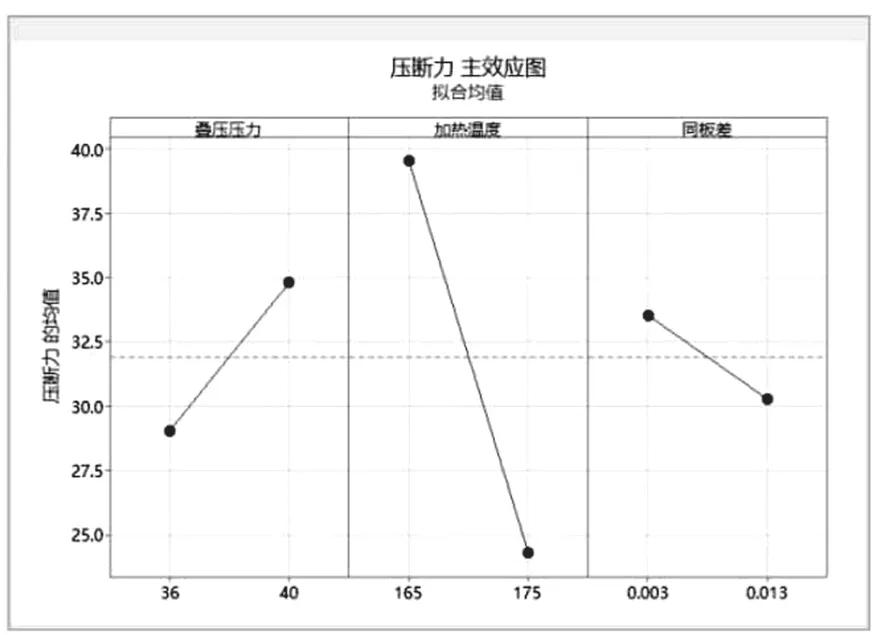
图12 压断力主效应图
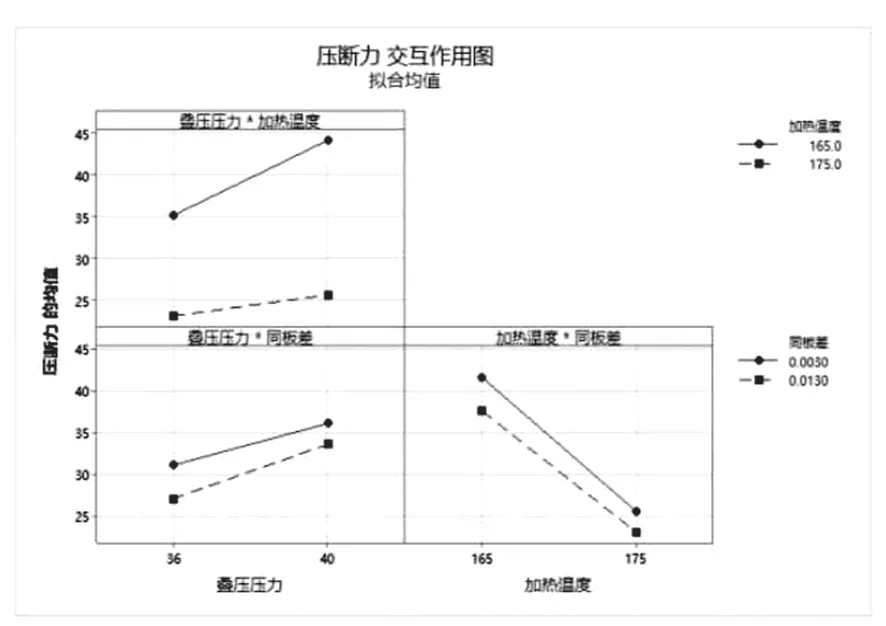
图13 压断力交互作用图
1)在加热温度165 ~175 ℃,叠压压力36~40t范围内,加热温度、叠压压力对于响应变量压断力的影响非常显著;且叠压压力取40t、加热温度取165 ℃时,压断力较大。
2)在同板差0.003~0.013范围内,同板差对于响应变量开缝的影响显著,同板差越小,压断力越大。
3)加热温度、叠压压力的交互作用对于响应变量压断力的影响显著,其余不显著。
由压断力的等值线图(见图14)可以看出:当温度取165~165.5 ℃,压力取38.5~40t,同板差<0.005时,压断力最大(大于40t,远大于26t的客户要求)。
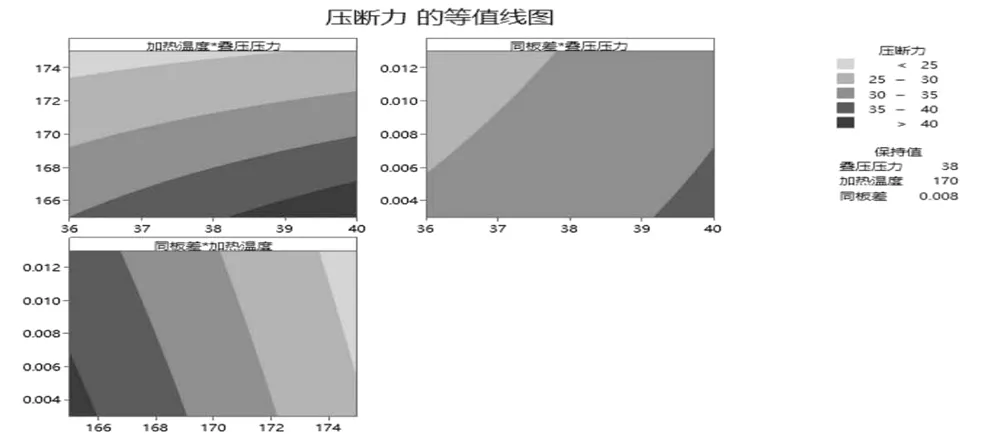
图14 压断力的等值线图
3.2 开缝的全因子分析
针对开缝的全因子分析如图15和图16所示。
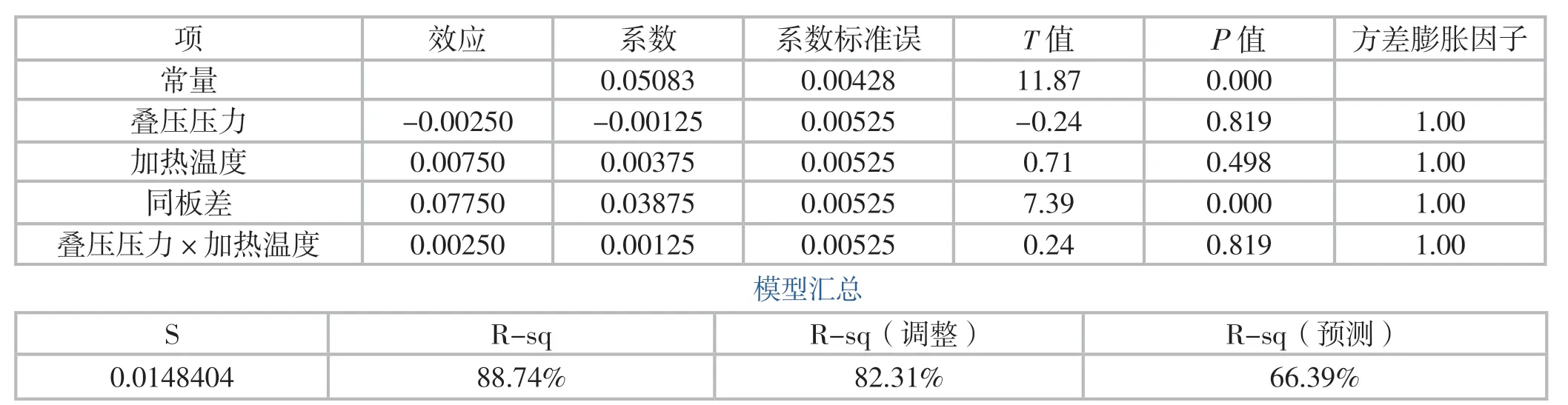
图15 开缝的估计效应和系数
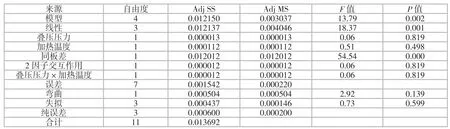
图16 开缝的方差分析
从显著性来看,C因子同板差对应的p值小于显著性水平0.05,因此可以判断其效应是显著的,而其余各项皆不显著。
从因子正态效应图(见图17)和因子效应的帕累托图(见图18)同样得出: C因子同板差效应是显著的,而其余各项皆不显著。
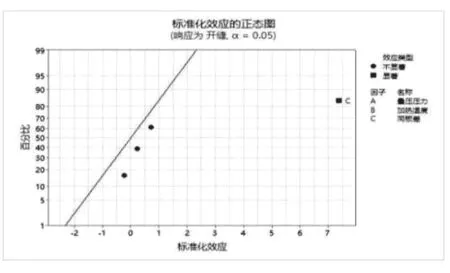
图17 标准化效应正态图
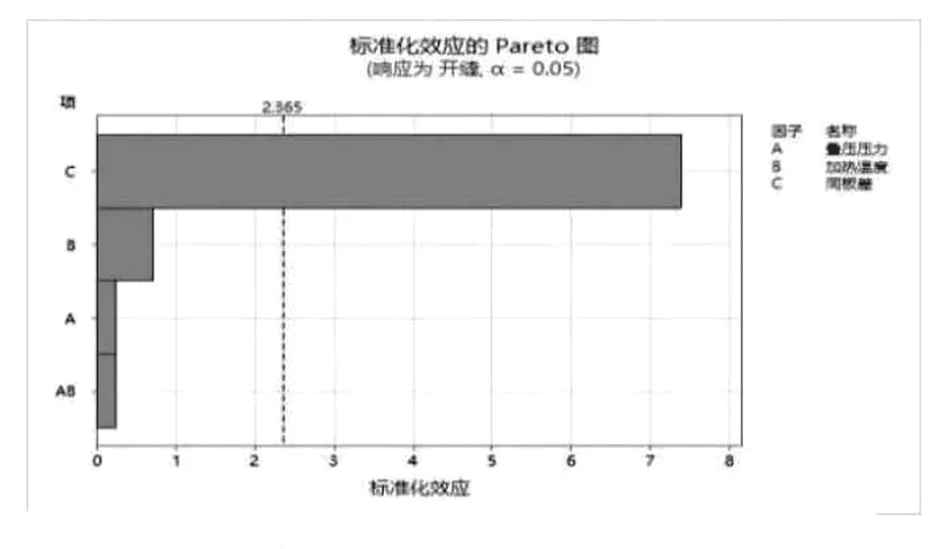
图18 标准化效应的Pareto图
残差诊断:残差对于以观察值顺序的散点图、残差对于响应变量压断力的散点图分布正常。残差基本服从正态分布。试验有效,如图19所示。
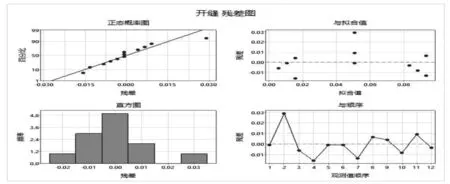
图19 开缝残差图
由开缝主效应图(见图20)和交互作用图(见图21)可以看出:
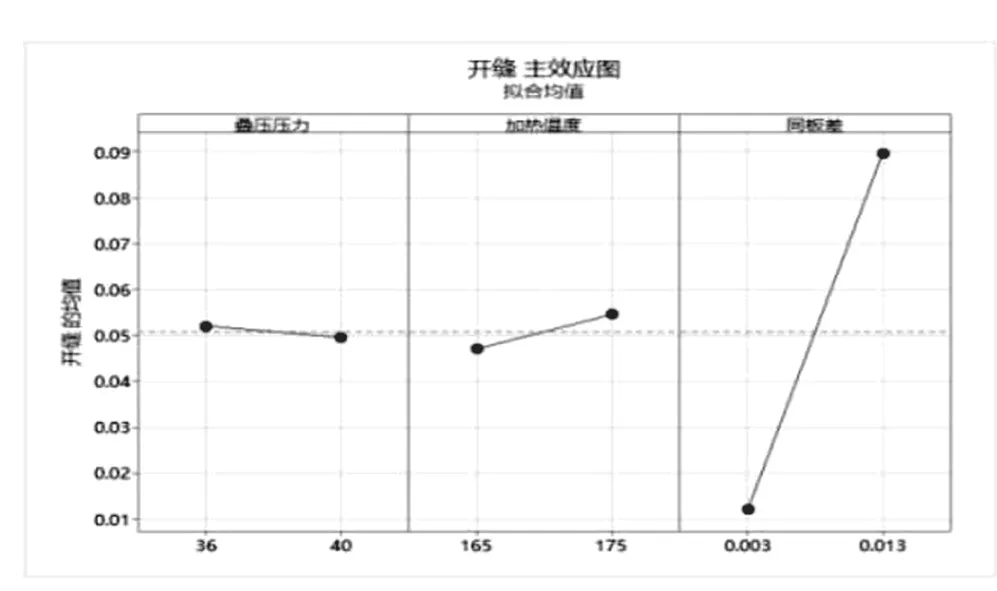
图20 开缝主效应图
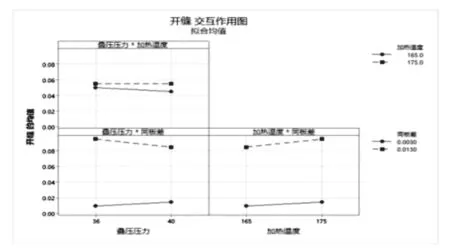
图21 开缝交互作用图
1)同板差对于响应变量开缝的影响非常显著,同板差越小,开缝越小;
2)在加热温度165~175 ℃,叠压压力36~40t范围内,加热温度、叠压压力对于响应变量开缝的影响不显著;
3)因子同板差、加热温度、叠压压力的交互作用对于响应变量开缝的影响不显著。
由开缝等值线图可以看出(见图22):
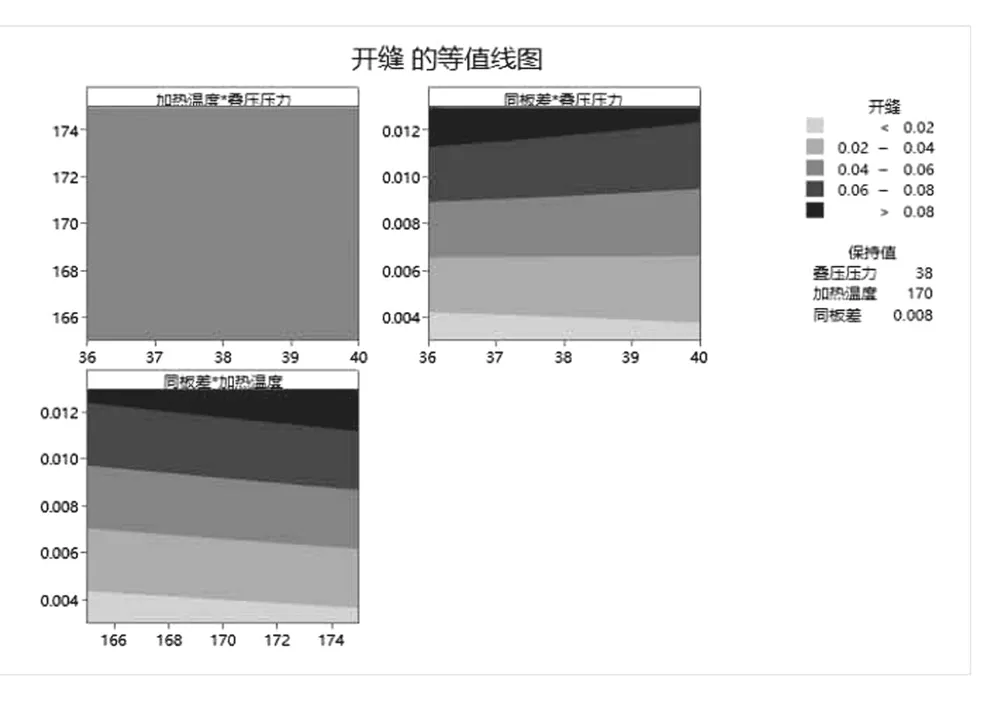
图22 开缝的等值线图
1)在加热温度165~175 ℃,叠压压力36~40t范围内,开缝和加热温度、叠压压力基本无关;
2)在上述加热温度和叠压压力范围内,同板差<0.006时,开缝<0.05,符合客户要求。
由开缝与加热温度、叠压压力的曲面图可以看出(见图23):
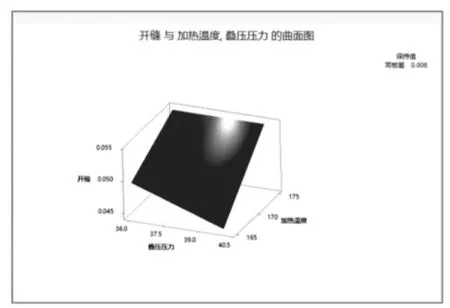
图23 开缝加热温度、叠压压力的曲面图
1)在加热温度165~175 ℃,叠压压力36~40t范围内, 加热温度、叠压压力对响应变量开缝的影响范围很小;
2)在上述加热温度和叠压压力范围内,加热温度取165 ℃ 、叠压压力取40t时,开缝最小。
3.3 同板差因子分析
开料方式及排样图如图24和图25所示。
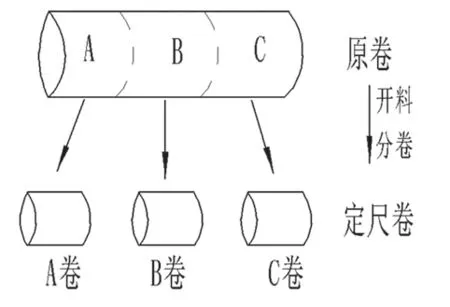
图24 开料方式
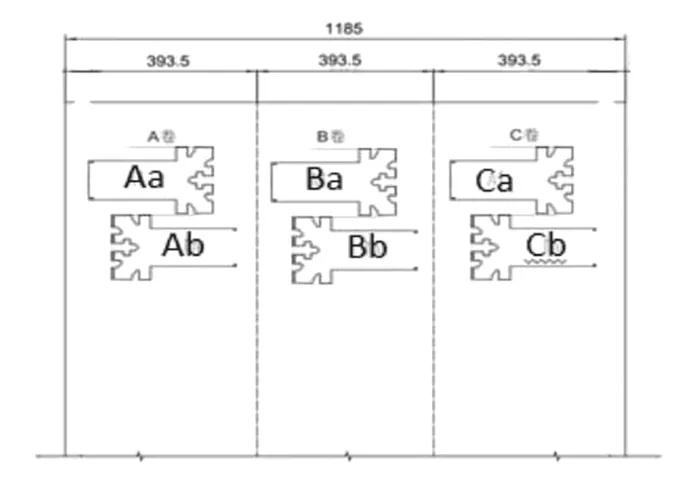
图25 排样图
产品混料方式及开料位置(见图26):开缝位置多位于铁心头尾两端处,即A卷和C卷冲片处。
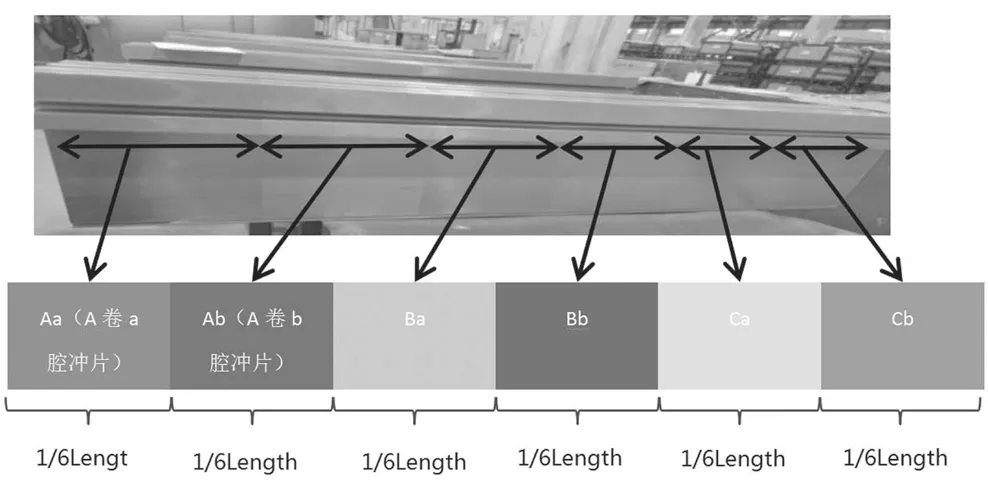
图26 产品混料方式及开缝位置
其他混料方式及结果如表6所示。
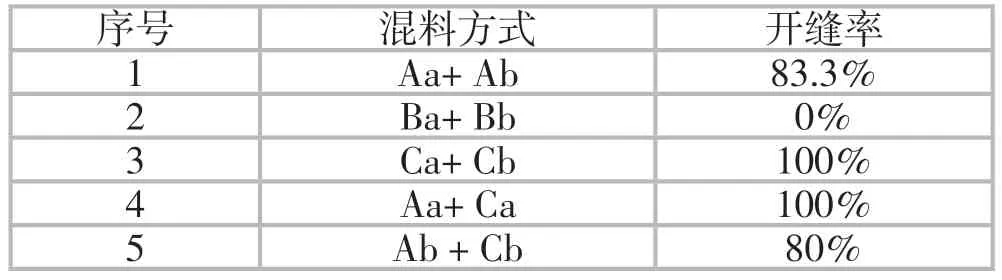
表6 其他混料方式及结果
综上分析,铁心开缝主要由于A或C卷冲片导致。某材料分卷后同板差测量如表7所示。
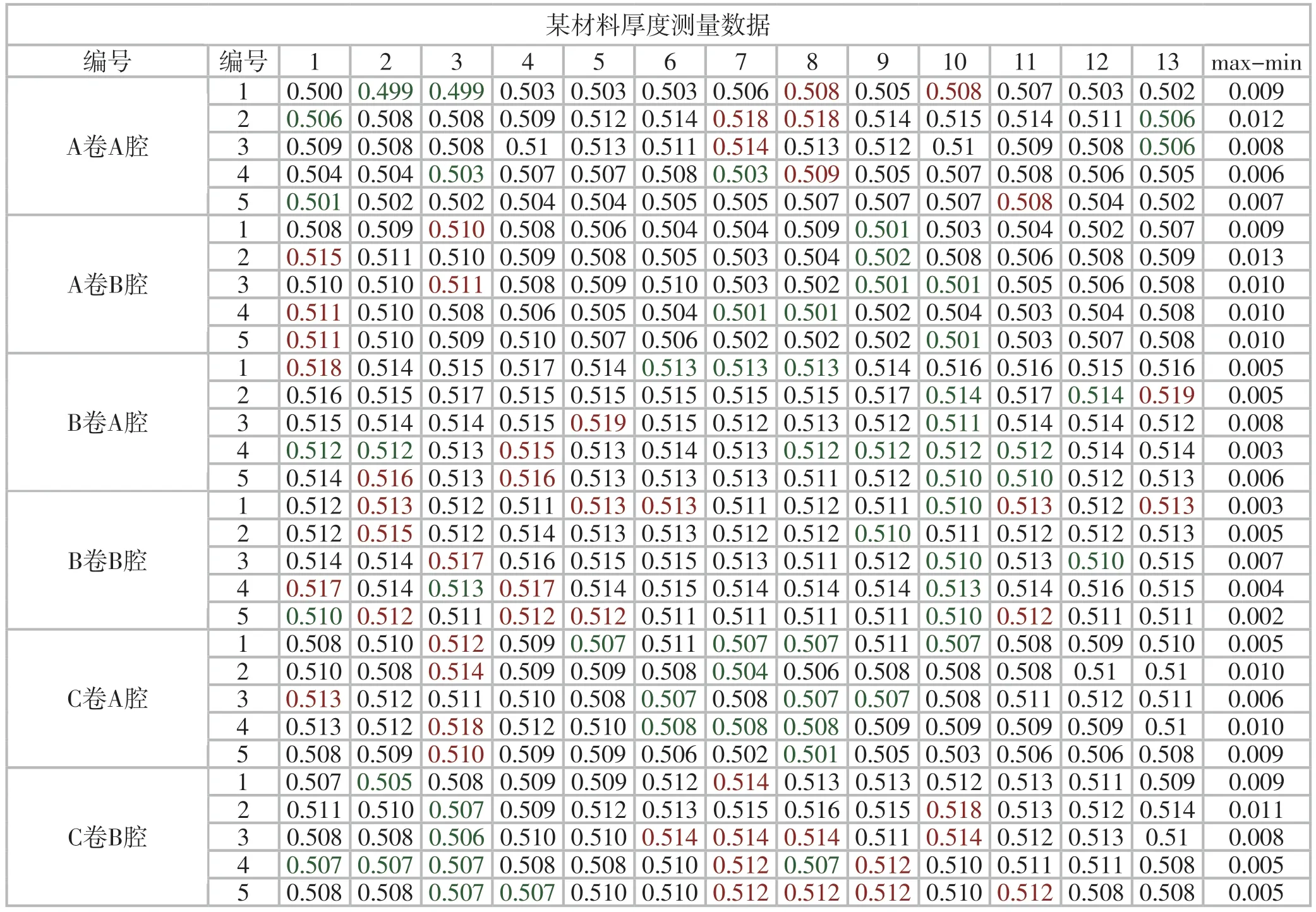
表7 某材料分卷后同板差测量数据
A、C卷同板差分别平均为0.0094、0.0078,并且在原材料边缘30mm范围内,材料变薄最明显,B卷同板差平均为0.0048。通过A、B、C卷冲片同板差的测量及Xbar-R图分析,B卷冲片的各点厚度相对稳定一致(同板差相对较小)。这也加强证明了之前全因子分析中材料同板差对开缝的影响。
分析阶段小结:通过A阶段的验证与分析,基本确定了加热温度、叠压压力、同板差是压断力的关键因子;同板差是铁心开缝的关键因子,即铁心开缝关键影响因素是同板差,同板差越小开缝越小。
4 改进
通过A阶段的验证与因子分析,确定了影响铁心合格率的关键因子为加热温度、叠压压力、材料同板差。根据钢卷基本常识,同板差不可完全消除。因此可以通过改变叠压铁心时冲片配比的方法,或者减小冲片同板差的方法,来降低铁心开缝情况的风险。
1)通过前述试验,选温度165℃,压力40t。
2)同板差减小——开料工艺改变(见图27)。
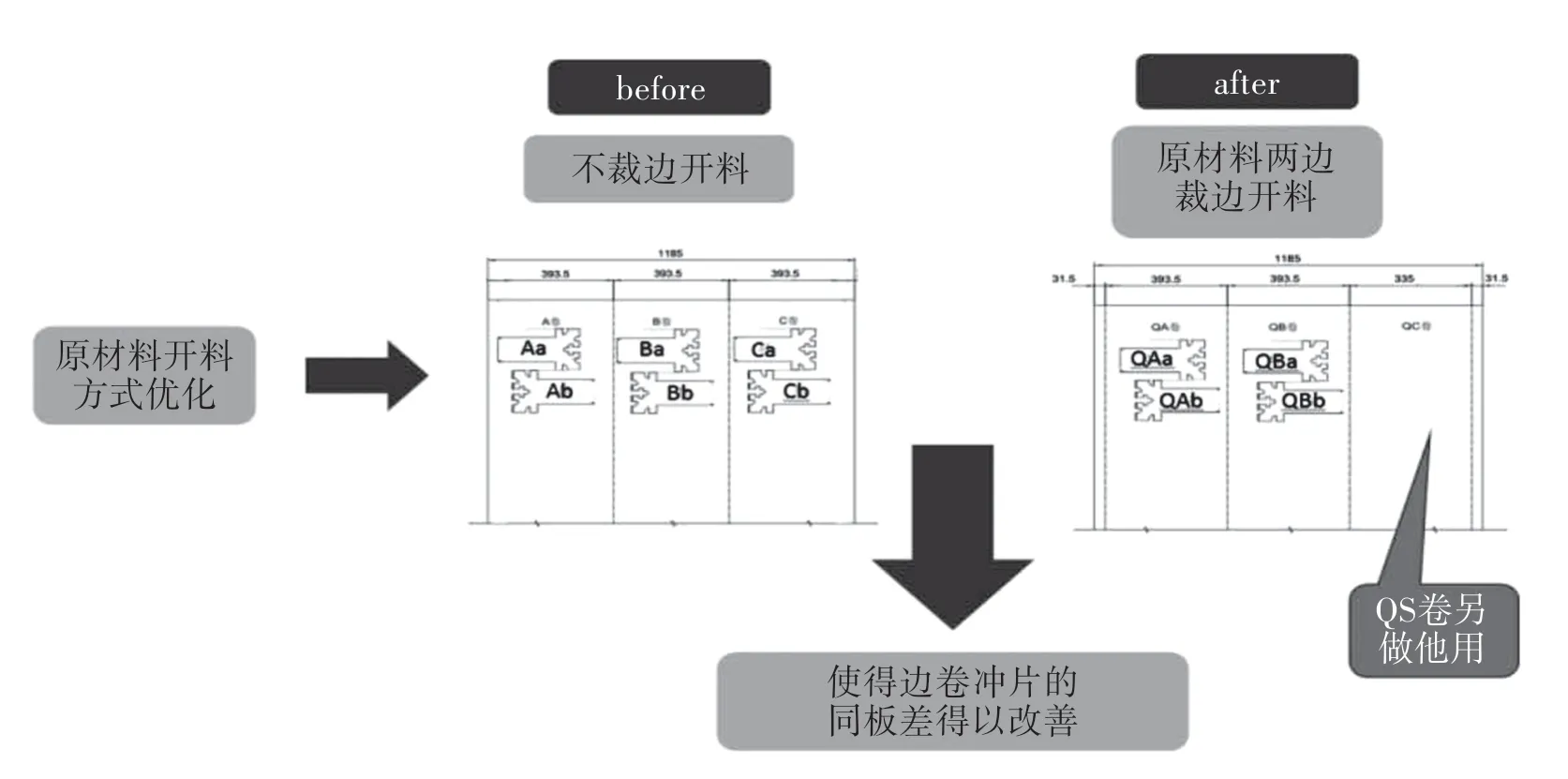
图27 原材料开料方式优化
3)减小同板差影响并简化叠压工艺——混料工艺改变。原混料方式:Aa+Ab+Ba+Bb+Ca+Cb 每段各占六分之一;改进后混料方式:QAa+QAb+QAa+QAb+QAa+QAb 每段各占六分之一;Or: QBa+QBb+QBa+QBb+QBa+QBb 每段各占六分之一。
说明:原混料方案也能在一定程度上消除同板差影响,但需要6种冲片混料,改进后只要2种冲片混料,工艺更简单,便于更好地进行现场控制。
4)改进后的效果:一次合格率提升至98%,经返修后报废率降到0%。
5 控制
1)进行了工艺文件的优化、下发和培训落实。
2)改进半年后的收益:①硬性收益。一次合格率由76.2%提高至98%,报废率由15.4%降至0%,改善后生产5套产品,实际节约成本 =(15.4%-0%)×(144×5)×(12000-0.3×2500)+ (98%-76.2%)×(144×5)×200=249.48+6.2784≈128万元。②软性收益。铁心的一次合格率由76.2%提升至98% ,报废率由15.4%降至0%,减少在整理工序时的修补,提升了效益,同时铁心质量的提升,对公司的产品声誉和品牌力等都会带来巨大的无形收益。
6 结束语
冲片的同板差一直是影响铁心形位尺寸的一个关键因素,在自粘铁心的生产制造过程中依然如此,并且和自粘铁心的叠压压力、加热温度、保持时间等一起,决定了铁心粘结固化的效果,包括开缝和压断力大小。通过选裁材料减小同板差或者混料减小同板差的影响,可以有效提升自粘铁心的一次交检合格率。
