航空液压系统零部件毛刺主动控制技术
2023-02-23尚鲜军魏永辉田东缙
尚鲜军,魏永辉,田东缙
中国航发西安动力控制科技有限公司 陕西西安 710077
1 序言
毛刺是金属切削过程中产生的有害物质。航空发动机控制系统产品结构复杂,毛刺去除难度大,传统去毛刺方法主要依赖手工。经过测算,航空液压产品去毛刺工时占总工时的比例平均为6.4%,远高于机械行业平均值的3%[1]。航空液压产品采用设备去毛刺占比较小,大量毛刺留到后续的手工和专门去毛刺工序进行。手工去毛刺存在可靠性不高、质量不稳定等问题,同时对毛刺的检查依靠人工,工作量大且残存的毛刺不易被检出,是产品清洁度控制环节的一项重要风险点。
2 毛刺主动控制技术
毛刺主动控制是指在毛刺产生的环节,通过合理的工艺方法对加工过程进行事前控制,做到不产生或少产生毛刺。传统的去毛刺工艺属于毛刺被动控制,一般是在零件加工完成后,再安排去毛刺工序,以达到零件边角无毛刺的要求。对于旋转类零件,由车工进行倒角或倒圆以去除毛刺,但所占比例较小。大多数的钻、铣和镗工序依靠手工去除毛刺,属于毛刺被动控制,将去毛刺工序放到最后,费时费力。采用手工去毛刺还会导致零件倒角部位不规整,影响产品质量。加工后等待去除的毛刺如图1所示,机械加工后产生的毛刺如图2所示。

图1 加工后等待去除的毛刺

图2 机械加工后产生的毛刺
毛刺被动控制的工艺流程如图3所示。

图3 毛刺被动控制的工艺流程
毛刺主动控制的思路是在加工过程中不产生或少产生毛刺,减少甚至取消后续去毛刺工序,从而达到降低加工成本、提高工件质量的目的。根据毛刺形成机理,针对不同结构零件、材料,采取不同的毛刺控制方案,包括合理安排工艺流程,合理选择切削刀具如组合刀具,采用高转速、小进给速度的切削参数以及数控编程去毛刺等,从而使机械加工完成后的零件无毛刺或存在少量微小毛刺。最终再采用光整加工等工艺,对少量微小毛刺进行处理,提高毛刺去除的可靠性和表面完整性。毛刺主动控制的工艺流程如图4所示。

图4 毛刺主动控制的工艺流程
3 毛刺产生的机理分析
毛刺形成的最根本原因是工件材料在切削加工的最末段发生严重的塑性变形。由于在加工的最末段工件背靠支撑强度不够,材料颗粒不断发生滑移、位错,切屑围绕工件端部某一点发生旋转而没有折断,残留在工件上形成了毛刺。
金属切削毛刺形成的影响因素如图5所示。在不同的加工条件下,采用的加工方法和设备不同,生成的毛刺也各不相同。有关试验表明,切削毛刺的形态和尺寸大小主要取决于工件材料的性质、刀具的几何参数、切削用量、切削加工的方式和被加工工件终端部的支承刚度的高低等[2]。

图5 金属切削毛刺形成的影响因素
毛刺产生的机理在国内外已有较深入的研究,依据毛刺形成的机理和理论研究成果,从毛刺控制角度出发,总结如下:①刀具切出部位毛刺大于切入部位毛刺。②毛刺尺寸随刀具前角的增大而减小。③毛刺高度和根部厚度随切削厚度增大而增大。④切削速度越高,毛刺尺寸越小。由此可以通过调整加工顺序、改变切削条件以及调整工艺参数,达到有效抑制切削毛刺产生的目的。
4 毛刺主动控制工艺方法
4.1 合理安排工艺流程
在零件工艺设计上,采用合理的加工工艺或工步顺序,能够有效地减少毛刺的产生。这主要利用了刀具切出部位毛刺大于切入部位毛刺的原理,比如板类零件钻孔时,出口部位易产生较大翻边毛刺,可在下面垫工艺垫块后再钻孔,或采用多件组合钻孔;轴套类零件径向多排小孔与轴向孔相贯处易产生毛刺,可在孔中灌低温合金或插入心棒后 钻孔。
1)采用工序集中原则减少手工去毛刺工作量。对于复杂结构零部件如壳体类零件,传统的工艺方法加工流程长,上道工序的毛刺可能影响下道工序的定位,故需安排过程去毛刺工序。通过优化工艺,采用工序集中原则,可减少过程去毛刺工序,避免对同一个部位反复去毛刺,从而减少手工去毛刺工作量。主要方法有:①通过优化装夹方式,变传统压板式装夹为拉钉式压紧,一次装夹可加工零件的5个方向特征。②相似加工特征集中安排,采用刀具标准化原则,在刀具数量受限情况下,一次加工更多特征。③采用高速切削技术,粗、精加工在一次装夹中完成。
2)通过合理的走刀轨迹控制毛刺(见图6)。利用刀具切出部位毛刺大于切入部位原理,改变刀具轨迹,变刀具切出部位为切入部位。图6中的平面铣削,采用往复式走刀方式,会形成大量的出口毛刺;采用从四周向中心加工的走刀轨迹,刀具顺铣,仅产生微小的入口毛刺。
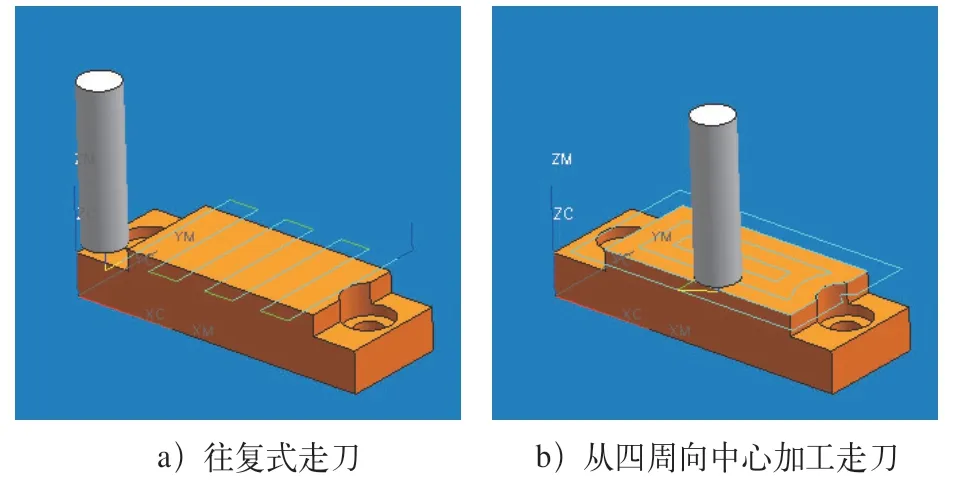
图6 通过合理的走刀轨迹控制毛刺
车削端面、钻孔时,通过调整车削方向保证外圆无毛刺,如图7所示。原工艺规程无具体加工工步要求,车削加工端面时,操作人员采用从零件端面中心向外圆方向加工,然后倒圆R0.2mm。由于R0.2mm与外圆相切部位存在误差,刚好是刀具出口部位,导致部分零件外圆残留有微小的二次毛刺,需要安排手工抛光。经分析,改变倒圆刀具轨迹,刀具由外圆向端面车削,使二次毛刺产生的方向最终由于车端面而加工掉,从而保证最终无毛刺。
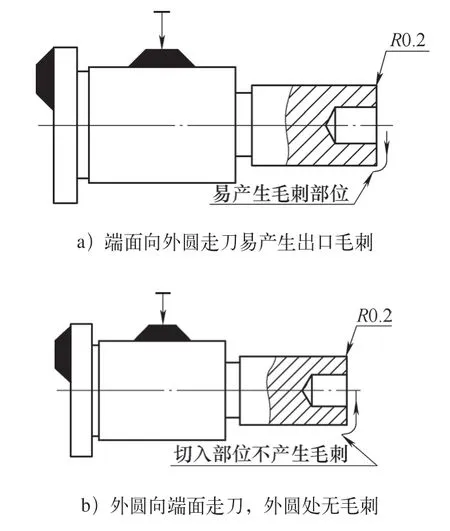
图7 通过调整车削方向保证外圆无毛刺
3)通过加工工步的安排,使毛刺朝容易去除的方向翻转。在不可避免会产生毛刺的加工中,加工工步的安排应使毛刺朝易于去除的方向翻转,或者朝向非工作表面。图8中的零件小孔和环形槽交贯部位,如果先加工环形槽,后钻小孔时,会产生大量的出口毛刺。改变加工顺序,先加工小孔,后加工槽,毛刺就会较小并且易于清除。

图8 零件小孔和环形槽交贯部位
4.2 合理选择或优化切削刀具
在刀具设计和选择上,合理选择刀具参数,适当增大前角;采用硬质合金、CBN和金刚石等高效、高速刀具材料,为参数优化奠定基础;采用复合刀具或组合刀具,一次加工多个部位,以减少加工毛刺的产生;尽量采用强制换刀,以减少由于刀具过度磨损而产生的毛刺;应选用合适的切削液,有效降低切削温度,减少刀具与切屑或工件之间的摩擦,能减少毛刺产生。
1)采用组合刀具加工减少毛刺产生。组合刀具是将原需多把刀具加工的特征,组合在一起一次加工成形的刀具,该类刀具一般需要特殊定制或专业化设计。由于毛刺主要产生在刀具出口部位,组合刀具减少了刀具的切出部位,从而达到不产生或少产生毛刺的目的。组合刀具种类繁多,简单的如钻孔及孔口倒角组合、钻孔和铰孔组合等,采用组合刀具具有加工效率高、毛刺小的特点,一般用于箱体类零件的孔系加工,可通过推进标准化结构设计促进成组刀具在工艺上的应用。
图9所示为采用组合刀具加工孔系以减少毛刺。

图9 采用组合刀具加工孔系以减少毛刺
2)改变加工刀具,减少工作面毛刺。通过改变刀具类型或者刀具结构,减少切出部位毛刺。如果采用端铣刀铣削平面,则切出部位毛刺较大;如果改用圆柱铣刀的侧刃铣削,则切出部位毛刺较少。采用普通倒角刀,会在倒角部位的两端产生二次微小毛刺,通过改变刀具结构,可以减少二次微小毛刺的产生(见图10)。在刀具安排上,选择锋利刀具作为最终一刀,可以减少切削加工产生的毛刺。
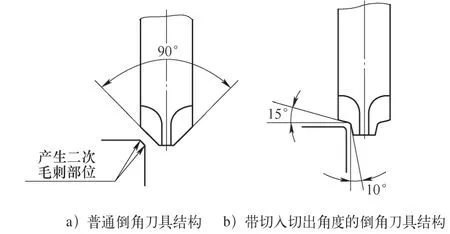
图10 通过刀具结构改变减少毛刺
4.3 合理选择切削参数
采用高转速、小进给速度的加工参数,零件加工完成后毛刺较小,典型的应用就是高速切削加工工艺,特别是在最终工步,留少许余量进行精加工,最终加工后工件上形成的毛刺是微小毛刺,有利于后续毛刺去除。经过大量的工艺试验,最终余量一般选择0.02~0.1mm。
图11为某壳体零件少毛刺切削加工模型,其外形由棒料加工而成。精加工中考虑了毛刺控制,重点是如何解决相贯孔及内部型腔交贯部位的毛刺清除。利用切削参数的改变,采用高转速、小进给速度,相对较小的切削力不会造成较大的塑性变形,从而产生的毛刺也较小。为了提高加工效率,在去除量比较大的部位可以使用相对大的螺旋步距,在接近相贯孔的位置改变为较小的螺旋步距,来发挥高速加工的优势。某壳体少毛刺切削加工工艺参数见表1。

图11 某壳体零件少毛刺切削加工模型

表1 某壳体少毛刺切削加工工艺参数
4.4 采用数控编程去除毛刺
对于旋转类零件,在旋转类设备如数控车床上加工时,可以轻易地采用倒角或倒圆的方法清除毛刺。下面主要针对结构复杂的零部件数控编程去毛刺进行介绍。
(1)加工面与加工面棱边要求倒角的毛刺去除 加工中心等数控设备加工壳体、箱体及结构件等复杂零件,当设计技术要求进行棱边倒角时,外形可以采用倒角刀通过程序轨迹控制将棱角加工出倒角或倒圆;内孔的各棱边,可以采用专用或通用带R的倒圆弧刀具,编程倒圆。图12为在三轴加工中心采用倒角刀编程去除零件外轮廓毛刺。
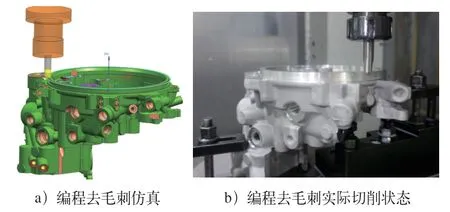
图12 在三轴加工中心采用倒角刀编程去除零件外轮廓毛刺
(2)加工面与非加工面棱边要求倒角的毛刺去除 当零件为铸造毛坯时,由于实际外形和理论外形存在较大的差异,零件外形不能采用常规的倒角刀进行去毛刺,此时可以用浮动去毛刺刀具[3]替代普通刚性倒角刀进行毛刺去除。铸造毛坯外形及浮动去毛刺刀具去除毛刺如图13所示。

图13 铸造毛坯外形及浮动去毛刺刀具去除毛刺示意
(3)无倒角要求时的毛刺去除 当零部件不要求对棱边倒角或倒圆,仅要求无毛刺时,可以采用陶瓷研磨刷对加工面整体去毛刺。采用陶瓷研磨刷,效率高,毛刺去除后不产生二次毛刺。由于陶瓷研磨刷与零件存在一定的过盈量,需根据零件结构特点,设计合理的走刀轨迹,防止较软的材料局部尺寸变化,或者不同部分毛刺去除效果不一致。
4.5 残存微小毛刺的最终处理
通过毛刺主动控制技术应用,可以大幅减少或避免毛刺产生,但由于航空液压系统对产品清洁度的高要求,最终零件还需采用设备对残留的微小毛刺或二次毛刺进行处理。如对于外形件,可采用光整加工,使用磨料清除微小毛刺残留;对于通孔的轴套类零件,可以采用磨粒流去毛刺[4];对于复杂内腔零件,可以采用高压水冲洗去除微小毛刺[5];对于油路交贯等特殊结构部位,可以采用电化学去毛刺,毛刺主动控制为特种设备去毛刺奠定了基础。
5 结束语
针对航空液压系统零部件加工中存在的毛刺较多、手工去毛刺质量不稳定等问题,通过合理安排工艺流程、优化切削刀具、采用高速切削工艺以及对已产生的毛刺采用数控编程去除,可以使加工过程的毛刺有效减少。对于最终残留的微小毛刺或二次毛刺,采用设备对零件整体或毛刺部位进行处理,可以可靠、有效地避免毛刺残留。通过主动去毛刺技术应用,消除或减少了加工部位产生的毛刺,简单零件可以实现消除手工去除毛刺,复杂零件可以降低30%~60%的手工去除毛刺的工作量,同时提高毛刺控制的有效性和稳定性,为产品的后续加工和清洁度控制奠定良好的基础。
20221106
专家点评

针对零件加工中存在的毛刺,提出毛刺主动控制技术,通过改进工艺、优化刀具和切削方法来减少毛刺;采用数控编程的方法随机切削去除已产生的毛刺;使用光整加工设备专门处理最终残留的毛刺,解决了手工去除毛刺质量不稳定的问题,具有很好的通用性和实 用性。
文章的亮点是主动去毛刺技术,具有自动化程度高、手工干预少、适用面广及灵活性强的特点。通过工艺优化和技术应用,消除和减少了加工部位产生的毛刺,提高了毛刺控制的可靠性和稳定性。
