基于华中数控系统的在机自动测量补偿技术
2023-02-23贺潇强陈掣邢鹏
贺潇强,陈掣,邢鹏
北京星航机电装备有限公司 北京 100074
1 序言
在航空航天制造业快速发展的今天,复杂异型航空航天大型核心构件呈现出结构特征复杂、异型变截面、难加工、尺寸大、品种多及批量小等特点。针对日益复杂的各种结构件,常用的检测方法包括离线检测(手工检测、三坐标测量和激光扫描等)和在机检测两种。目前离线检测不能及时发现零件的加工问题,易导致后续返工返修。在机检测以手工检测为主,需要在加工过程中进行人工停机调整干预,工作量大且重复性高,随着产品种类和批量的增长,人工干预的出错率会越来越高,并且会降低设备利用率,因此该方法受限于人为因素的影响,不论从检测效率、检测精度,还是从检测自动化水平方面均不能满足后续高效智能生产的需求。因此本文研究了一种基于华中数控系统的自动检测、自动计算和自动补偿的方法,该方法检测结果准确,检测效率高,避免了人工干预,提升了数控加工过程的自动化程度。
2 背景、目的及意义
2.1 研究背景
随着科学技术的发展,航空航天、汽车、造船及模具等工业领域的生产模式从大批量和单一品种渐渐演变成中小批量和多品种,零部件形状愈加复杂,对工艺技术要求越来越高,一旦出现废品,损失难以估计,因此如何提升加工质量显得尤为重要[1]。
在机测量(On Machine Measurement,OMM)技术最早应用于大型齿轮的加工误差补偿[2],随后国内外学者针对不同的数控系统和加工中心进行了大量技术研究:杨光等[3]以FANUC数控系统为基础建立了EP6BL测头用在机测量系统,该系统实现了曲面加工代码的自动生成,奠定了CAD/CAM的集成基础;高峰等[4]研究了数控成形砂轮磨齿机的在机测量技术,采用多体系统理论及齐次坐标变换方法,对被测对象的几何特征及数控机床的运动形式进行数学解析,求解该方程获得所有可能的测量运动方案;马艳玲等[5]对比分析了数控在线测量系统和三坐标测量之间的误差分析。
2.2 研究目的与意义
在航空航天产品的制造过程中,传统的离线检测方法虽然可以判定零件的加工结果,但是不能够及时发现零件尺寸超差等问题,这将直接影响产品制造周期与质量。而在机测量技术的应用能够在不停机的状态下实现零件补偿,保证加工效率,减少人为干预。针对大尺寸、大质量的零件,在机测量技术可以减少零件的转运流程,降低零件出现磕碰划伤的概率,进而提升质量;针对不适合使用常规的卡尺等量具进行检测的零件,在机测量技术通过测头接触和扫描等方式,可以实现难测量尺寸的精确检测,如今在机测量已经成为智能制造柔性生产线的一个重点发展领域。因此,在机测量技术的研究对保证产品型面、高精度装配尺寸有效检测,以及为提高生产效率、提高产品质量具有重要意义。
3 在机测量系统组成及其工作原理
完整的在机测量系统由硬件系统和软件系统两部分组成,硬件系统负责数据采集、信号接收,软件系统负责控制、计算和补偿。
3.1 硬件组成
(1)测头主体 测头主体是测量过程中的执行元件,主要包括基础刀柄、感应部分、探针、测量球、电池和LED状态显示几个部分(见图1)。基础刀柄根据机床主轴型号来选配,常用型号有BT50、BT40、JT50、JT40、HSK100A及HSK63等;测头感应部分(见图2)涵盖传感器、信号传输等;探针材料一般为陶瓷、碳化钨和不锈钢三类,陶瓷探针硬度高,易折断,碳化钨探针具有一定弹性,不锈钢探针强度较高,常用探针长度为50mm、100mm;测量球一般为红宝石球,常用球径包括6mm、4mm、2mm(本文以50mm长、球头6mm球径的M4陶瓷探针为例)。
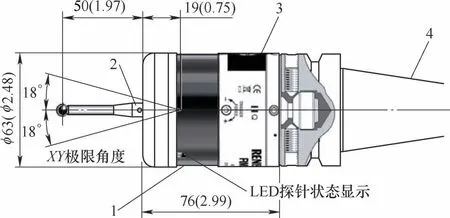
图1 测头构造示意

图2 测头感应部分示意
测头移动过程中,当测量球碰到被测表面后,探针与主轴呈一定角度,感应片得到信号,反馈到数控系统,数控系统记录当前数值,测头向反方向后退,进行下一个动作。
(2)信号接收器 信号接收器是测头测量信息反馈到数控系统的中间介质,测头接触到被测表面时,接收器接收关于测头的各类信息,将以电信号的方式传递到数控系统。接收器安装于机床内,共有3~8根信号线与机床I/O连接,分别用于接收器供电、触发信号、开启信号和电池报警等,可根据需求选装,但必须涵盖供电、触发信号线缆。
3.2 软件组成
软件组成包括数控系统软件、测量程序及计算补偿程序。数控系统软件用作数据运算、处理和判断。测量程序用于指定测头各个动作,包括测量位置、测量速度、测量方式等,以及对测量结果进行特定记录、赋值。计算补偿程序用于对测量结果数据进行处理,得出补偿程序所需数值,并对加工程序、刀具信息进行修正,而后进行精加工。
其中华中HNC848D型数控系统,除具备一般数控系统功能外,还具备复杂轮廓计算、大型运算处理功能,可对大量数据进行宏运算,具备加减乘除三角函数混合运算逻辑功能,可快速处理各种数据,并实时反馈到执行部件,进行相应动作。
3.3 工作原理
在机测量工作流程如图3所示。测头接触到被测表面后,接收器接收到相关信号,接收器以电信号的方式传输到系统I/O,然后通过总线到达数控系统,数控系统执行在机测量程序,通过复杂运算,判断出机床下一步动作,将信号传递到伺服驱动机构,控制机床主轴与工作台进行相应动作。
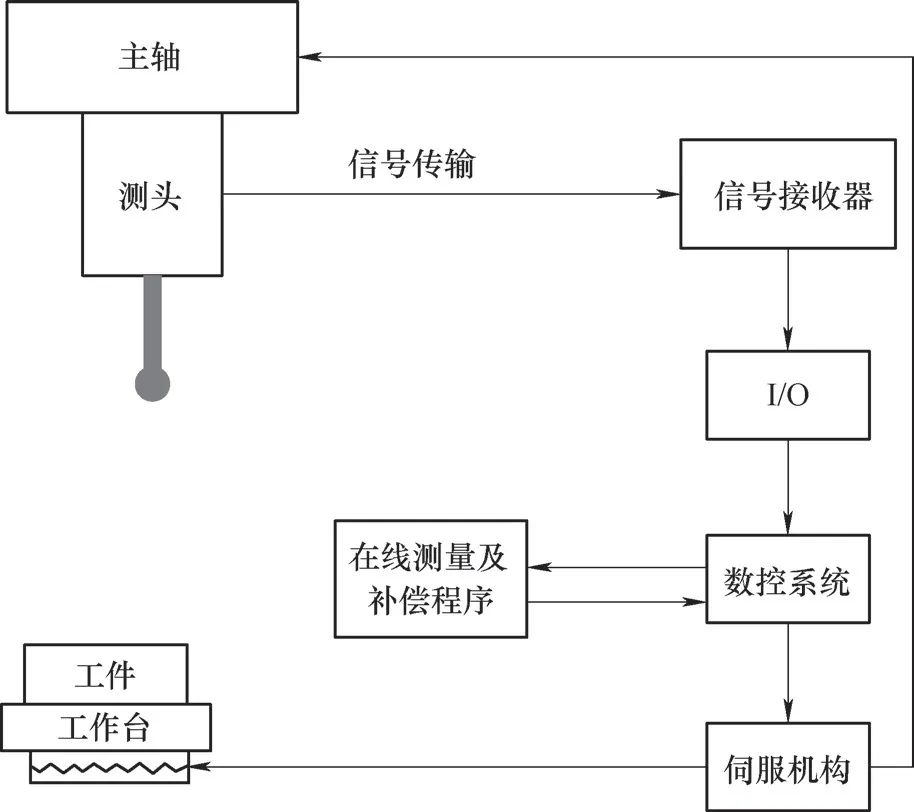
图3 在机测量工作流程
4 在机测量试验验证及其应用
4.1 环境及设备
在机测量实施环境的温度无具体要求,但温差会影响设备本身精度,而设备本身精度是决定在机测量精度的主要因素之一,因此环境温差尽可能小一些,一般应控制在15~26℃。环境空气中的杂质附着在测量球表面会影响测量精度,尽管在机测量系统带有高压空气清洁功能,但测头长时间不用后,空气中的杂质会粘附在测量球表面,高压空气无法清洁干净,因此测量环境也应尽量保证干净。
在机测量系统一般为具有成熟数控系统的机床,设备本身的定位精度、重复定位精度与测量结果密不可分,因此在测量前应校正设备本身误差。
4.2 在机测量试验准备
(1)模型创建 为了保证测量结果的准确性,首先在UG中构建RMP60红宝石测头模型,如图4所示,测头探针选用50mm长、M4陶瓷探针,红宝石探头选用6mm球径。

图4 模型创建示意
加工特征简化如图5所示,该零件台阶孔直径为2处24mm与4处29mm,孔距500±0.012mm。由于焊接变形,6处台阶孔的位置与理论存在一定偏差,台阶孔深度与直径大小无法一次加工满足要求,加工前需对台阶孔位置进行检测,计算出实际位置与理论位置的差值,提前对台阶孔程序进行补偿,一次性加工到位。

图5 加工特征简化
(2)在机测量程序编制 在机测量程序编制重要三步,分别是测量、运算、补偿程序(见图6)。测量是得出零件实际情况的主要手段,运算是将测量数据转化为补偿量的重要一步,补偿是将补偿量自动输入到加工程序中,使得数控机床按照补偿后的状态进行加工。其中测量程序将深度方向每次的测量结果都自动输入到#632中,#632可在系统宏变量中的用户宏列表中看到,每测量一处,通过赋值方式将测量结果赋值于可用户自定义的变量,此处指#50000~#50100。测量结束后,将每个孔位两个测量点结果取算术平均值,再减去理论高度,即可得出补偿量,操作者可根据运算结果,提前判断零件变形情况,更好地控制加工程序,避免出现进刀过多等情况。不同数控系统自动补偿指令有所区别,华中HNC848D数控系统平移指令为G52 X/Y/Z,X/Y/Z后面的值为对应坐标轴偏移值,此处6处台阶孔偏移值为#1~#6。
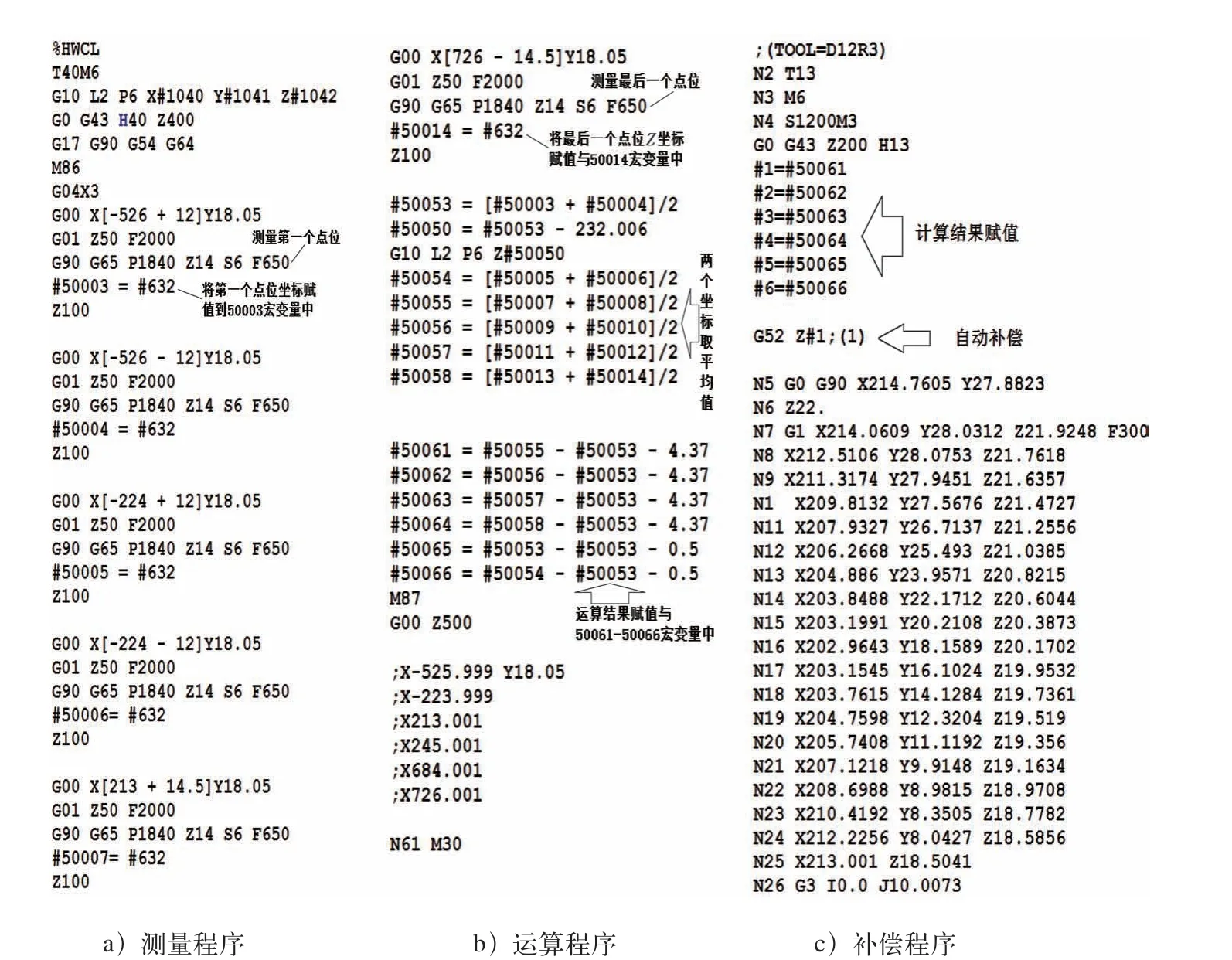
图6 测量程序、运算程序与补偿程序
4.3 补偿效果
为了保证零件加工质量,测量补偿过程按如下顺序进行。
(1)测头精度校准 调取刀库中的测头,采用百分表和标准试块对测头进行调试,确保测量精度,如图7所示。
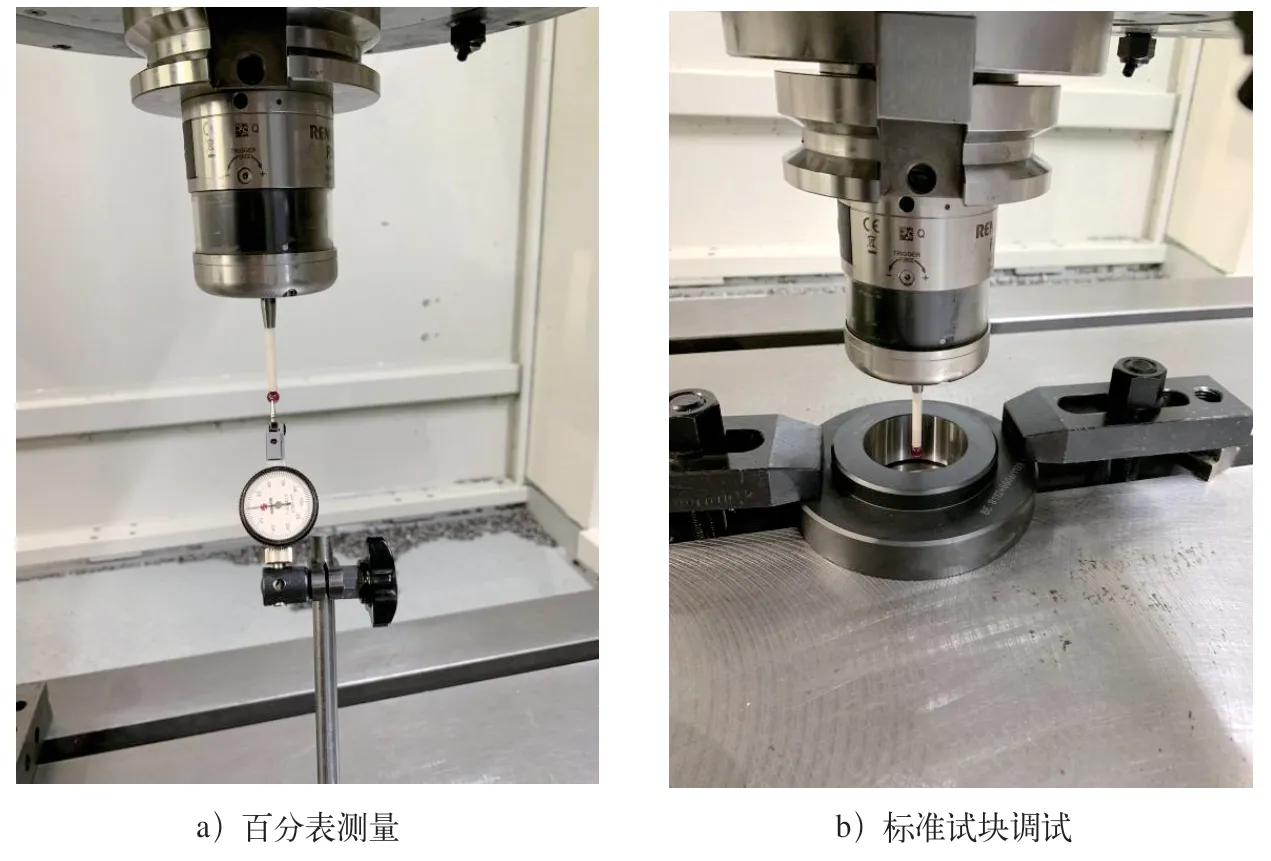
图7 测头精度校准过程示意
(2)测量零点数据 选定基准点作为测量标定,记录基准数值和每个实测点差值,针对一种零件的一类特征,仅需建立一次基准数据。
(3)在机测量并建立补偿数据库 测量不同点位外形的变形程度,与基准数据进行对比,得到在机测量实测数据,并赋值在宏变量中,实现零件在机测量数据的留存。
零件台阶孔实测数据见表1,其中实测误差值计算方法为|(az0-az0')-(ax-ax')|,其中az0表示该组数据零件手动零点测量实测值,az0'表示该组数据零件零点自动测量实测值,ax为不同测量点对应手动测量实测值,ax'为不同测量点对应自动测量实测值。
从表1中可以看出3次测量的最大误差为2号台阶孔中的点3,误差值0.170mm,最小误差为3号台阶孔中第一个点,误差至0.011mm。75%的测试点误差<0.100mm,91.67%的测量点误差<0.150mm。根据以上结果对零件进行补偿,台阶孔加工一次性满足深度要求,检验指标为沉头孔安装螺钉后钉头低于零件表面0~0.1mm,检验结果为产品合格率100%,台阶孔工步效率提升一倍,降低了人为操作风险。

表1 零件台阶孔实测数据 (单位:mm)
5 结束语
通过在国产数控系统环境下在机测量的实施与应用,包括测量程序、运算程序和补偿程序,验证了国产华中HNC848D数控系统的稳定性和在机测量技术在复杂零件加工中的重要作用。此项技术可以解决大型焊接零件变形后加工基准难以选取的问题;在机测量技术能够大幅提升产品质量和生产效率,有效降低制造成本,实现加工、测量及补偿的自动化。
在工业发达的国家,机床测头基本上和刀具一样成为数控机床不可缺少的基本备件,在数控加工领域中得到越来越广泛的应用。在机测量技术成熟度越来越高,普及程度也越来越广,将成为智能制造中必不可少的一个板块。
20221110
