军用飞机金属零件激光增材修复技术的研究进展
2023-02-22徐进军高德晰曾全胜
徐进军, 张 浩, 高德晰, 湛 阳, 江 茫, 高 昆, 曾全胜
(湖南省飞机维修工程技术研究中心, 长沙 410124)
军用飞机在服役过程中,一些关键金属零件因变形、磨损、腐蚀等原因出现裂纹等缺陷,对飞机的飞行安全以及作战能力造成影响[1]。飞机零件具有较高的附加值,对存在不可接受缺陷但未达报废标准的零件进行及时、可靠的修复,有助于保障飞机的安全性、出勤率以及实现作战能力的最大化[2]。研发快速有效的航空维修技术也是保障空军战斗能力的内在要求,具有重大的经济效应和战略意义。
传统的飞机金属零件修复主要集中在表面处理工程和焊接修复技术,如增材制造、激光熔覆、激光熔凝、冷喷涂、电弧堆焊以及搅拌摩擦焊等[3]。上述技术具有修复成本低、灵活性强、技术应用成熟以及使用范围广等优势,但也存在易污染环境、易损伤基体材料、修复区结合力不强、修复精度以及自动化程度较低等缺点[4]。
激光增材修复(laser additive repair,LAR)技术是激光增材制造技术在金属零件修复领域的具体运用。通过对零件中损伤部位进行准确建模后开展定制化修复,具有修复速度快、效率高以及修复后零件性能优良等优势[5]。LAR技术已在飞机机翼前缘、发动机叶片、垂尾梁、摇臂、支架以及起落架活塞杆等损伤金属零件的修复中获得成功运用,部分零件已通过了多次装机应用和验证考核,应用范围不断扩大,必将在航空维修领域受到更多关注[6]。本文介绍激光增材修复技术特点,阐述激光增材修复过程中常见的缺陷类型,总结激光增材修复技术工艺优化特点以及在维修中的应用,并对激光增材修复技术未来的研究重点和趋势进行探讨。
1 LAR技术特点
激光增材制造技术是激光熔覆和激光快速成型技术的有机结合,主要以金属粉末或者丝材为原材料,将CAD目标成形模型进行分层处理,再利用高能激光束熔化原材料实现堆积生长成形,是一种能够快速将复杂结构的三维数据模型直接转化为实体零件的数字化制造技术[2,5]。在具体运用过程中,采用预置金属粉末方式的称为选区激光熔化成形技术,采用同步输送金属粉末或者丝材的称为激光直接沉积成形技术。国内外众多学者,又将激光直接沉积成形技术称为定向能量沉积、激光金属直接成形、激光近净成形、直接激光制造、形状沉积制造以及激光立体成形等技术[3-6]。
选区激光熔化成形技术是控制高能量的激光束按照预定的扫描路径,熔化预先铺覆好的金属粉末后逐层熔覆堆积,冷却凝固后成形的一种技术[7-8]。激光选区熔化技术原理图如图1(a)所示。由于铺粉类固有的工艺特征,决定了选区激光熔化成形技术对于大型复杂构件的修复存在局限性[2,4-6]。
激光直接沉积成形技术是以金属粉末/丝材为填充原料,采用高能激光束将填充材料逐层熔覆堆积,从而形成金属零件的制造技术[9-10],其原理如图1(b)所示。

图1 激光增材制造技术原理图 (a)激光选区熔化技术[7-8];(b)激光直接沉积成形技术[9-10]Fig.1 Schematic diagram of laser additive manufacturing technology ( a) laser selective melting technology[7-8]; ( b) laser direct deposition forming technology[9-10]
旁轴送材方式加工平台易搭建,但送材方向性较强,输送材料容易受热不均匀;当激光扫描路径较为复杂时,旁轴送材方式的成形控制难度增加。激光束同轴送材方式则无方向性问题,能保证任意路径下熔覆层的一致性,从而获得更为广泛的应用[5-6]。按照激光束和金属粉末的相对位置,同轴送粉方式又可分为光外同轴送粉和光内同轴送粉[6],如图2所示。同轴送粉方式的金属粉末与激光束同步输出并汇聚于激光焦点处,能提升粉末利用率,设备简单且更适合精密成形。与金属粉末相比,制备丝材所需成本更低,所以光丝同轴激光增材制造技术近年来也受到极大关注[11]。
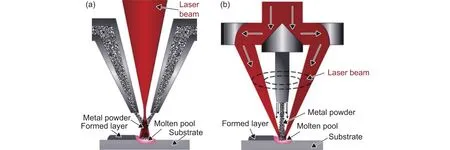
图2 同轴送粉原理示意图[6] (a)光外同轴送粉;(b)光内同轴送粉Fig.2 Schematic diagram of coaxial powder feeding[6] (a) outside-laser coaxial powder feeding; (b) inside-laser coaxial powder feeding
与常规激光熔覆技术相比,超高速激光熔覆使粉束汇聚点位于熔池上方,同时提高光束和粉束的汇聚性,大部分激光能量(约80%)作用于合金粉末,使粉末在落入熔池前处于熔化或者半熔化的状态,进而减小了粉末在熔池内的熔化时间,减少激光对基体材料的热输入量,成形质量优良[12-13]。超高速激光熔覆的沉积速率由常规激光熔覆的0.5~2 m/min 提升至 20~500 m/min,单次熔覆厚度能够控制在0.02~1.0 mm,可直接用于修复较薄零件[14]。该技术具有更高的工作效率,如果能代替常规激光熔覆技术与快速成型技术相结合,将有助于推进LAR技术的进一步发展。
激光-电弧复合增材制造技术是将激光和电弧两者的热源进行复合,共同作用于材料待熔化区域,其交互作用能够产生优势互补效果[14]。在成形过程中,先启动电弧能量使材料发生熔化,激光能稳定电弧且能对熔池产生搅拌作用,可促进气孔的快速逸出,并使形核生长的晶粒破碎从而细化晶粒。气孔数量的减少以及晶粒的细化,能使修复零部件具有更好的力学性能。
与激光增材制造技术相比,LAR技术有其自身的特殊性,需要根据修复对象的损伤类型和结构特点进行工艺规划,并且要考虑与零件基体的结合效果。
飞机零部件LAR工艺流程主要包括:
(1)借助清洗设备对缺陷零件进行清洗处理,并对零件进行无损检测判定损伤类型以及安全评估,结合相应的修理手册标准评估其可修复性。
(2)受损区域形式多样,为方便激光扫描路径的形貌特征需求、增强修复效果,对受损部位按修理标准进行V型或U型等规则化处理。对缺乏原始三维设计数据的零件,利用工业CT、三维激光扫描仪等对待修复区域进行精确测量。
(3)采用逆向建模技术进行数据处理,获得光顺的曲面、平面、实体等特征,再构建较为完整的修复目标模型。将连续的三维CAD模型离散成具有一定层厚及顺序的分层切片,根据切片轮廓设计合理的LAR工艺参数并转换成相应的数字控制程序[15]。
(4)依据修复目标模型,以损伤零件为基体,对修复区域进行激光增材制造,得到修复后的零件。
(5)与维修手册标准进行比对,进行性能测试以及装机检验等方式确定修复效果,检验修复后零件的“修形修性”情况。
综上所述,LAR技术可总结为以高能量密度的激光束作为热源,以金属粉末或丝材等为填充材料,借助CAD等软件对目标模型进行预分层处理,通过控制系统使激光光源、保护气体、填充材料输送装置和载物工作平台按指定空间轨迹运动,以修复零件为基体对待修复部位进行逐层成形,最后生成与待修复部位形性接近的三维实体,完成对损伤零件的几何形状和使用性能的恢复,延长其服役寿命。
2 LAR中缺陷类型和调控方法
在立体型飞机零件LAR过程中,激光循环往复进行逐点扫描熔化→逐线扫描搭接→逐层凝固堆积,材料先后经历快热、熔化和快冷等过程,导致修复区易出现如塌边、表面球化、气孔以及裂纹等不同尺度缺陷。
2.1 塌边
在LAR过程中,高能激光束、填充材料与基材相互作用,形成的熔池主要受到重力(G)、保护气体气-固两相流影响力(M)、熔液表面张力(N)和基体支撑力(Z)的混合作用,熔池在这四个力相互作用下与水平面形成一定的倾斜角θ,如图3(a)所示。当激光束完成第H层的最后一道扫描时,第H+1层第一道如果也在该侧进行扫描,将导致每一层第一道处(即扫描经过进出端和边角处)的热量累积比其他区域温度要高,使熔池的表面张力减小,熔体的流动性增加,凝固层变薄,导致成形件边缘出现塌陷现象[16]。当底层修复区域发生塌陷时,该区域较实际沉积高度更低,如图3(b)所示。在纵向分层厚度不变的情况下,激光束扫描至该区域时,离焦使激光光斑直径变大造成能量密度降低,熔化粉末的能力下降;随着修复层数的增加,出现塌边变形现象,如图3(c)所示。
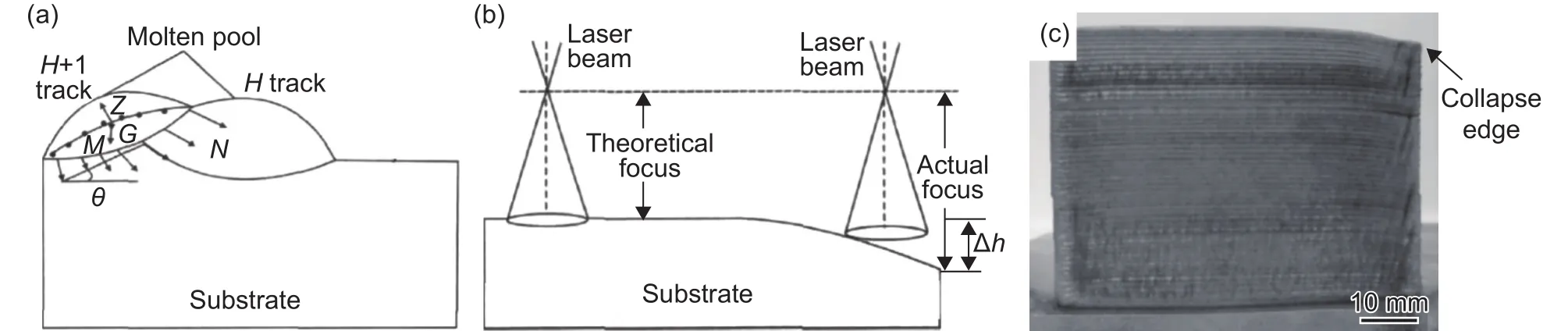
图3 LAR 成形件塌边现象[16] (a)熔池受力作用示意图;(b)塌陷时光束作用示意图;(b)塌边实物图Fig.3 Edge collapse of LAR formed part[16] (a) schematic diagram of stress action of molten pool;(b) schematic diagram of beam action during collapse;(c) physical photo of edge collapse
在修复薄壁零件或者零件边缘区域时,采用短边往复并逐层更换激光起光点位置,以及针对熔池高温区吹冷却气体、延长停留时间等方式来降低材料热量累积效应,可减小几何缺陷现象的发生[17-18]。
2.2 球化缺陷
在LAR过程中,填充材料熔化液在表面张力的作用下进行收缩,球形表面积和表面能较低且最为稳定,如果熔液与固体基体表面润湿性较差时,熔液难于均匀铺展,易发生球化反应形成球化缺陷[19],如图4(a)所示。激光扫描速度较快时,激光束冲击熔池易引起熔液飞溅。飞溅出熔池外的熔液只受重力作用且接收激光能量较低,易形成小尺寸球型金属颗粒。此外,由于激光能量呈高斯分布,熔覆道两侧以及相邻道间搭接区域的能量密度较低,如果送粉量较大而激光能量不足,使粉末不能完全融化,会加剧表面球化现象[15]。故表面球化缺陷常分布在熔覆道两侧或相邻道间的搭接区域,多层FeCr合金球化缺陷实测图,如图4(b)所示。
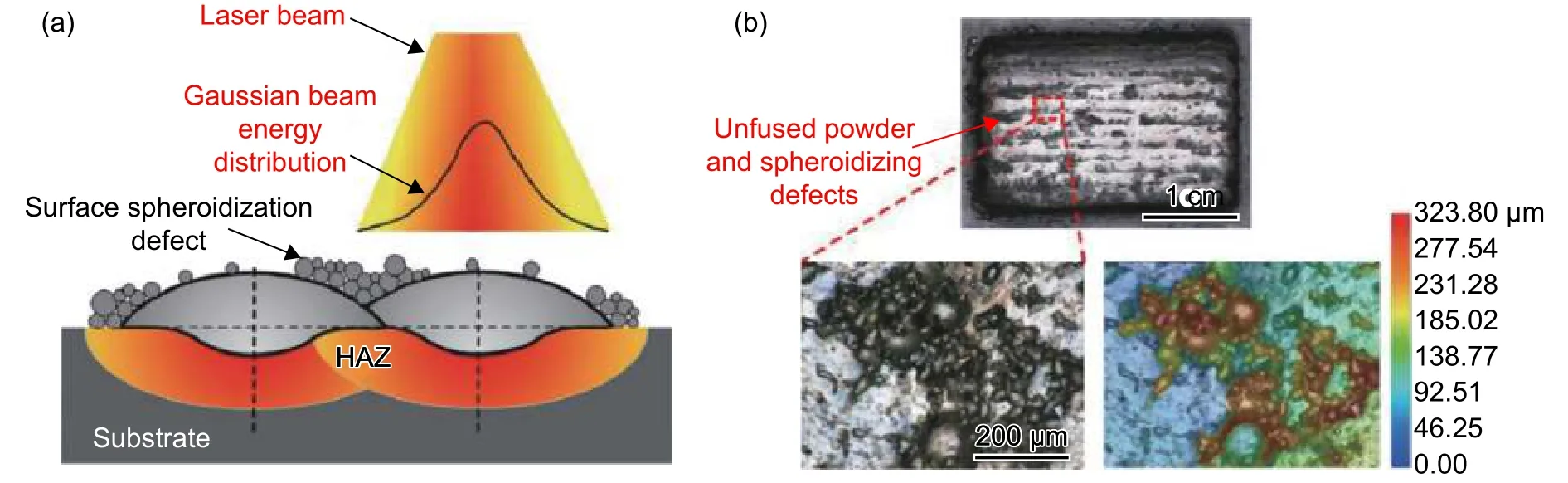
图4 LAR 中球化缺陷 (a)球化缺陷示意图[19];(b)多层 FeCr合金球化缺陷实测图[15]Fig.4 Spheroidization defect in laser additive repair (a) schematic diagram of spheroidization defect[19];(b) measured diagram of spheroidizing defects of multilayer FeCr alloy[15]
在LAR过程中,采用预热基体和多层成形时进行气氛保护能提升填充材料熔液与凝固层的润湿性[15];适当增加激光能量密度、降低送粉量和延长层间间隔时间(待凝固层稳定后),都有助于改善球化缺陷现象[19]。
2.3 气孔
在LAR过程中,以下几种情况都会产生气孔缺陷:一是在高能激光辐照的过程中,熔池温度高,基体材料或者多层多道间搭接处的原有熔覆层发生冶金反应,产生如CO、CO2以及SO2等气体[20-21];二是保护气体或者输送粉末气体(如N2、He以及Ar气等)中混入空气;在快速熔化和凝固过程中,气体如果来不及排出就会在成形件中形成气孔[22-24]。气孔缺陷的形成与气-液-固三相之间的接触角(θ)和熔池凝固时间息息相关[25]。当气体介质与固相界面的接触角小于90°且熔池凝固时间足够长时,气体介质可完全摆脱界面的约束上浮逸出,可避免气孔缺陷的产生,如图5(a)所示;当接触角大于90°且凝固时间较短时,部分残余气体介质仍然附着在固相界面来不及逸出,待熔池凝固后留在成形件中从而形成气孔缺陷,如图5(b)所示。
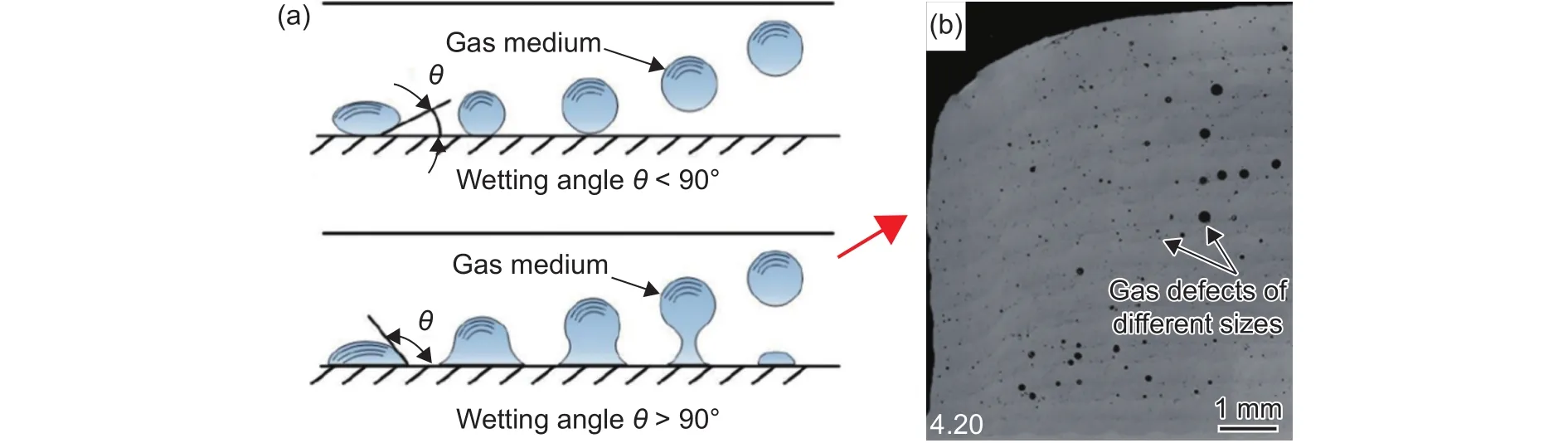
图5 LAR 中气孔缺陷[24-25] (a)气泡上浮过程;(b)成形件中典型气孔缺陷Fig.5 Hole defect in laser additive repair[24-25] (a) bubble rising process;(b) typical air hole defects in formed part
选取具有良好润湿性的填充材料,成形前充分烘干减少水汽,提高激光输入能量能使熔液液态时间增长以及适当降低扫描速度,使气孔有足够的时间上浮和逸出,都有益于降低材料中的气孔率[20-23]。此外,在LAR过程中对熔池施加超声振动或者磁场等,也能促进气体更好地逸出,降低孔隙率[25]。
2.4 裂纹
应力集中是LAR成形件中产生裂纹的主要原因[23]。LAR过程中产生的应力主要包括热应力、约束应力以及组织应力[26-28],如图6(a)所示。温度梯度的不同会使材料在冷却过程当中基材与修复层或者多修复层内部之间的热膨胀速率不一致,从而产生热应力[28]。熔池中材料受热膨胀,受到周围较冷基体约束而产生的压应力及凝固收缩受到较冷基体的拉应力,称为约束应力。在成形件中,由于金属元素的组织偏聚而引起的应力,称为组织应力。组织不均匀导致该区域应力高于其他位置。在多种应力的共同作用下,应力不会随着冷却而终止,反而会在其内部传播,当应力超过材料极限断裂强度时,萌生出裂纹。随着扫描层数的增加,横向拉应力逐渐积累增大,促使裂纹进一步扩展,从而在成形件中形成跨越多层的长裂纹[27],如图6(b)和(c)所示。
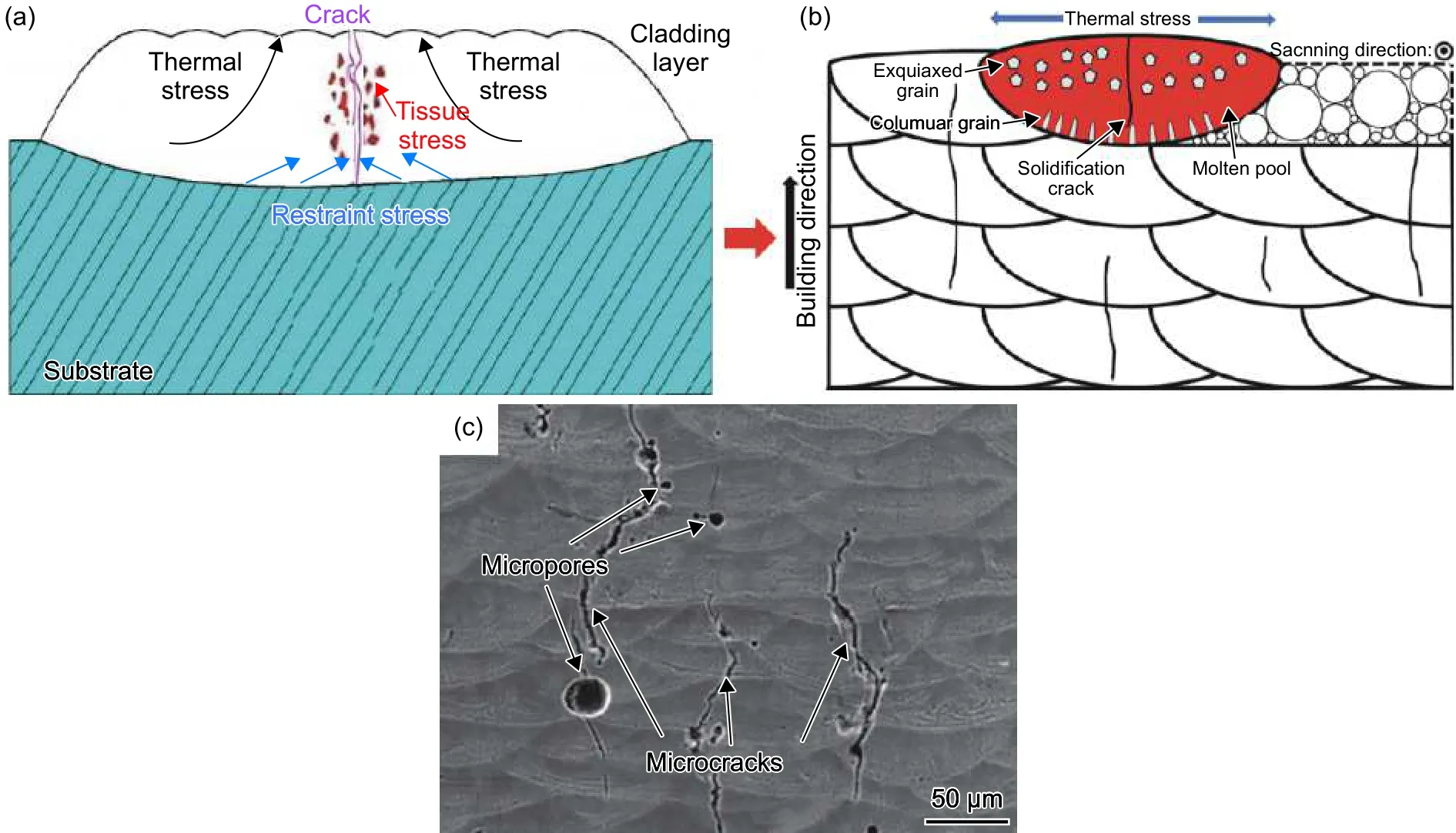
图6 LAR 中裂纹缺陷[27] (a)应力作用示意图;(b)裂纹形成示意图;(c)裂纹形貌Fig.6 Crack defect in laser additive repair[27] ( a) schematic diagram of stress action; ( b) schematic diagram of crack formation;(c) crack morphology
选用与基体材料热膨胀系数接近、材质均匀的填充材料,并在修复前进行预热处理减小温度梯度、适当降低扫描速度减小熔液冷却速率等有助于减小材料内应力作用,降低裂纹率[26-28]。
3 LAR 工艺优化特点以及性能改善措施
激光能量密度、搭接率、填充材料供给速度、保护气体流量、时间参数和扫描路径等参数设计对激光增材修复效果具有显著影响,需要各参数相互协调。此外,施加外加能场和优化设计专用填充材料能进一步提升修复效果。
3.1 能量密度
在一定的扫描速度下,提高激光功率增加了热输入量,熔池流动性增强,促使填充材料反应更加充分,可获得良好的冶金结合[29]。Li等[30]的研究结果表明,提高激光功率可降低7075铝合金成形件的孔隙率和裂纹率。随着激光功率增加,熔覆区的柱状晶晶粒尺寸逐渐变大。但是激光功率太大时,会引起填充材料以及基体材料发生严重的烧灼,使样品表面严重氧化、熔化过度以及烧伤等现象[31]。
激光功率一定时,提高扫描速度易引发填充材料熔化不完全现象,材料处于固-液两相共存状态。该状态下材料流动性变差,易产生孔隙缺陷[29]。与此同时,扫描速度的增加,材料冷却速度过快,使材料温度梯度增大,易导致裂纹的产生。扫描速度过小时,相邻扫描时间间隔短;在激光束移动过程中,熔化材料产生堆叠,使熔覆区铺展不均匀,样品成形质量变差。
实际上,激光功率和扫描速度存在一个相互耦合作用,单纯考虑单一参数对实验结果的影响是不够准确的。只有对激光功率和扫描速度进行有效耦合,才能使成形件获得较好的晶粒组织和材料性能[32]。
为了综合考虑耦合光斑直径、激光功率以及扫描速度的交互作用,用激光能量密度来表述更加全面。任一参数的调整都可以影响输入的能量密度,进而实现对熔池形态、微观组织以及材料性能的调控。
在实验过程中,光斑直径一般为固定值。当采用圆形光斑时,单位面积内激光能量密度(F)的表达式为[14, 18]:

式中:D为光斑直径;V为扫描速度;对于连续输出激光,P为激光输出功率;对于脉冲输出激光,P为激光平均输出功率P=Pmax×f×τ;Pmax为脉冲峰值功率;f为脉冲频率;τ为脉冲宽度。
由式(1)可知,在实际运用过程中,可在不引起填充材料以及基体烧伤的前提下,尽可能地提高激光功率并搭配较高的扫描速度,有助于获得性能良好的成形件和较高的工作效率。
3.2 搭接率
相对于二维的面积型成形区域,多道多层立体修复区域由二维转向三维,搭接率是影响成形质量的关键因素。合适的搭接率能使成形件获得较好的平整度,还可以大幅度降低热裂纹和孔隙的形成倾向[33]。当搭接率较小时,搭接区会出现明显的凹陷;当激光能量密度较低时,搭接区的重熔材料较少,易出现氧化物夹杂和气孔等缺陷。当搭接率较大时,搭接区熔覆高度较高甚至出现明显的斜坡状上凸;前一熔道搭接区受到激光能量的二次加热后,重熔材料增多导致成形表面不平整,凝固区域晶粒也易粗化,导致材料性能下降[15, 34]。
假设单层单道样件形貌为圆弧状,W和H分别为单层单道的宽度和高度。根据熔化成形件的几何关系以及面积等效搭接计算模型,即前道熔池搭接区域与后一道熔覆线在搭接区域上堆积结构的横截面面积相等时(S1=S2),可获得趋于理想的成形层。等效搭接成形层横截面示意图如图7所示。在此条件下,可推导出理想搭接率η的计算公式[14-15, 33]:
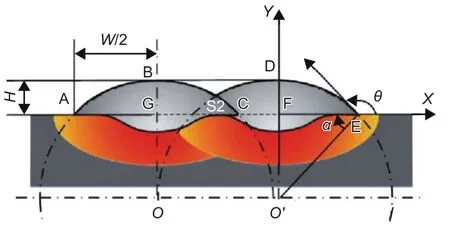
图7 等效搭接熔覆层横截面示意图Fig.7 Schematic diagram of cross section of equivalent lap cladding layer

式中:SABC为单层单道圆弧面积。
此外,不同搭接率下,激光增材制造过程中的应力分布也不尽相同。李云峰[33]发现,搭接率较小时,熔覆层应力较小,且道次间相互作用不强;随着搭接率的增加,应力主要集中在搭接区域且应力值逐渐增大。当搭接率超过30%后,最大应力区域向起始熔道转移,主要是因为后续激光热源会对前一道熔覆层的搭接区产生二次重熔,而已形成的熔道会对其产生拘束作用,从而使起始熔道内的应力升高,增加了熔覆层的开裂倾向。
目前,在大量工艺参数与实测搭接率的映射关系基础上建立了相应的搭接率优选经验回归模型[33],但模型适用性较差、预测精度也不够精确,最佳搭接率的确定还得依靠大量的实验探索。一般搭接率的参考选取范围集中在30% ~ 50%之间[34]。
3.3 填充材料供给速度
在LAR过程中,常用的填充材料主要有合金丝材和粉末,填充材料的供给速度对成形件质量,特别是成形尺寸精度具有重大影响。
当激光能量密度一定时,随着送丝速度的增加,单道次熔覆层深度减小,高度和宽度增大。当送丝速度较小时,熔化材料不足以及熔滴不能均匀铺展在基材上,出现不连续现象。提高送丝速度(1.4 m/min),熔化的材料量增加,不再出现熔覆层不连续现象,且没有发现气孔和裂纹。但送丝速度(1.6 m/min)较大时,更多的热量用于熔化焊丝,只有较少热量到达母材导致熔池较小使大量的金属沉积造成熔覆高度达到一个较高的水平,高深比进一步增加[31]。此外,当送丝速度过大时,金属丝被推入熔体池后不能被充分熔化,易导致气孔和裂纹的产生[21]。
粉末材料与激光的交互作用较丝材更为复杂[24-27,33]。在激光能量密度一定的情况下,单位时间的粉末流量越大,对激光能量反射越多;作用在合金粉末上的能量就越少,则未熔化的粉末越多,造成表面黏粉和内部冶金性气孔缺陷并且容易造成熔覆层高度过高而宽度较小,降低成形质量。岳海涛等[15]发现,在相同激光能量输入量情况下,送粉速率过大会导致熔池体积增大,熔池温度降低,材料黏度上升,阻碍了气泡的释放速度,合金的孔隙率上升。
在一定程度上增加热输入量能提高填充材料的利用率,且延长了金属液态时间,气孔有足够的时间上浮和逸出有利于抑制成形层中气孔的产生[15,24]。因此,在制定LAR工艺参数时,除了激光能量密度外,优化填充材料供给量也有益于获得更高质量的成形效果[16]。
3.4 保护气体流量
除激光能量密度、填充材料供给速度外,保护气体流量在LAR过程也会影成形效果。如果填充材料为丝材,合适的保护气体流量起隔离空气的作用,但过高的保护气体流量会提高熔池冷却速率,增大熔池的不稳定性,成形层产生缺陷以及不规则成形现象风险增加[31]。
填充材料为粉末时,保护气体同时作为输送粉末介质。不同保护气体流量会引起粉末颗粒速度和汇聚点浓度的变化,从而对成形效果造成影响。李云峰等[33]的研究结果表明:载粉气流量较小时,粉末分布发散;提高载粉气流量,粉末的聚集性随之升高。当流量超过600 L/h后,汇聚区粉末浓度趋于稳定,汇聚处粉末浓度的增加说明实际进入熔池并发生熔化的粉末数量增加。但是,当气流量过大时,粉末颗粒的动能增大与基体产生高速碰撞,造成粉末颗粒的无规则运动甚至产生飞溅,反而降低实际有效送粉量[35-36]。载粉气体流量使粉末汇聚点与光斑直径接近时,可获得较好的成形效果[33]。Arbo等[21]的实验结果也说明过大的保护气体流量会造成熔池冷却速率过快,使材料中气孔来不及逸出,导致产品的孔隙度增大。
3.5 扫描路径和时间参数
合理的激光扫描路径不仅可以提高成形效率,还可以有效减小修复区内部残余应力、调控晶粒形态,从而获得更好的成形效果。在立体型待修复区的成形过程中,随着堆积层数的增加,整体热输入量增加,各层受热情况更加复杂[37]。
当堆积层采用同向扫描路径时,相邻层间的热输入与散热状态基本相同,有助于晶粒沿相同方向持续生长[14]。当堆积层间采用垂直交叉扫描方向时,也有利于熔池快速散热,从而减小平均晶粒尺寸。与此同时,交叉扫描路径改变了熔池的温度场,相邻层间的晶粒生长方向也随之发生改变,使晶粒取向呈随机分布且尺寸更小[37],有利于减弱成形合金的各向异性,提升合金性能。
Guo等[38]对比了堆积层间扫描偏转角度分别为45°和67°时,激光增材制造技术制备的CrMnCoFeNi合金的组织和性能特点。研究结果表明:与扫描偏转67°合金相比,扫描偏转角度为45°更有利于合金柱状枝晶向外延生长,承受了较高的局部应变,从而具有较高的裂纹密度。与单纯的改变堆积层间的扫描角度相比,Li等[28]、Gu等[32]进一步将单层区域进行分区和角度可变的“随机”扫描处理,使成形过程中合金的热量分布更加分散,减弱了热应力集中现象,降低了裂纹率,分别制备了性能良好的Al-Zn-Mg-Cu-Ta合金和铝基纳米复合材料。
在调整扫描路径调控成形合金的组织和性能时,堆积层间的时间间隔也是其中的重要参数。通过适当延长堆积层间停留时间,可以缓解层间和合金边缘处熔池过热问题,应使单层材料完全凝固后再在进行下一层扫描[28,32]。因此,在扫描路径的优化设计时,一方面要有助于成形合金晶粒取向的随机分布;另一方面要尽量避免熔池过热和减小应力。
3.6 外加能场改善性能
在优化工艺参数的基础上,加入超声振动、电磁场等外加能场有助于进一步提升LAR效果。Wang等[39]、Yao等[40]、Cong等[41]分别在 SS316L、AISI630不锈钢和Inconel718合金的LAR过程中添加超声振动,结果表明:外加超声振动有利于熔池热量传递能降低修复区域温度梯度,减少材料凝固时间细化柱状枝晶;此外,还能加强内部熔液的流动性使元素分布均匀,也有助于气泡的碎化和逸出,明显降低了修复区的孔隙率和微裂纹,提升了修复零件的力学性能。
施加电磁场则是以洛伦兹力驱动熔融金属粒子均匀运动减小了成分偏析使凝固组织更加均匀、并改变晶粒形态和减少气孔数量。王梁等[42]发现:随着磁感应强度增大,修复区内的孔隙率逐渐降低;当磁感应强度增加至1200 mT时,孔隙率降低至0.006%。通过分析金属熔体与熔池中气泡的受力情况,认为电磁场提供的洛伦兹力有利于金属熔体向下填充,气泡加速逸出。Cheng等[43]发现:随着磁场电流增加,液态金属的运动使材料凝固组织变为细小的等轴晶,并能抑制晶间相的生长,修复后Inconel718高温合金试样强度由487 MPa提高至770 MPa。刘奋成等[44]认为在LAR过程中添加电磁搅拌促进了GH4169高温合金垂直于枝晶生长方向熔池液态金属的流动,能促进溶质元素的均匀分布,使枝晶臂的生长更发达,共晶组织分布也更加均匀。
3.7 优化设计填充材料
除上述工艺参数优化外,设计专用的填充材料有助于提升修复效果[34]。填充材料应遵循与基体材料热膨胀系数相近、熔点相近以及具有良好润湿性的选取原则[8,24,28]。在利用LAR技术修复钛合金、铝合金、铁基合金及镍基合金等飞机金属材料零件时,往往选择与基体材料成分相同或相近的填充材料能获得较好的修复效果[17,20,43,45]。
杨光等[17]采用BT20钛合金球形粉末对BT20钛合金零件进行LAR修复。结果表明:修复区与基体冶金结合效果良好,显微硬度较基体提高约12%。祝弘滨等[20]采用Al-Mg-Sc-Zr合金作为填充材料,对5083合金制件进行LAR处理,修复后试样与基体材料的抗拉强度接近。窦磊等[45]采用与基体材料成分接近的专用填充材料,修复了1Cr17Ni2马氏体不锈钢航空零件,修复区的力学性能与基材相当。
此外,根据修复对象的成分以及特殊的修复要求,在设计填充材料时合理添加一些金属元素(如Zr、Sc以及 Ta等)或者陶瓷颗粒(如 TiC、WC以及Zr02等),有助于提高修复区力学性能[8,28,30]。
4 LAR 技术在飞机零件修复中的应用实例及发展趋势
4.1 飞机零件LAR技术应用现状
美国 AeroMet公司率先应用 LAR技术对F15战斗机机翼梁进行修复,明显缩短了该构件的检修周期。美国宾州大学以光纤激光器作为激光源结合机器人操作系统,对海军舰载机零部件进行了现场原位的激光直接沉积修复。美国Optomec Design公司使用LAR技术对T700舰载机发动机叶片和涡轮整体叶盘进行了快速修复。修复后的整体叶盘通过了力学拉伸、低周疲劳以及腐蚀性能等多项测试,符合修理标准要求[6, 46]。
瑞士洛桑联邦理工学院Gäumann等[47]利用LAR技术成功修复了具有复杂形状的CMSX-4单晶叶片,修复后的叶片具有与原始组织完全一致的晶体取向,为该发动机装机试车提供合格零件。目前,美国 Optomec、PHENIX、韩国 InssTek、法国Beam、日本的 Matsuur、Sodick、Mazak以及德国的DMG、TRUMPF、EOS、MCP等公司均已研制出工业化LAR设备。
国内近年来LAR技术也获得较多成功运用的案例。秦仁耀等[48]采用激光3D熔覆技术对飞机上固定发动机用的端轴颈损伤区域进行了修复,维修区与基体结合良好、组织致密且力学性能优于母材,能够满足端轴颈的维修要求。杨光等[17]采用LAR技术对飞机垂尾梁进行修复,修复效果良好、修复区抗拉强度也高于锻件基材。北京航空材料研究院对多种型号飞机中的关键承力构件开展了LAR技术研究,突破了修复专用填充材料制备以及超高强度钢修复工艺-组织-性能的调控技术,并建立了相应的标准及规范,部分修复零件已通过装机评审或装机使用[49]。如对伊尔76飞机超高强度钢起落架进行LAR处理,修复后的起落架作动筒经过900 h的起落飞行测试,服役状态良好[3]。
LAR技术在发动机构件的修复中也已获得成功运用。窦磊等[45]针对某型发动机涡轮支承轴承座内孔磨损缺陷,通过研发修复专用合金粉末以及优化LAR技术工艺,使修复区域组织特征和力学性能与基材相当,经修复后的涡轮支承轴承座能满足一个使用寿命周期要求。刘江红等[50]采用LAR技术对氢氧发动机二级叶轮进行修复,修复后的叶轮先后通过了常温超转、疲劳实验、水力实验以及热试车考核,满足再次使用性能要求。Ci等[51]通过预热打印基板等方式优化激光增材修复工艺,对DD432单晶涡轮叶片的叶尖进行了接长修复,修复区拉伸性能接近单晶基板性能。近年来,华中科技大学、武汉光电国家实验室、西安铂力特、浙江工业大学、南京煜宸、航天科技集团八院149厂等已成功研制出了工业化LAR设备。
4.2 发展趋势
为更好地适应新型飞机金属零件修复要求,进一步推动该技术应用的广度和深度,以下4个方面可能是未来的研究重点和趋势:
(1)复杂结构件的修复区域由规则的平面向非规则的曲面发展,成形轨迹也由二维直线转向空间曲线。研发出集成高精度测量定位、增减材制造路径自动规划以及工艺模拟仿真软件于一体的辅助系统,是保证修复质量稳定性以及提升一次修复合格率的现实保障。
(2)在修复过程中结合外加能场,有助于减少冶金缺陷、实现修复区域组织均匀以及缓解修复堆积层各向异性等难题。多能场融合式LAR技术如何进行工艺参数的优化管理、在线实时监测以及反馈闭环控制将会是该技术的重点研究方向。
(3)对于修复零件必须做到“修形”与“控性”并行,特别是补修后需重新投入使用的关键重要承载零件。根据对标样的组织特征、材料性能以及损伤容限等演化关系,借助有限元软件和相应的模拟测试监控方法,建立系统、可靠的修复评价标准和完整性考核规范是亟须突破的难题。
(4)未来战争必然是快节奏的高技术战争,战场抢修有助于战时快速反应、快速部署以及快速维修目标的实现。因此,适用于战场条件下超大尺寸构件进行现场修复、先进智能以及可移动的“飞机零部件激光增减材修复医院”的研发,势在必行。
5 结论
LAR技术具有响应速度快、成形精度高以及无需模具即可实现定制式修复等特点,已在军用飞机金属零件维修中取得了较为成功的运用。在成形过程中,仍然存在塌边、表面球化、气孔以及裂纹等不同尺度缺陷,通过优化成形工艺参数可有效避免缺陷的形成。理清缺陷形成理论原理,突破控形-控性的关键技术难题,建立合理的成形工艺库,对获得高质量的激光增材修复效果具有重要意义。
LAR技术的发展方向应该是智能化、轻量化以及多学科交叉融合的多元化。进一步研发低成本可通用的填充材料、优化工艺技术标准、研制工业化装备以及规范“修行修性”的质检要求等环节,能更有效地助力军用飞机维修保障。
