发电厂K156型汽轮机轴承座外油挡安装技术创新
2023-02-21朱文琰
朱文琰
(国能江苏电力工程技术有限公司,江苏 镇江 212000)
引进型 K156(N330—16.67/538/538)汽 轮机的外油挡是安装在汽轮机主机轴承座外侧,用来防止润滑油外泄同时防止外界异物进入轴承座内部污染润滑油的设备,一般分为上下两部分[1]。汽轮机轴承座油挡经过长周期运行,往往因磨损使油挡间隙增大,造成油挡漏油[2]。其漏油情况主要是从油挡板密封齿与转子轴颈的间隙中甩出,由于漏油量不大,润滑油会随着转子的高速旋转而甩出形成油雾或者到处飞溅的油线,也会顺着旋转方向沿外油挡铜齿流出[3]。随着机组长周期运行,漏油量一般不大,但是可能会在轴承座及其周围堆积较多的油,这不但会造成周围环境的污染,而且若润滑油甩至到高温管道上还会冒烟、着火,影响周围的测振测温探头、电气碳刷和烧毁临近的电气电缆等不安全现象,威胁机组的正常运行,严重时可能会导致被迫停机[4]。油挡密封圈一般由油挡板密封齿和回油槽组成,每组油挡密封齿一般由2-4道铜板条或者铝板条镶嵌在油挡上,主要目的是为了通过密封齿密封及油挡内部形成的负压,达到防止汽轮机轴承室内的润滑油外泄和内漏的效果,还能防止外部蒸汽和水汽进入[5],影响油质,因此油挡调节的精度对机组设备运行有着重要影响。
外油挡一般为铜制、铁制或铝制,本身具有较大的重量,依靠人力搬运、安装十分不便,所以需要借助承重设备,如行车、龙门架、千斤顶等。而且在外油挡的安装过程中,需要不断调整外油挡与转子间的间隙大小,间隙较大会导致润滑油外泄;间隙较小则会导致转子与外油挡齿进行碰磨。
1 汽轮机外油挡安装技术更新的必要性
在以往330MW和1000MW机组检修时,一般我们安装油挡的步骤是:起重工在油挡的两侧装好合适的牙盘吊耳,起吊至轴承座处慢慢松动葫芦使油挡螺丝孔与轴承座螺丝孔对齐。将所有螺丝旋入螺丝孔用手带紧,用塞尺测量转子与油挡左、右、下部间隙,靠近标准值后将左右两颗螺丝用扳手稍微旋紧,若间隙大则松螺丝调整葫芦;若间隙小则两边用铜棒敲击微调直至合格后将所有螺丝紧实。这些方法不仅增加了多工种配合人员,使外油挡安装时间大大升高,而且精确度不高,在安全上也有不确定因素。
分析以上操作步骤及运行中漏油的机理不难发现有以下隐患:操作人员技能不熟练会导致间隙不准确及油挡齿损坏;起重葫芦只能起吊重物,无法精确调节外油档间隙,会出现漏油现象;操作人员松紧起重葫芦时很可能会损坏油挡齿;紧固外油挡螺栓时,需要有经验的操作人员,防止在紧固过程中发生外油挡跑偏,影响间隙大小而出现漏油现象;安装调节外油挡时,行车固定无法移动,影响检修现场其他工作的进行;外油挡间隙不合格又会影响轴承箱内负压,导致油挡内回油不畅出现漏油现象。
针对以上隐患,为消除传统千斤顶、行车链条葫芦起吊等方法的缺陷,从根本上保证油挡齿间隙的真实性和准确性,减少轴承座外油挡安装时间,提高工作效率。汽轮机油挡间隙调整应该严格按照《汽轮机检修工艺和质量标准》的要求将油挡与转子间隙调整至标准范围,即左右侧:0.15-0.2mm;下部:0.05-0.10mm[6],如此小的间隙,如果使用起重葫芦或千斤顶等方法,根本无法精确调节,非经验操作工不可胜任。这不仅仅要培训检修人员技能,还需重新选取汽轮机外油挡安装新技术。
2 安装技术的选择与讨论
在每次大小修过程中我们需要将轴承座拆开,设备从低压I缸前轴瓦直至发电机尾部最后一个轴瓦,油挡材质也不一样。因此一个大小修下来少则2组油挡多则8组油挡累计安装时间也将近需要两至三个工作日,根据多年、多机组检修经验,在不影响检修质量的前提下,我们总结出了下列三种外油挡安装技术。
2.1 安装技术对比
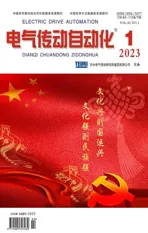
(1)钢丝绳法
用行车挂钢丝绳加葫芦的方法对外油挡进行安装调节。葫芦调节范围过大精确度不高,无法避免多次反复调整,耗时耗力,且安装过程中行车挡道会造成别的检修项目的停工,严重影响了检修进度和别的班组的工作。行车链条起吊时紧力过大也会造成油挡齿与转子接触过紧而损坏油挡。钢丝绳法对比表如表1所示。
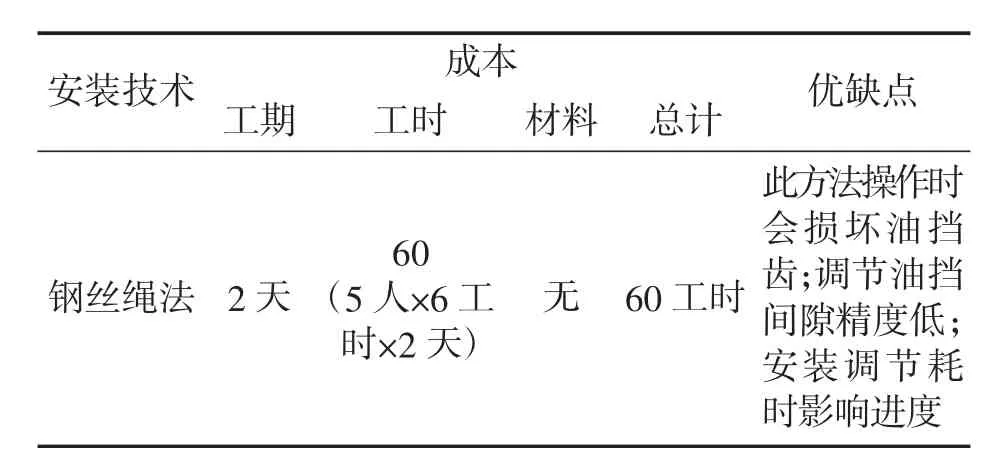
表1 钢丝绳法对比表
(2)千斤顶法
用千斤顶升降铅丝的方法对外油挡进行安装调节。千斤顶自重较重,万一滑落会损伤转子和下方设备油管,也可能造成人员受伤。其优势是不会占用行车起吊影响其他作业进行,不过有的油挡安装位置不利于调节千斤顶,配合人员较多,操作压杆人员若操作不当也会造成油挡齿损坏。千斤顶法对比表如表2所示。
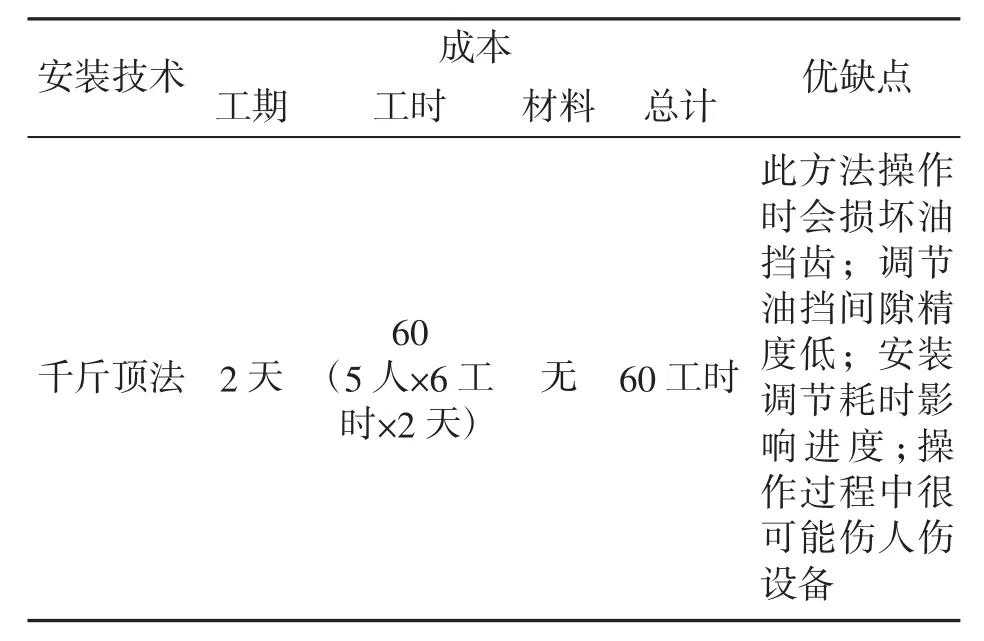
表2 千斤顶法对比表
(3)专用工具法
专用工具法对比表如表3所示制作专用的外油挡安装工具,完成外油挡的安装调整,这大大提高了安装效率,保证了安装安全和质量。
表3 专用工具法对比表
2.2 对比结果
根据以上外油挡安装技术的对比和讨论,我们从成本、优缺点分析其特性,从而选择适应检修现场环境和需求的最优方法。可以看出专用工具法能够促使我们提高效率,节省工期,简化安装工艺,提高安装质量,增强安全系数。
3 专用工具的构思与加工
3.1 专用工具的构思
外油挡安装工具应具备的特点:
(1)工具形式与构造上应便于操作、易于加工制作、可重复利用、耗材较少。
(2)检修工艺上应减少多工种交叉配合、提高外油挡的安装精度、增强安全性能、不需要葫芦千斤顶等起重工具,避免了危险因素,提高检修效率,不需要特殊培训,普通作业人员均能掌握。
外油挡安装工具图如图1所示。A螺栓一点支承于轴承箱上,B螺栓一点连接下油档板,两颗螺栓分别穿过中间的铁板孔洞,调节B螺栓带动油档板上下移动,调整油档间隙。
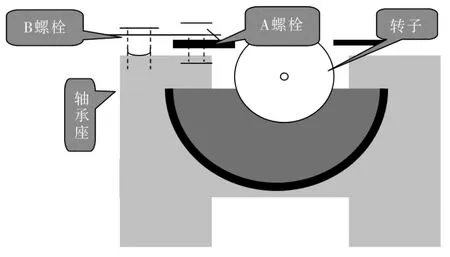
图1 外油挡安装工具图
3.2 专用工具制作
专用工具主体采用#20钢,选取宽25毫米、厚20毫米、长150毫米铁板,在铁板两头分别开M16、Φ16的两孔,支承采用M16的普通螺栓,连接采用M14普通螺栓,调节M16螺栓使铁板带动M14螺栓和油挡板移动实现外油挡的安装和调节。
3.3 专用工具的操作性
外油挡的安装:将外油挡吊至轴承座下,并安装油挡螺丝使之不会滑落,然后将外油挡安装工具与外油挡相连接,这样仅用专用工具来进行外油挡的固定。
外油挡的调节:用扳手调节两边M16螺栓并用塞尺测量外油挡与转子间隙,间隙过小就松螺栓,间隙过大就紧螺栓直至合格。
3.4 取得的效果
我们分别从进度、质量、安全以及成本等方面取得的效果进行了总结,进度上我们选用制作安装外油挡的专用工具节省了安装时间,提高了安装效率,每组油挡安装用时约为一小时;质量上安装的油挡间隙数据准确,精确度得到了提高;安全上减少了多工种配合,操作简便可靠;成本上仅需花费50元材料费,就能节省52工时的时间以及对应的人工费用。
4 专用工具方法的工艺标准化
外油挡安装新技术效果显著,因此在本单位汽机专业进行了推广、改进,对检修人员进行培训,使得相关检修人员都能熟练操作,检修人员按要求提高简易油挡安装工具的熟练度。同时也进一步提高检修人员塞尺测量油挡间隙的熟练度,提高了外油挡间隙调整时的准确度。我们还会定期进行讲座,熟练外油挡安装工具的调整方法,将外油挡安装工具的测量调整工艺纳入检修程序和班组培训文档,通过这一系列措施将外油挡安装专用工具普遍实用于各类轴瓦油挡安装中去,方便油挡检修全过程的控制,实现方法的工艺标准化。
5 专用工具方法的提升
在多次机组检修的过程中,我们发现用专用工具调节外油挡的方法能显著提高检修效率,提高检修精度,但是我们还能在此方法上提升。比如在轴承座上加装两个百分表,当我们松紧螺丝时,能够对照百分表调节,再次提高精度和效率[7]。
6 结论
外油挡安装新技术的创新目的不仅仅满足企业发展的需要[8],而且带动了相关电力企业技术的革新,提高了工作效率,确保了安装精度,保障了员工的安全。在多次大小修过程中,此方法持续提高操作人员的检修效率,在机组启机运行过程中,外油挡未见漏油现象。