橡胶衬套对汽车转向器的质量影响研究
2023-02-14陆承佳
陆承佳
上海交通大学机械与动力工程学院,上海 200030
0 引言
转向系统是通过对左、右转向车轮不同角度之间的合理匹配,进而确保汽车能够沿预定轨迹运动的机构[1]。这套系统可以改变和恢复汽车的行驶方向,并向驾驶者提供合适的手感反馈。由于转向系统的可靠性直接关系到汽车行驶过程的安全性,因此如何保证系统结构的稳定便成为研发设计阶段的重中之重。
转向系统由转向操纵机构、转向传动机构和转向器3个部分组成[2]。本文主要针对某型汽车转向器上用以和整车配合的橡胶衬套展开分析,研究它们对质量产生的影响,进而为其他类似转向系统的设计与开发提供一些借鉴。
1 质量问题概述
本文研究的电动转向器三维模型如图1所示。
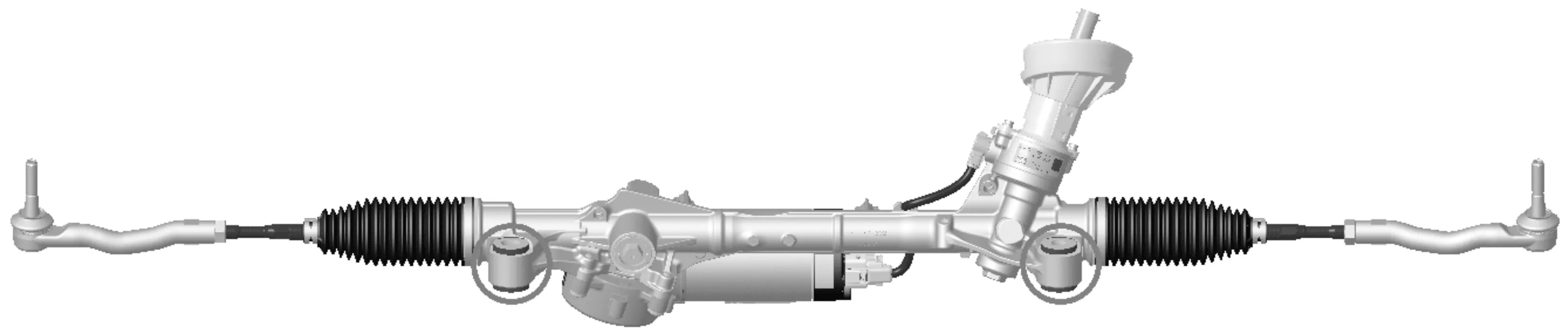
图1 电动转向器三维模型
图中的转向器上端的输入轴与转向操纵机构相连,先将驾驶员对方向盘的转动传递给齿条,并通过扭矩和角度传感器转化为电信号;控制单元接收到电信号后,再驱动电机向齿条提供助力;最后,两端的外球头与转向传动机构连接,将齿条沿壳体平移的运动转换为左右车轮的摆动,进而控制汽车的行驶方向。而转向器本身主要通过图1圆圈处的两个安装孔固定在整车上。
每侧壳体安装孔分别装有上下两个橡胶衬套,用以缓解汽车行驶过程中受到的路面冲击,从而减少对转向系统的损伤并提高司机的驾驶体验。然而,使用橡胶衬套的设计方案也导致转向器整体出现了以下两个主要的质量问题:
(1)壳体压装橡胶衬套工序后,橡胶衬套翻边与壳体安装孔边缘之间存在较大间隙,装配尺寸出现严重超差;
(2)橡胶衬套导致转向器整体固有频率下降,从而提高了系统发生共振、因碰撞造成损伤的风险。
下面将分别具体介绍这些质量问题是如何在产品开发过程中得到解决的。
2 装配尺寸控制
橡胶衬套结构内部(与整车配合部分)为金属材料,而外部(与转向器壳体接触部分)为橡胶材料。上下橡胶衬套压装完成后在壳体孔中的理想状态如图2所示。

图2 上下橡胶衬套压装完成后在壳体孔中的理想状态
设计人员希望在压装工序之后,双橡胶衬套的金属部分能在壳体孔内相互接触,同时橡胶翻边与安装孔边缘之间无间隙。但在实际生产中发现,过程能力严重不足,大量产线装配的样件间隙超过1 mm,难以满足图纸所述的尺寸公差要求。
2.1 理论计算
当壳体安装孔两侧都压装上橡胶衬套后,其剖面如图3所示。

图3 壳体安装孔剖面
图3中,尺寸A代表橡胶衬套的翻边原始高度,B代表橡胶衬套的长度,C代表壳体安装孔的高度,同时设K为橡胶的压缩量(当K为负时则表示存在间隙)。因为在理想状态下,两橡胶衬套相接触,所以此时可得如下关系式:
(1)
基于上述公式以及尺寸A、B、C图纸中的设计值,可求得K的理论值,K的计算结果见表1。

表1 K的计算结果 单位:mm
由表1的计算结果显示会有部分极限状态产品的橡胶衬套翻边和壳体安装孔边缘间存在少量间隙,但实际生产中出现的间隙远大于理论值,并且问题件的数量也远超质量管理可接受的范围(Cp<0.67,过程能力为四级)。
2.2 尺寸超差原因分析
观察生产线实际装配过程发现,压装工序采取上下橡胶衬套对压的方式,当压机控制界面显示压入力达到1 600~1 800 N时,两衬套翻边与安装孔上下边缘间便已无间隙,但当压机松开、壳体被静置一段时间后,间隙开始出现并逐渐扩大直至达到1 mm以上。
由此可知,生产线设备本身的能力足以将衬套压入安装孔并令翻边和壳体接触。然而,橡胶材料高弹性的特点导致衬套在失去作用力后产生回弹。具体而言,在设计中橡胶衬套的外径略大于壳体孔内径,从而依靠橡胶材料受挤压后和孔侧壁间的摩擦力确保衬套压装后不会轻易脱落。但由于最大静摩擦力大于衬套轴向的橡胶拉伸力,因此尽管生产线设备能将两衬套压至相互接触的理想状态,但一旦施加力消失,橡胶积蓄的弹性势能便会被释放,让衬套整体发生回移。此外,在实际生产中,尤其是当上下两衬套同时对压时,因为难以保证各个方向上的橡胶都被均匀挤压,所以可能会在局部位置造成更大的回弹力,使形位公差(如垂直度和平行度)也临近标准边界,进一步增加了压装工序的难度。
综上所述,造成装配尺寸超差的根本原因在于5M1E(人、机、料、法、环、测)中的“料”和“法”上,后续将主要针对这两个因素采取改进措施。
2.3 装配尺寸改进措施
根据前文分析所得的原因,分别尝试了以下几种方式用以改善装配尺寸:
(1)增加设备压入力。当施加力达到1 600~1 800 N时,上下衬套便已相互接触,即使继续增加力,产生的位移量也极其微小,并且提高了压机和零件损坏的风险。
(2)压装到位后维持一段时间施加力。测试效果并不明显,设备松开并经过短暂静置后,橡胶衬套依然出现了回弹。
(3)逐个压装形式取代同时压装两橡胶衬套。这种措施确实有利于保证衬套与安装孔轴线重合,使橡胶在各个方向上受到的挤压更加均匀,进而优化垂直度和平行度,令压装过程更为顺利,但同时也会极大增加生产节拍。
(4)压装过程中摆动壳体释放橡胶的拉伸力。实际在设计验证阶段,开软膜手工装配样件时,便是采取这种措施消除了橡胶因摩擦力而产生的轴向形变,从而减少了产品静置一段时间后衬套的回弹。但在生产验证和批量生产阶段,这一操作并不被工艺流程所允许,可能严重影响生产线装配效率和安全性。
(5)涂抹油脂、润滑剂或滑石粉降低橡胶与安装孔内壁间的摩擦力。由于转向系统公司内部生产线禁止涂抹此类物质,因此只能选择在壳体供应商处压装橡胶衬套。此外,为了确保橡胶材料不会被腐蚀,同时交付的壳体与衬套总成件上无明显的残留物,供应商压装时还需考察涂抹物质的腐蚀性和挥发性。
2.4 新工艺的实施效果
综合考虑并测试了上述的改进措施后,最终决定采用在壳体供应商处涂抹润滑物质并压装橡胶衬套的方案,其装配效果如图4所示。

图4 涂抹润滑物质后的装配效果
尽管在壳体完成压装静置一段时间并经过物流运输后,橡胶衬套仍发生了回弹,但出现的间隙已明显小于改进前的状态,上下衬套末端面之间的距离实测值见表2。

表2 上下衬套末端面之间的距离实测值 单位:mm
采取措施后的装配尺寸极限值分别能达到48.6 mm和47.4 mm,可见新工艺确实有效改善了尺寸超差问题。然而如前文所述,因为理想状态压装后的尺寸为两橡胶衬套的长度之和,即(45.8±0.3)mm,所以实际值相比理论值仍有一定差距。
经过研发、质保、工艺等部门的评估确认,转向器交付时橡胶衬套翻边与壳体安装孔间存在少量间隙(单侧小于1 mm)并不会产生任何质量风险,只需确保产品安装到整车上(使用M16螺栓拧紧,施加大于200 Nm的扭矩)后无间隙即可。故而,最终决定修订标准范围,通过在图纸上分别设置“交付尺寸”和“装车尺寸”,进而更好地控制装配尺寸。
3 振动试验考核
为了保证转向器的质量,在正式装上整车前,往往需要先通过性能、强度、耐久、环境等试验验证。然而在验证产品性能的过程中,由于本文研究的转向器整体固有频率过低,在进行模拟颠簸路况的振动试验时出现了共振,因此在找出根本原因并解决这一问题前,只能被迫暂时终止了试验。
3.1 试验要求
试验开始前,先将转向器本体总成按实车状态安装在试验台架上,齿条位于中间位置,控制器需与模拟整车电源和CAN通信信号的设备相连,并保证试验前没有任何故障代码,如图5所示。

图5 振动试验台架搭建
试验开始后,对转向器施加垂直方向的振动,加速度为±2.5g,频率为15~40 Hz,如图 6 所示。

图6 振动试验频率与时间的关系
但当振动频率超过20 Hz之后,转向器便已产生了剧烈振动;当振动频率增至30 Hz后,振幅便达到了峰值,如图7所示。

图7 振动试验加速度与频率的变化曲线
图7的波峰位置即转向器振动最为剧烈的状态,据此可以推断出试验样件的固有频率约为32 Hz,落于试验设置的振动频率范围(15~40 Hz)内。共振的出现极大增加了各零部件发生损坏或断裂的风险,并影响装车后的系统噪声水平和用户驾驶手感。
3.2 振动原因分析
影响转向系统振动特性的因素主要包括各零部件的材料性质和几何结构[3]。为了解决试验中出现的共振问题,分别纵向对比了此项目之前状态的样件结构,以及横向对比了类似项目的产品表现。
首先,样件在设计验证阶段的振动试验中并未产生共振。因此,重新找出当时的手工样件单独测试其固有频率,结果约为60 Hz,确实高于扫频范围的上限值。其次,根据过往项目经验(零件距离安装位置越近,则对总成固有频率影响越大),继续对比两个阶段样件的结构差异,最终将怀疑点聚焦于:针对进行生产验证的样件为了提高橡胶耐久性、降低其破裂风险,增加了衬套翻边的厚度,同时缩短了壳体孔的高度,保持安装位置总高不变,从而导致与整车配合部分刚度下降,令转向器总成的固有频率下降。
基于上述假设,通过对比其他项目发现,使用的衬套刚度越高,则转向器的固有频率也越高。为了进一步验证衬套造成的影响,将当前阶段转向器的橡胶衬套直接替换为刚性衬套,同时维持其他零部件不变,并复测其固有频率,结果达到了91 Hz。
综上所述,已经可以明确转向器共振问题产生的根本原因在于新结构的橡胶衬套致使总成固有频率过低。为了更深入地研究如何提高安装孔位置整体刚度,对橡胶衬套进行有限元分析。衬套径向和轴向静刚度分析如图8和图9所示。

图8 衬套径向静刚度分析

图9 衬套轴向静刚度分析
由图8和图9可知,橡胶衬套径向与轴向的静刚度分别为15 439 N/mm和2 164 N/mm。由于,径向静刚度远大于轴向静刚度,且试验和实车产生的振动均为垂直方向,因此后续主要针对衬套轴向展开研究。为了验证能否通过压缩橡胶材料提高其刚度,又对3个衬套样件进行了轴向静刚度测试,压入力与形变量关系如图10所示。

图10 压入力与形变量关系
由图10可知,当橡胶轴向形变量小于1.5 mm时,衬套刚度基本维持在2 000 N/mm(即直线段斜率);但当形变量大于1.5 mm后,刚度逐渐增大。随后,保持衬套翻边厚度不变、但缩短2 mm总长,即增加2 mm装车状态下橡胶的压缩量,再次测量转向器固有频率,达到86 Hz。
然而,在拧紧螺栓过程中,2 mm的压缩量使得翻边严重变形。为了降低橡胶破裂的风险,之后决定将其形变量控制在1 mm以下,即无法再通过压缩衬套翻边提高安装孔位置的整体刚度。
其次,重新分析了第2.1节所述的尺寸链后发现,不仅在极限状态下衬套翻边与壳体孔边缘间可能存在间隙,在转向器自身重力的作用下同样可能导致上下衬套压装不均匀,造成一边有间隙一边无间隙的情况。而间隙对整体刚度的影响远大于橡胶自身刚度变化,故最终选择优先解决间隙问题[4]。
3.3 橡胶衬套尺寸的改进措施
基于前文分析得出的结论,重新设计橡胶衬套的尺寸,优化后的K值见表3。

表3 优化后的K值 单位:mm
换装该状态衬套并确认翻边与壳体孔边缘间无间隙后,再次测量转向器固有频率,达到51 Hz,相比生产验证样件的初始状态增加了约20 Hz,高于振动试验扫频范围的上限值。
3.4 换装后的实施效果
将换装了优化后橡胶衬套的转向器重新安装回振动台架,并按原定的试验要求进行测试。经过共计9 h(约90万次)的振动,总成表面未出现断裂,控制器亦无故障代码,同时测试功能运行正常,并且拆解后未发现内部各零部件有任何损坏,最终认可该转向器通过了振动试验。
4 结束语
综上所述,本文首先详细介绍了橡胶衬套对某型汽车转向器造成的装配尺寸超差与振动试验共振问题及相应的质量风险,其次深入分析了导致问题的根本原因,再次通过不断尝试和多方考量提出了合适的改进措施,最终成功解决质量问题并提高了汽车转向器的可靠性。最后,本文将此次的质量影响研究成果总结为“潜在失效模式及后果分析”,希望能为其他类似转向系统的研发工作提供些许参考。