三聚氰胺联产尿素装置解吸塔腐蚀问题探讨
2023-02-14王彪
王 彪
(潞安丰喜肥业(集团)有限责任公司临猗分公司,山西临猗 044100)
潞安丰喜肥业(集团)有限责任公司临猗分公司(简称潞安丰喜临猗分公司)6万t/a三聚氰胺联产尿素装置于2017年11月一次性投产成功,产品质量处于国内领先水平,优级品率高达98%。由于联产尿素装置中的解吸塔被严重腐蚀,后工段尿素系统中镍的质量浓度高达2 mg/L,三聚氰胺装置被迫半负荷生产,电耗与煤耗相对较高。经过多年调研和摸索后发现,将解吸塔顶进料变更为塔顶和第五层塔盘分别进料后,塔盘腐蚀程度大幅减轻;三聚氰胺满负荷生产时,后工段尿素系统中镍的质量浓度为0.3 mg/L,从根本上解决了三聚氰胺产量不足、消耗较高的问题。
1 联产装置工艺流程
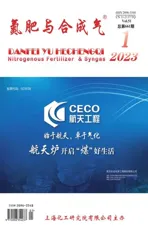
来自三聚氰胺尿洗塔出口的三胺尾气(0.40 MPa、140 ℃),经计量后进入三聚氰胺尾气大吸收器,来自尿素界区的稀氨水分两路分別计量后进入三聚氰胺尾气大、小吸收器,三聚氰胺尾气放出的热量被冷却水移走。出三聚氰胺尾气大吸收器的混合物温度约为55 ℃,进入2台并联的甲铵液槽分离,气相在小吸收器中被二次吸收后回流至大吸收器,三聚氰胺尾气小吸收塔出口气相设有废气处理装置。为应付异常情况发生,在三聚氰胺尾气大吸收器还设置了冷凝液加入管线和下液近路管线。出甲铵液槽的甲铵液,经给料泵加压后进入并联的2个过滤器滤掉大颗粒杂质,再进入解吸塔换热器管程,与来自解吸塔底的解吸下液换热。进解吸塔的甲铵液温度约为75 ℃,解吸气相进入尿素中压系统,解吸液相去尿素碳铵液槽,解吸塔塔底操作温度约为195 ℃,解吸所需热量由解吸塔再沸器供给[1]。三聚氰胺联产尿素尾气吸收简图见图1。
图1 三聚氰胺联产尿素尾气吸收流程图
2 存在的问题
解吸塔是板式塔,共有15层塔盘,进料口位于第一层塔盘上部,各塔盘的间距为0.5 m。每次检修均需要拆开解吸塔人孔更换塔盘,第四层塔盘腐蚀程度特别严重,第三层、第五层塔盘腐蚀程度较轻,第一层、第二层和第五层以下的塔盘基本没有被腐蚀。为降低腐蚀,曾尝试将第四层塔盘材质依次更换为尿素级不锈钢、2520、2205双相钢材质,最后结果没有太大区别。运行1个月后,第四层塔盘几乎被腐蚀殆尽(见图2)。

图2 第四层塔盘几乎被腐蚀殆尽
3 原因分析

笔者认为,该腐蚀既不是异氰酸腐蚀,也不是硫元素腐蚀。理由如下:
(1) 如果是异氰酸根或硫元素等有害物质引起化学腐蚀,整个解吸塔内部构件应该全部被均匀腐蚀,不应该只被局部腐蚀。实际上,解吸塔第一层、第二层和第五层以下塔盘以及再沸器列管几乎没有被腐蚀。
(2) 系统停车后冲洗再沸器,其固体残渣中含有大量铁元素,除了少部分三价铁,大部分是单质形态的铁,甚至能看见细小铁片。如果是化学腐蚀,单质铁从何而来,细小铁片的出处更无法解释。
(3) 通过取样分析和对比其他装置,发现三聚氰胺尾气吸收液中的异氰酸根含量并不比其他单位装置中异氰酸根的含量高,其他单位装置未见腐蚀,从客观上否定了异氰酸根引起腐蚀的可能性。另外,三聚氰胺尾气吸收液中各种形态的硫质量浓度不超过0.1 mg/L,远低于尿素生产装置中H2S的含量,硫元素腐蚀的理论也站不住脚。
笔者认为,解吸塔腐蚀应为物理腐蚀。物料进入解吸塔后,从第一层塔盘向下温度逐渐升高,在第四层塔盘上温度刚好达到“沸点”,发生剧烈相变,大量氨气、CO2被解吸出来,形成空蚀,破坏金属表面的保护膜。局部位置上材料的剥落,较好地证明了再沸器中固体残渣含有大量单质形态铁的原因;同时,解吸气相将腐蚀物带入尿素系统,导致镍含量超标。
4 解决措施
解决措施可从解吸塔物料进口温度和负荷两方面入手。一是将解吸塔进料温度提到120~130 ℃,进料口相当于“闪蒸”,塔盘上不再发生剧烈相变,腐蚀即会减轻。二是减负荷,此方法虽能降低腐蚀,但不太经济。如果将解吸物料进口管变更为两个,即物料在两层塔盘上“闪蒸”,可以获得和减负荷相同的效果。
考虑到更换冷却器的工程量较大、成本较高,将解吸物料进口管从原来的塔顶进料更改为分别从塔顶和第五层塔盘进料,同时第五层塔盘进料口新增调节阀组,根据解吸塔内的温度分布及时调整,以保证解吸下液成分合格。改造后解吸进料流程见图3。

图3 改造后解吸进料流程图
改造后,塔顶进料量占比55%,第五层塔盘进料量占比45%,解吸下液中的氨含量和变更前一致。尿素装置中镍质量浓度为0.3 mg/L以下,基本上接近尿素生产要求(0.2 mg/L)[4]。数次检修打开解吸塔人孔,均未发现塔盘有腐蚀现象,从根本上解决了联产解吸塔腐蚀问题,三聚氰胺产量达到设计产能。为了确定调试时解吸塔工况,测量各层塔盘温度,工况调整好之后温度分布情况见表1。

表1 实测解吸塔各层壁温 ℃
5 结语
三聚氰胺联产尿素装置中,解吸塔内塔盘的腐蚀为物理腐蚀,解吸气相将镍、铁带入尿素系统,导致镍含量增高。该腐蚀的原因与异氰酸、硫元素无关,通过改变进料方式不仅可以保证解吸下液合格,更能减缓塔盘腐蚀程度,将三聚氰胺产量提高到设计产能。