振动筛筛分性能对造粒系统返料比的影响
2023-02-14毛健翔
毛健翔
(海洋石油富岛有限公司,海南东方 572600)
海洋石油富岛有限公司化肥一部尿素生产装置是海南基地的主要装置之一,采用斯那姆氨汽提生产工艺,设计产能为1 765 t/d。
1 造粒及筛分系统
1.1 工艺流程
来自尿素熔融泵质量分数为96%的尿素溶液,加入脲醛溶液进入造粒系统。加了甲醛(质量分数为37%)的尿素溶液经调节阀(PV41801)控制压力为0.13 MPa,再送入造粒机各组喷头,造粒机内部控制温度为100~110 ℃。造粒机出来的尿素进入振动筛筛分。当生产标准颗粒(粒径2.00~4.75 mm)时,振动筛筛网上层中粒径为4.75 mm以上的颗粒去破碎机,破碎后返回造粒机做晶种;下层粒径为2 mm以下的颗粒经导向器返回造粒机做晶种;2.00~4.75 mm的颗粒送至成品仓库。造粒及筛分系统流程见图1。
1.2 返料比的定义
返料比为大颗粒尿素与小颗粒尿素的流量和与成品尿素流量的比值,也称为固体循环比。正常生产情况下,造粒系统的返料比应为0.50~0.55。对造粒来讲,除个别参数的控制外,产品的流动性和成粒性特别重要。为实现这一要求,在一定范围内,过程可以自我调整,以达到晶种平衡。但在个别情况下,需采取措施以重新建立晶种平衡。
1.3 返料比过高的危害
造粒机在运行20~25 d后,小颗粒的含量会比正常时偏多,这属于正常现象,此时就应该清洗造粒机。若是清洗造粒机运行周期小于20 d,说明造粒系统的返料比过高,小颗粒含量比之前的要多,即返回造粒机的尿素增加,这样不利于系统的节能运行。同时还会增加斗提机的负荷,一旦斗提机因负荷过大而停运,则尿素系统将被迫停运。
尿素经过振动筛筛分后,大颗粒尿素进入破碎机,成品尿素进入成品皮带,小颗粒进入造粒机。如果振动筛的筛分效果不好,会造成固体循环比的失衡。分别取筛分效果不好时的大颗粒和小颗粒两种样品,与正常返料比时的样品进行对比。各自进入破碎机及造粒机的粒径分布图,见图2和图3。

图2 进入破碎机(大颗粒)的粒径对比图
由图2和图3可知:进入破碎机中的小颗粒含量增多,进入造粒机的成品尿素增多,即返料比增高。如果因为振动筛的负荷较大,超出了其筛分的能力,那么部分小颗粒(晶种)会流入破碎机,同时破碎机的负荷也加重,若调整不及时,整个造粒固体循环会陷入恶性循环[1]。
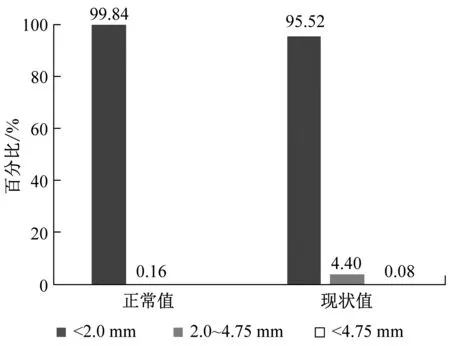
图3 进入造粒机(小颗粒)的粒径对比图
2 导致振动筛筛分不好的原因
振动筛筛分不好有多方面的原因。从工艺及设备方面进行分析,振动筛堵料、筛网破损、振动筛传动机构机械故障等均会导致振动筛筛分效果变差。
2.1 振动筛堵料
振动筛的示意图见图4。相对于底部框架呈4°的倾斜角度符合振动筛的正常范围,确保尿素能够自行下滑至下一工序。若倾斜度小于4°,尿素会在筛网内堆积,造成振动筛堵料。上筛网堵料会造成成品尿素进入大颗粒尿素,导致返料比增高;下筛网堵料会造成小颗粒进入成品尿素,导致尿素产品品质下降[2]。
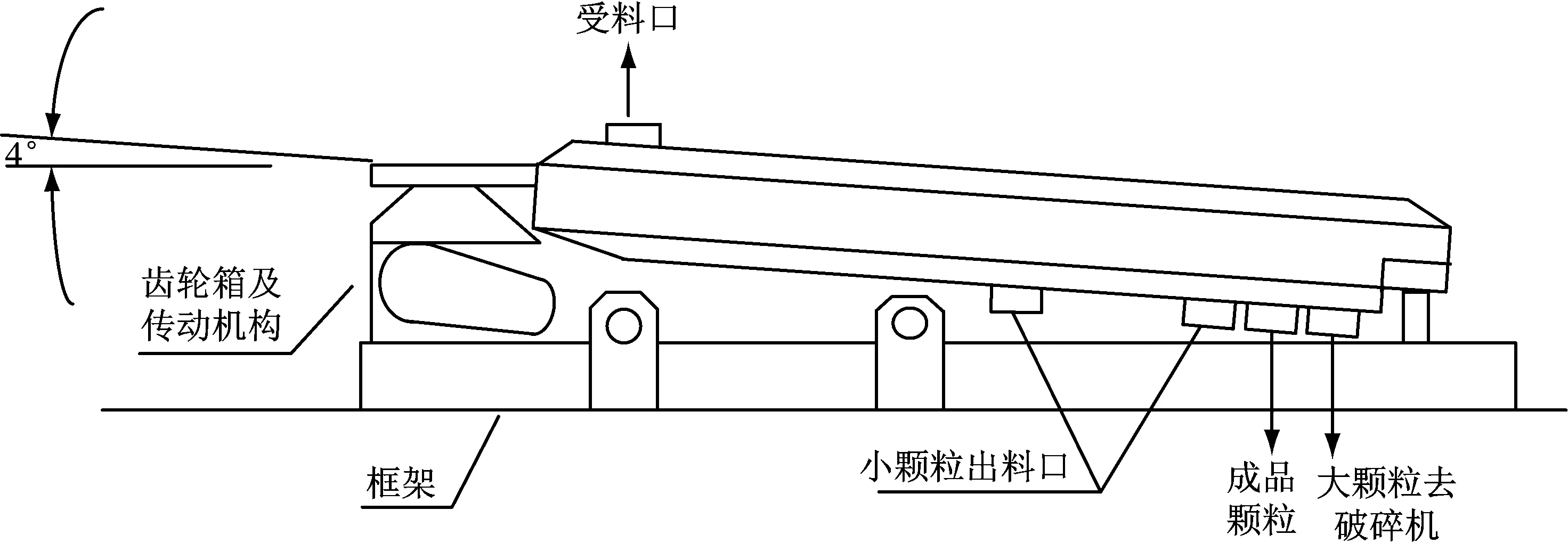
图4 振动筛结构示意图
橡胶洗涤球变小会出现两种后果。一是上筛网的筛分效果变差,成品尿素无法顺利筛分到下筛网,和大颗粒尿素一起进入破碎机,造成破碎机负荷增加,最终返回造粒机的尿素也随之增加。二是筛分效果变差,大量的尿素无法被正常筛分,大量尿素颗粒在筛网中积存,最终导致振动筛堵料。除此之外,振动筛受料不均、筛网内尿素分布不均、系统负荷高及筛网黏接等因素,均会导致振动筛堵料[3-4]。
2.2 筛网破损
筛网强度不足及运行周期过长都会导致筛网破损。公司规定筛网的运行周期不超过3个月。若是上筛网破损,则大颗粒尿素会跟随成品尿素进入成品皮带,造成产品品质下降,故上筛网破损不在本次讨论范围内。
若是下筛网破损,成品尿素会随着小颗粒尿素进入造粒及内部,直接造成返料比的增高及斗提机负荷的加剧。
2.3 振动筛传动机构机械故障
设备开停频繁对输入轴承上的齿轮反复产生扭矩力,导致螺栓疲劳断裂。正常情况下,振动筛只有清洗造粒机时才开停一次(每个月),但受到振动筛堵料或破损的影响,需要频繁开停多次。齿轮箱故障会导致振动筛筛分不好,进而造成造粒返料比增高。
3 存在的问题
3.1 橡胶洗涤球变小
振动筛A/B都有上筛网和下筛网,每层筛网有5块筛板,其中每块筛板有72个橡胶洗涤球,故每台振动筛有720个洗涤球。洗涤球标准直径为50.00 mm,其作用是清洁筛网,防止筛孔被尿素颗粒堵塞。随机抽取并测量振动筛A/B中各50个洗涤球的直径,统计运行前后直径的变化,发现振动筛B中洗涤球磨损更严重,见图5。

图5 橡胶洗涤小球直径变化情况
3.2 筛网内尿素分布不均
打开振动筛上方的观察孔,检查振动筛A/B内部的尿素分布情况,发现振动筛A内部的尿素分布均匀,但振动筛B内部存在尿素颗粒局部堆积的情况。同时结合振动筛的电流指示,振动筛B电流波动大,说明振动筛B存在堵料,即存在筛网内尿素分布不均的情况。为了解释振动筛B堵料而振动筛A没有堵料的现象,小组成员拆除振动筛A/B的筛框,发现振动筛A的筛框有尿素分料板,而振动筛B没有,见图6。
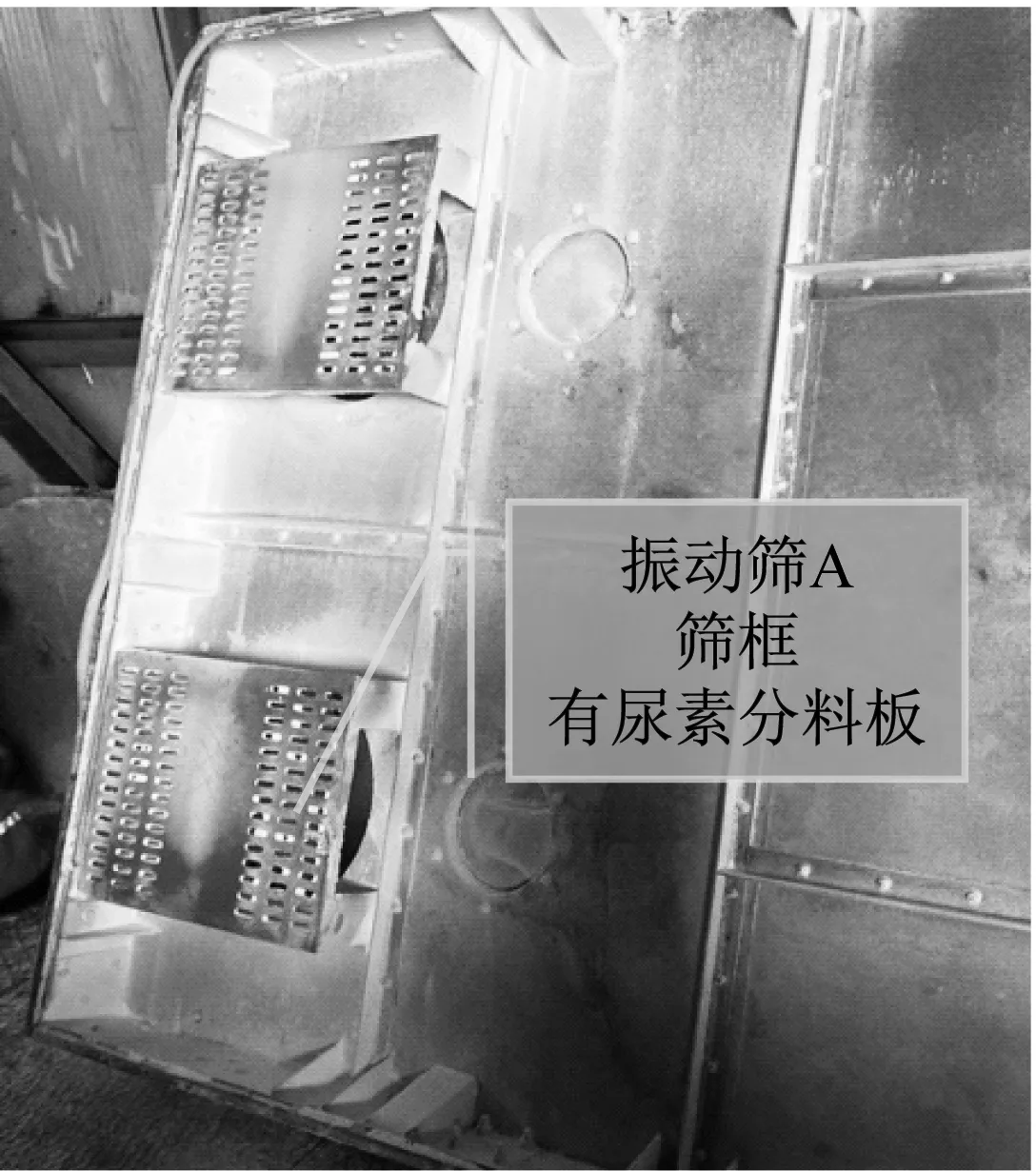

图6 振动筛A/B筛框
由于振动筛B筛框没有尿素分料板,使得尿素进入振动筛后在内部入口聚集,造成了堵料。再分析振动筛A/B的电流,振动筛B的电流较振动筛A大,再次证实了该原因导致筛网内尿素分布不均。
3.3 筛网强度不足
振动筛在正常工况下的运行周期约为3个月。在正常工况下达不到设计值,则说明筛网的强度不足。其表现为筛网破损,下筛网破损会直接造成成品尿素混入小颗粒尿素,最终返回造粒机中,并导致斗提机负荷和返料比的增加。
3.4 振动筛执行机构故障
正常工况下,振动筛A/B的齿轮箱温度约为55 ℃左右。异常工况下,振动筛A齿轮箱温度逐渐上涨至70 ℃。判断是齿轮箱内部出现问题。拆开振动筛A齿轮箱侧盖,用磁铁检查发现有断裂螺栓和垫片,并且齿轮箱内部的油位过高,导致齿轮箱内部温度高,引起内部构件磨损。
4 解决措施
4.1 定期更换橡胶洗涤球
定期更换新的橡胶洗涤球,减少洗涤球的磨损,并保证在筛网运行周期(3个月)内洗涤球直径无明显变化。在更换橡胶洗涤球之前,尽量维持振动筛低负荷运行,待清洗造粒机时一并更换。
4.2 振动筛进料口加分料板
对振动筛B进料口进行改造,添加进口分料板,使其尿素分布均匀。同样地,在清洗造粒机之前,尽量维持振动筛的低负荷运行,待清洗造粒机时一并更换。
4.3 定期更换高强度筛网
更换筛网供应商,保证筛网强度满足使用要求。同样地,待清洗造粒机时一并更换。
4.4 减少振动筛的停车次数
修复内部固定螺栓,将其恢复正常,减少螺栓的磨损及振动筛的停车次数。振动筛齿轮箱检修前,加强振动筛的巡检,当振动筛齿轮箱的温度超过70 ℃时,要及时上报,并接空气管对其吹扫降温,防止温度过高加快齿轮磨损速度。同时要规范齿轮箱加油标准,齿轮箱润滑油应没过内部的油位杠条,加油量不得过多或过少。同样地,待清洗造粒机时对其进行检修。
5 结语
振动筛是造粒系统的重点设备之一,出现筛分异常现象之后,会影响造粒系统的返料比。处理不及时,会造成斗提机发生事故,最终导致造粒系统的停运。不管是橡胶洗涤球清洗力度变小还是振动筛进口分料板的缺失都会造成振动筛的负荷增加,班组成员要及时调整振动筛负荷,做好振动筛的保养与维护工作,维持造粒系统的稳定运行。
