车身零部件尺寸测量支架智能化的研究与应用
2023-02-13白云亮戴宏骏田晓松黄萃蔚
白云亮,戴宏骏,田晓松,黄萃蔚
(上汽大众汽车有限公司,上海 201809)
1 前言与背景
随着我国轿车市场在国际市场的占比逐渐增加,为了应对消费者对多样化和个性化车型越来越高的要求,国内外各大汽车制造商推出新车型的节奏也随之越来越快。同时,车身尺寸测量是各个汽车企业质量控制的要点与核心竞争力,如图1所示,一辆车的尺寸控制水平会从漏水、功能、噪音以及外观等方面直接影响用户体验,例如,密封条与车身的间隙如果偏大,可能引起漏水,如果偏小,可能引起关闭力过大;车门铰链同轴度、门锁的偏差可能引起门关闭功能的缺陷;车身内各钣金之间的间隙过大,可能会引起焊点的失效,从而导致车辆在颠簸时产生异响等。
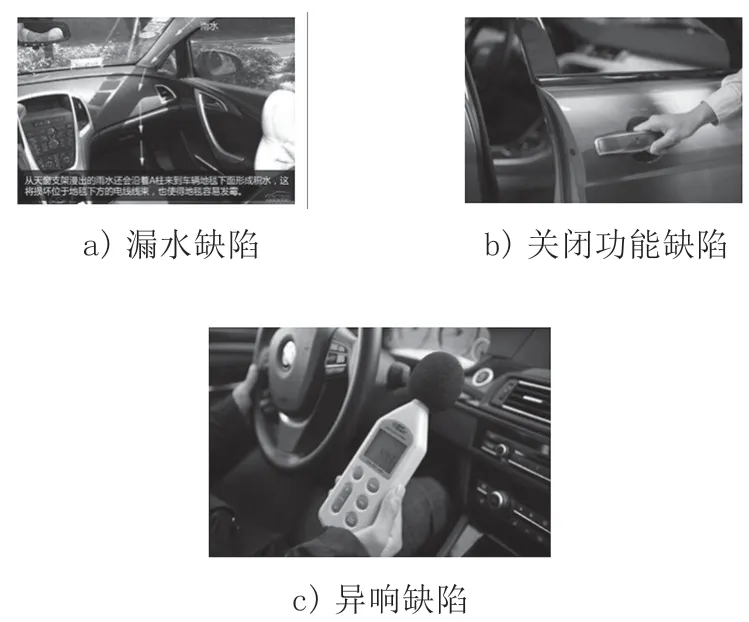
图1 车身尺寸缺陷影响示意图
在新车型的规划过程中,各个冲压单件和总成件的测量支架是必不可少的一环,目前各大主机厂主要采用的还是刚性测量支架结构,即每个测量支架只能用于指定零件的测量任务。由于车型的不断累积,导致现在各种测量支架“堆积如山”,占用大量场地的同时又很难管理和维护,每年的维护维修以及车型更新换代支架报废造成了极大的成本提升。在使用过程中,由于测量需求必须“专件专架”,所以大部分时间是用在了支架的吊装和调整中,导致测量效率低下、测量成本高等问题。同时,专用检具的存储空间大、整改困难、成本高等不足之处,必将越来越不适应汽车行业高效自动化的生产制造要求。
2 传统测量支架的不足之处
测量支架是用于模拟装车状态的一种工装,服务于三坐标测量设备或光学检测设备等。由于测量支架主要用于产品的检测过程,因此,对其精度的要求非常高。以用于测量一台整车的测量支架为例,定位点的位置与预设位置的误差不能超过0.05mm。正因如此,传统的测量支架属于精密机械的领域,要为每种车型量身设计定制,不但制造成本高,而且设计和制造周期长。
在日常的测量过程中,由于存在不同车型的测量切换,需要更换相应的测量支架,此时,会存在使用调度的工作量问题,通常更换一套白车身的测量支架,需要撤出和入库现有支架,再从仓库调出新的测量支架,最后,在测量设备的对应位置进行定位并标定后才能使用,这个过程往往需要长达几个小时以上,费时费力。作为计量级设备的一部分,测量支架还需要妥善保存管理,而且需要定期保养、标定,为了满足被测零件的测量需求,需要提前预备多个测量支架,维护和管理成本也非常高。
传统测量支架的不足之处具体体现如下:
(1)设计和制造成本高。按照目前市场主流车型结构及检测标准统计,平均一个车型的测量支架投资费用在200~300万元左右。为了提升市场竞争力,满足广大受众多样化、个性化的需求,主机厂新车型更新迭代速度越来越快,那么检测支架的费用就成了不可忽视的重要固定成本之一。
(2)存储场地大。支架单体体积较大,且需要“专架专用”,即每个待检测零件都需要一个特定的测量支架,日积月累导致我们需要大量的存储场地,据统计,一个车型全部测量支架平铺摆放至少100m2的存储空间。
(3)使用效率低。传统测量支架在被测零件更换过程中耗时耗力,甚至有些大型支架需要配备行车和专用吊具才能完成更换,使用过程中支撑及夹持位置需要手动多次才能调节到位。
(4)设计周期长。每个支架需根据被测零件的形状,大小以及检测方案进行专门设计,导致支架结构过于复杂,无法共用及延用。
3 数字化测量支撑夹持系统的主要内容
针对以上传统测量支架存在的不足,本文介绍了一种数字化智能柔性立柱系统,其原理是将原来刚性化支架进行了柔性化设计,根据测量支撑夹持需求,将每个支撑夹头设计为三向高精度可调结构,同时,通过多个可调立柱进行自由组合,从而满足不同零件,不同支撑位置以及不同支撑数量的多功能测量支架系统。其调节过程与相应测量机互联,可根据测量结果自动进行支撑点位置迭代补偿,从而可快速自动化的完成测量支撑系统的准备工作。其软件控制界面如图2所示,整个支撑系统可根据软件设置进行自由移动组合,根据被测零件的支撑位置坐标快速高精度地将支撑点运行至指定位置。该柔性测量系统硬件部分是通过多个柔性立柱组件组合而成,每根柔性立柱都可根据被测零件的形状及支撑位置坐标,快速自动化调节其支撑点至指定位置并锁紧。
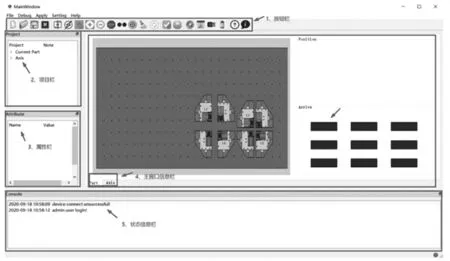
图2 数字化智能柔性立柱系统软件界面示意图
因此,一套柔性立柱系统即可满足多车型及不同零件的测量需求,降低了存储场地面积,省去了新车型开发“专件专架”的设计及制造成本。同时,由于其具有高度共用和延用属性,可根据新车型或新零件的支撑和夹持方案,快速进行调整和组合,即可满足其测量要求,所以大大地缩短了新车型项目周期。
数字化智能柔性立柱系统主要由4个模块组成,如图3所示,其工作原理为经初定位模块完成初定位后,根据测量设备测量的结果,与目标值进行比对获取偏差值,将偏差值输入调节模块,调节模块带动精确定位模块完成精确定位。单个柔性立柱结构由上至下分别为:
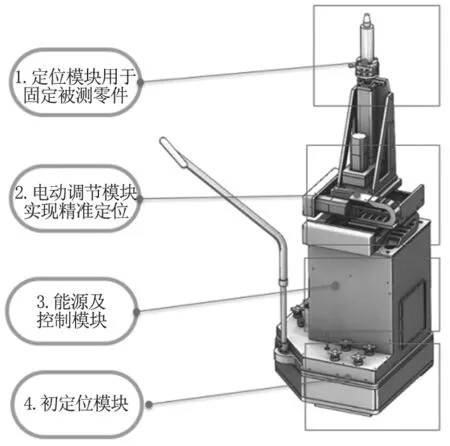
图3 数字化智能柔性立柱系统结构示意图
(1)精确定位模块。该模块为整个测量支撑系统的核心部件,其与被测零件直接接触,起到支撑或夹持定位作用,与支架主体部分通过快换机构进行连接,可根据被测零件定位点处特征(平面、曲面、孔等)进行快速切换。
(2)调节模块。该模块为整个系统最终精度提供保障,其三方向快速高精度调整主要由伺服电机驱动滚珠丝杠完成定位模块的高精度尺寸位置调节。
(3)能源及控制模块。蓄电池为整个机构提供动力,长续航的同时需要体积小,全负荷运转情况下需要至少满足一个班次的连续测量工作。控制器为整个机构的指令发送及数据处理中心,负责各个模块的高效与高精度运行。
(4)初定位模块。该模块主要执行机构为万向轮机构,可根据场景选用自动模式或手动模式,特殊场景可使用手动模式,标准场景可采用自动模式,两种模式都可快速根据被测零件种类和定位坐标值完成初始定位。
数字化智能柔性立柱系统的主要技术参数如图4所示,单根立柱重量在70kg以内,重量远远低于传统测量支架,同时,下部设计有万向牛角轮机构,所以操作人员无须专业吊具和行车即可轻松灵活移动到指定位置;完成初定位后,定位模块三方向的调节行程为X-100mm/Y-100mm/Z-200mm,三维系统精度为0.05mm,其调节行程和定位精度可满足当前白车身及相应大部分零件定位要求;选用的三元锂电池可提供超长待机,每周仅需进行一次充电即可满足当周使用需求;同时,本系统配备了无线控制模块,工程师远程即可实现测量支架的调整及准备工作,为未来无人化测量室奠定基础。
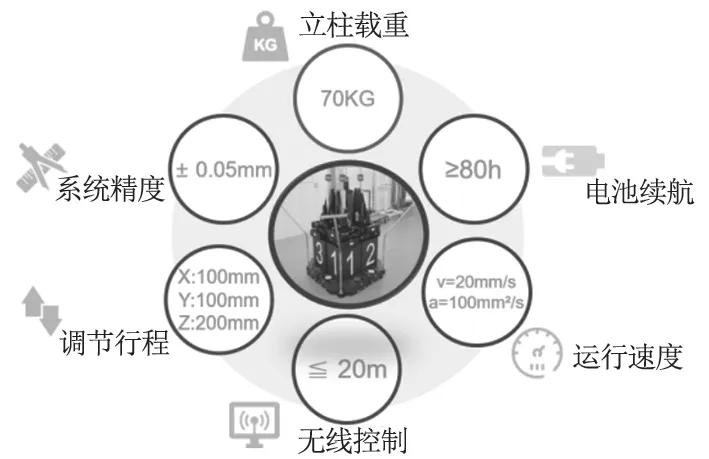
图4 数字化智能柔性立柱系统技术参数示意图
4 数字化测量支撑夹持系统的创新点
本项目从整车制造企业的实际需求出发,将现有测量检具核心功能和传统测量支架存在的弊端以及当前汽车行业的发展趋势重新梳理,最终确定测量支架柔性化方案,柔性化测量支架系统的优势是能够通过一套测量支架系统完成多个零件的测量任务,可根据不同的被测零件快速地变换夹头数量,精确改变夹头位置,只需软件中输入支撑点位置坐标,柔性支架的各个模组即可在机械滚轮、滚珠丝杠等机械传动机构的驱动下,同时,在专用软件的实时计算和迭代下,精确运行至指定位置。相对原来传统的固定一体式测量支架,柔性测量支架系统主要有以下创新点及优势:
(1)一套柔性测量系统即可完成不同零件的测量,降低了专件专架的测量支架成本,同时,减少了场地占用及多支架的维护成本。
(2)测量支架支撑点和夹头位置可根据测量机反馈自行迭代调节,线性方向精度可达到0.02mm,三维空间精度达到0.05mm,取代人工的同时,提高了检具精度。
(3)单个测量模组可根据被测零件支撑点位置信息快速完成初定位,无须行车或叉车辅助。
(4)支持无线充电和远程控制,为未来的无人测量室奠定基础。
5 数字化测量支架应用场景
目前,数字化智能柔性立柱系统已经应用于测量工作,并实现了预期的目标,技术参数均已达到设计要求,从测量精度和效率上来讲,相比传统测量支架工作效率提升约30%,存储场地占用面积下降约20%。通过软件使支架自动调整到指定位置,实现了数字化、柔性化、自动化,轻量化的设计初衷,降低了人员的工作强度;适用于多种车型多种零件的测量需求;通用化的支撑夹头设计使支架更换便捷迅速。从整车制造企业的实际需求出发,在现有的检具技术基础上加入电气化与无线控制等技术,实现了柔性检具的自动化控制功能,其应用现场,如图5所示。

图5 数字化智能柔性立柱系统现场应用示意图
6 结语
白车身及零部件尺寸测量支架数字化的研究与应用是从整车制造企业的实际需求出发,将现有测量检具核心功能和传统测量支架存在的不足之处以及当前汽车行业的发展趋势重新梳理,最终确定测量支架柔性化、数字化方案。数字化测量支架系统的优势是能够通过一套测量支架系统完成不同零件的测量任务,可根据不同的被测零件快速地变换支撑或夹头位置及数量,只需软件中输入支撑点位置坐标,柔性支架的各个模组即可在滚珠丝杠等机械传动机构的驱动下精确运行至指定位置。
在汽车制造业,无论是主机厂还是各大零配件供应商,尺寸检测都是质量控制及质量提升的重要手段之一,尤其在白车身制造生产过程中,冲压件的测量成本一直是困扰业界的重大问题之一,而测量成本中,专用测量支架的费用又占很大一部分。由此,本文中介绍的柔性测量支架系统能够有效解决上述问题,其高度的自动化和智能化也与工业4.0理念相符,具有一定的经济效益与社会效益。
