PE燃气管道带气开口作业分析
2023-02-10李兵
李 兵
(许昌市天伦燃气有限公司,河南 许昌 461000)
1 PE燃气管道带气开口作业前预备程序
① 选择合适的天气条件
PE燃气管道带气开口作业环境温度宜为0~40 ℃,避免在风力大于5级、沙尘、阳光暴晒、下雨、降雪等天气实施。
② 确认相关管道工艺关系
查阅燃气管网总图,理清PE燃气管道带气开口涉及的管道,尽可能减小用户影响范围,找出紧急情况下的控制阀门位置,并进行控制阀门的启闭检查、气密性检查。
③ 通告受影响用户
通告受影响的用户,确保用户用气安全。
④ 确认开口具体位置
以带气开口所涉及燃气管道的竣工图纸资料、改扩建资料、管道运营巡检资料等为依据,现场探测,确认带气开口的具体位置。
⑤ 开挖施工作业工作坑
在相关部门监督下人工开挖,工作坑开挖应符合施工作业要求,通风良好、便于操作,并做好施工围挡以及周边警戒,防止无关人员进入。同时留有紧急通道,便于发生意外时人员能够立即撤出。进行深坑作业时,要设立牢固的支撑,防止垮塌。
⑥ 作业人员及相关器具预备
现场人员应穿防静电工作服及配备劳动保护用品,严禁穿钉鞋,严禁携带易燃易爆物品。焊接操作人员必须培训考试合格,并通过PE燃气管道带气作业专项培训考核。
预备防爆工具(如铜制工具),若用钢制工具,必须采取防爆措施,在敲打面上涂抹黄油,以避免产生火花。配备防爆风机、燃气检测仪、消防器材。夜间施工应采用防爆照明设备,严禁使用碘钨灯。
预备符合要求的PE燃气管道止气夹、电熔鞍形旁通、电熔三通、注塑三通、电熔套筒、PE燃气管道短节、PE电熔焊机、开孔工具等专用器具、材料。PE管件、管材必须具有合格证,且在有效期内。
2 PE燃气管道带气开口作业形式及步骤
2.1 关闭来气管道阀门带气开口作业
① 作业形式
关闭来气管道阀门带气开口作业见图1。将待开口PE燃气管道来气管道阀门关闭,阻断燃气,放空待开口PE燃气管道内的燃气,在开口处断开管道,使用电熔三通、注塑三通、电熔套筒等连接支管道。
此种作业形式适用管径:主管道公称外径为63~250 mm,支管道公称外径下限为63 mm,上限不大于主管道公称外径;主管道公称外径为315 mm,支管道公称外径下限为90 mm,上限不大于主管道公称外径。
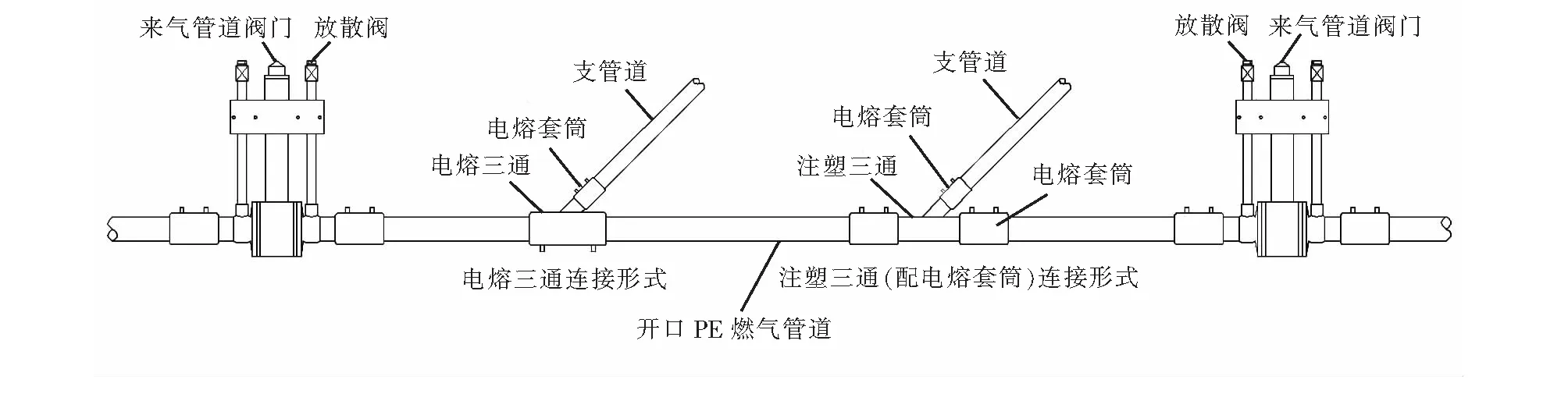
图1 关闭来气管道阀门带气开口作业
② 作业步骤
a.关闭待开口PE燃气管道来气管道阀门,由阀门自带的放散阀放散待开口PE燃气管道内的燃气。
b.在放散口进行燃气监测,若存在燃气泄漏,需启用止气夹带气开口程序。若不存在燃气泄漏,在PE燃气管道开口处用手锯锯断管道。
c.启动防爆风机对施工作业工作坑吹扫。待现场燃气体积分数低于爆炸下限的20%后,在断开的PE燃气管道以及待连接支管道上,标出电熔三通、电熔套筒插入深度,修整管道端口,刮去插入端的PE管道表面氧化层(刮削厚度0.1~0.2 mm),使焊接面在焊接前清洁和干燥。
d.安装PE燃气管道连接所需的电熔管件,插入至标记深度,并调整电熔管件与管道的同轴度。
固定后,将PE电熔焊机输出端与电熔管件接线柱牢固连接,进行焊接。
e.焊接完成并冷却后,小开度打开来气管道阀门,缓慢充气,用皂液对焊接处检漏,无吹泡现象视为合格。
f.检漏合格后,进行燃气置换,清洗管道上的皂液,全部打开来气管道阀门,回填工作坑,带气开口作业完成。
2.2 使用止气夹带气开口作业
① 作业形式
使用止气夹带气开口作业见图2。在待开口PE燃气管道上安装止气夹,阻断燃气,在开口处断开管道,使用电熔三通、注塑三通、电熔套筒等连接支管道。
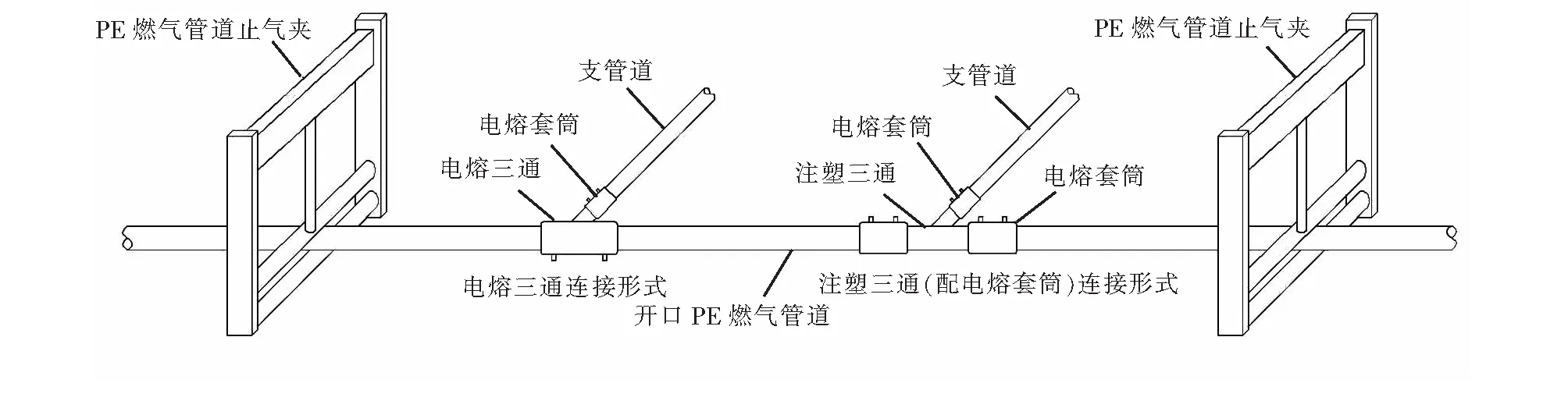
图2 使用止气夹带气开口作业
此种作业形式适用于较长的待开口PE燃气管段上带气接支管道,且待开口处近距离无PE燃气管道阀门。适用管径:主管道公称外径为63~250 mm,支管道公称外径下限为63 mm且上限不大于主管道公称外径。
② 作业步骤
a.在PE燃气管道开口处6倍管外径以外的直管段(避开各种管道接口)安装止气夹,调整止气夹中心与管道中心在一条直线,缓慢操作止气夹(当管材被夹扁到1/2时停滞1 min、被夹扁至3/4时再停滞1 min,低温应增加停滞时间)夹扁管道。
b.用手锯将待开口处PE燃气管道锯开,放散燃气,启动防爆风机对施工作业工作坑吹扫后,进行燃气检漏。若有燃气泄漏,需进一步夹紧止气夹(注意限位,避免PE燃气管道被过度压扁),必要时在3倍管外径以外再安装1道止气夹(注意同一管道位置仅限夹扁1次,不得多次使用止气夹)。
c.待现场燃气体积分数低于爆炸下限的20%后,在断开的PE燃气管道上标出电熔三通、电熔套筒插入深度,修整管道端口,刮去插入端的PE管道表面氧化层(刮削厚度0.1~0.2 mm),使焊接面在焊接前清洁和干燥。
d.安装PE燃气管道连接所需的电熔管件,插入至标记深度,并调整电熔管件与管道的同轴度。固定后,将PE电熔焊机输出端与电熔管件接线柱牢固连接,进行焊接。
e.焊接完成并冷却完毕后,缓慢微量松开来气管道止气夹,缓慢充气,用皂液对焊接处检漏,无吹泡现象视为合格。
f.检漏合格后,缓慢松开止气夹(当管材复圆到1/4时停滞1 min,复圆至1/2时再停滞1 min,低温应增加停滞时间)使管道复圆,进行燃气置换,拆除止气夹,清洗管道上的皂液,回填工作坑,带气开口作业完成。
2.3 使用电熔鞍形旁通带气开口作业
① 作业形式
使用电熔鞍形旁通带气开口作业见图3。将待开口PE燃气管道上安装电熔鞍形旁通,用电熔套筒等连接支管道,焊接、冷却、试压完成后,自电熔鞍形旁通在PE燃气管道上带气开口。
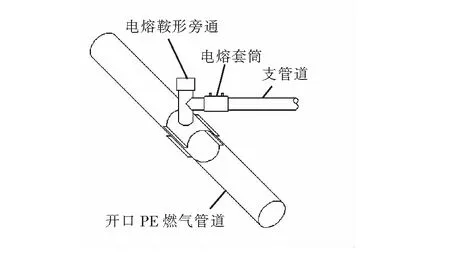
图3 使用电熔鞍形旁通带气开口作业
此种形式适用于不便关闭来气管道阀门且不宜使用止气夹带气开口作业接支管道的特殊情况。适用管径:主管道公称外径为90~125 mm,支管道公称外径为63 mm;主管道公称外径为160 mm,支管道公称外径为63、90 mm均可;主管道公称外径为200~250 mm,支管道公称外径为90 mm;主管道公称外径为315 mm,支管道公称外径为110 mm。
② 作业步骤
a.在PE燃气管道上选择焊接部位(避开各种管道接口)作为开口处,刮去开口处的PE管道表面氧化层(刮削厚度0.1~0.2 mm),使焊接面在焊接前清洁和干燥。
b.将电熔鞍形旁通正对紧固在PE燃气管道开口处,贴实并保持垂直度、直线度和圆度。
c.将PE电熔焊机输出端与电熔鞍形旁通接线柱牢固连接,进行焊接。焊接后自然冷却2 h以上,再将预制好的支管道用电熔套筒等焊接在电熔鞍形旁通支管口上。
d.焊接完成并冷却完毕后,从支管道注入压缩空气至电熔鞍形旁通,进行连接管道的强度试验、气密性试验(中压系统0.6 MPa强度试验1 h,0.46 MPa严密性试验24 h;低压系统0.4 MPa强度试验1 h,0.1 MPa严密性试验24 h),用皂液对焊接处检漏,无吹泡现象视为合格。
e.试压合格后,放空试压的压缩空气,将带气PE燃气管道压力控制在0.2 MPa以下,摘下电熔鞍形旁通的顶端盖,用专用开孔工具开孔(刀具内置)。开孔时开孔工具应按顺时针方向循序渐进旋转,直到开孔工具不能旋转时,表明孔已开好。
f.开孔后开孔工具应迅速按逆时针方向退回刀具,盖上电熔旁通形的顶端盖并拧紧。
g.对电熔鞍形旁通的顶端盖使用皂液检漏,合格后,进行燃气置换,清洗管道上的皂液,回填工作坑,带气开口作业完成。
3 PE燃气管道带气开口作业其他事项
① 工作坑回填
回填前,必须将施工作业遗留物品清除干净。不得采用垃圾、冻土、软性土、石块、砖头等杂物回填。应从管道两侧同时对称均衡回填,保证管道不产生位移。管道两侧及管顶以上0.5 m范围内,应采用素土人工回填和轻型设备夯实,不得采用机械推土回填。
② 工程资料
施工作业过程中,应做好过程资料记录和收集,验收完毕后,将资料整理装订成册,由燃气供应单位运营管理部门存档管理。
③ 置换通气、受影响用户恢复供气
燃气供应单位运营管理部门、用户服务部门按照CJJ 51—2016《城镇燃气设施运行、维护和抢修安全技术规程》执行。
④ 焊接质量检测与紧急情况处理
a.焊接时人员应离电熔管件3 m以上,防止PE喷浆烫伤。焊接后电熔管件观察孔处应能看到指示柱突出或少量熔融料溢出,但熔融料不得呈流淌状。
b.焊接后必须自然冷却,冷却期间,不得拆开夹具,不得移动连接件或在连接件上施加任何外力。
c.如果因PE管件质量问题、焊接工艺问题造成带气开口作业完成后漏气,应立即按燃气管道抢险、抢修流程执行后续措施。
