后法兰盘翻孔翻边复合成形工艺研究
2023-02-10赵博宁何娟霞
赵博宁, 李 宇, 何娟霞
(1.柳州铁道职业技术学院 装备制造学院, 广西 柳州 545616;2.广西大学 资源环境与材料学院, 广西 南宁 530004)
0 引 言
随着中国汽车工业的迅猛发展,市场竞争越来越激烈,相应的汽车产品快速升级,汽车零配件生产周期随之缩短,并且对零配件的成形质量和尺寸精度要求也在不断提高。汽车零配件大部分采用钣金一次成形,其中后法兰盘作为汽车排气系统的刚性连接件,要求连接力要足够大以保证连接处无缝隙、不漏气,因此后法兰盘应有足够的强度和刚性。后法兰盘由于内孔翻孔和外缘翻边高度较高,过去通常采用2副模具冲压成形,开发周期长,研究后法兰盘内孔翻孔和外缘翻边的复合冲压成形工艺,对于缩短开发周期具有重要的实际意义[1,2]。
目前研究冲压成形质量优化的方法主要是数值模拟与各种试验优化方案结合,如采用正交试验得到最优参数,还有采用神经网络遗传算法等进行参数寻优。现以后法兰盘内孔翻孔和外缘翻边复合成形工艺为研究对象,优化目标为冲压成形后零件要同时满足最小壁厚取值最大、内孔翻孔和外缘翻边高度达到一定的尺寸要求,采用数值模拟和正交试验结合优化工艺参数,最终筛选最优参数组合[1]。
1 冲压工艺分析
后法兰盘零件见图1所示,材料为SPHE,厚度为3.0 mm,中间的内孔孔径为φ(42.7±0.3)mm,高度为(12.5±0.5)mm,外缘成形高度为14.2+0.5-1.0mm。内孔和外缘都带有凸缘,内孔为圆形凸缘,外缘为对称的非回转体凸缘。内孔圆形凸缘可以采用翻孔工序成形,外缘凸缘可以采用翻边工序成形。从零件的结构分析,此零件成形工序主要有落料、冲孔、内孔翻孔、外缘翻边和整形,为了保证后法兰盘内孔翻孔和外缘翻边后的内缘和外缘的同轴度要求,降低模具生产成本,缩短零件制作周期,将以往的翻边和翻孔两道单工序合并为一道复合工序,即采用复合模完成翻孔和翻边工序[3]。
设计的翻边翻孔复合模结构简图如图1所示。复合模虽然提高了同轴度和生产效率,但是由于模具结构复杂而导致成形工艺参数更加难以对结果进行控制。翻边和翻孔成形最常出现的缺陷是内缘边缘开裂和外缘翻边高度不一致,而影响成形质量工艺因素有很多,如预制孔径、模具零件间隙、凸模粗糙度大,凸模与底孔、凹模内孔不同心等[2],因此以下主要研究后法兰盘采用翻孔翻边复合工艺对成形质量的影响规律[4]。

图1 翻孔翻边复合模
2 Dynaform有限元模拟
2.1 有限元建模
(1)板料建模。为了降低模具生产成本,零件采用复合模进行落料冲孔、内孔翻孔和外缘翻边。图1所示后法兰盘中间内孔,两侧的定位孔对精度要求不高,因此在有限元模拟时将板料简化为图2所示毛坯。

图2 有限元用模具结构
(2)上模建模。上模结构如图2所示,主要成形外缘翻边的内表面和内孔翻边的外表面。目前外缘翻边模具结构参数没有明确的确定方法,因此下模设计以上模、零件特征和轮廓形状作为依据。
(3)下模建模。下模主要成形外缘翻边的外表面和内孔翻边的内表面。在整个成形过程中,压边圈始终与板料接触,起到压料作用,防止成形过程失稳起皱,但是有限元模拟时工具设定只有凸模和凹模,要么凸模运动,要么凹模运动。而设计的复合模下模在多次反复模拟后,确定采用零件处于成形终点时的结构(见图3中凹模)作为有限元模拟的工具[5]。
将图3所示模具结构以igs格式导入Dynaform中完成有限元模型的建立。

图3 有限元模型
2.2 参数设定
在有限元软件Dynaform中,工序类型采用“双动成形”,板料厚度设为3 mm,由于上、下模均为导入模型,工具参考面为“上∕下模”。网格划分采用非均匀化网格,网格最大为1 mm,由于有圆角,网格最小为0.5 mm。根据图3所示设定压边圈、凸模、凹模,各模具零件之间的距离在三维软件中设好,因此工具定位采用自动定位方式。压边工序(closing工序)和成形工序(drawing工序)的闭合形式采用持续时间模式[6-8]。
3 单因素对成形质量影响分析
虽然采用复合模可以降低模具成本和提高生产效率,但是毛坯成形后即为成品,要求严格,导致复合模工艺参数更复杂。在其它工艺参数一定的情况下,采用数值模拟分析模具零件间隙、预冲孔尺寸、上下模圆角半径、压边力、冲压速度和摩擦系数对翻孔翻边复合成形质量的影响,最小壁厚主要出现在翻孔孔口处。由于起皱主要集中在底部平板位置,在实际生产过程中可以增加压料装置缓解平板部分的起皱,只考虑成形工艺参数对最小壁厚、内孔和外缘成形高度3个方面的影响。
利用有限元Dynaform软件对内孔翻孔和外缘翻边复合工序冲压过程模拟成形后,各单一因素对零件最小壁厚、内孔翻边高度和外缘翻边高度的影响趋势分别如图4、图5所示。从图4和图5可以看到,预制孔径变化对最小壁厚(最大减薄率)影响最明显,其余因素影响不明显;对内孔翻孔高度有显著影响的是模具零件间隙和预制孔径,其余因素不显著。对外缘翻边高度,除了压边力和冲压速度,各因素的影响曲线都有一定的波动,说明除了压边力其余因素都对其有一定的影响。

图4 各因素对最小壁厚的影响

图5 各因素对内孔翻孔高度和外缘翻边高度的影响
4 正交试验方案设计和结果分析
正交试验设计是安排多因素试验、寻求最优水平组合的一种高效率方法,既能使试验点分布较均匀,又能减少试验次数。正交试验以成形后制件的最小壁厚Y1、翻孔高度Y2和外缘翻边高度Y3为优化目标,根据单因素分析结果,最终选取预制孔径A、模具零件间隙B、上模圆角半径C、下模圆角半径D和摩擦系数E这5个对Y1、Y2、Y3影响显著的因素来设计正交试验方案。在保证不开裂而且满足外缘翻边高度和内孔翻孔高(15.2±0.5)mm的前提下,确定各因素水平如表1所示。
根据表1采用正交表L16(54)拟定试验方案[9],利用有限元软件Dynaform对各组数据进行数值模拟,结果如表2所示。

表1 试验因素水平

表2 正交试验方案和模拟结果 mm
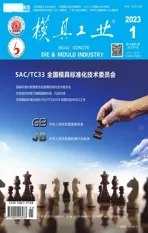
由于起皱主要集中在底部平板位置,在实际生产过程中可以增加压料装置缓解起皱,不考虑成形零件的起皱,仅考虑零件的最小壁厚和成形高度,主要采用极差分析法评定成形零件的最小壁厚和成形高度。从表3可以看出,各因素对于最小壁厚试验结果的影响都不显著,结合上述单因素影响分析,对最小壁厚影响最大的是预制孔径,翻孔成形的板料最小壁厚集中在孔口边缘处,其变形程度主要由预制孔径决定。最小壁厚影响顺序为预制孔径>模具零件间隙>下模圆角半径>上模圆角半径>摩擦系数;对内孔翻孔高度的影响顺序为预制孔径>模具零件间隙、下模圆角半径>摩擦系数>上模圆角半径;对外缘翻边高度的影响顺序为模具零件间隙>上模圆角半径>预制孔径>摩擦系数>下模圆角半径。
表3 极差分析表
以最小壁厚最大以及内孔翻孔高度和外缘翻边高度分别满足(15.2±0.5)mm和要求选取最优工艺参数组合,根据正交试验结果,确定最佳工艺参数组合:预制孔径A=24 mm、模具零件间隙B=3.35 mm、下模圆角半径C=13 mm、上模圆角半径D=2.0 mm、摩擦系数E=0.125,该工艺参数的成形极限和厚度分布如图6和图7所示。零件起皱情况如图8所示,外缘部位几乎看不到起皱,起皱主要出现在底部,而且不明显,因此在实际冲压过程中增加压料装置可以缓解平板部分起皱。

图6 成形极限图
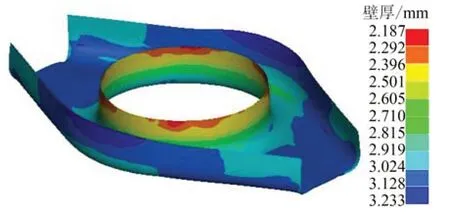
图7 沿高度方向的壁厚分布

图8 起皱情况
5 生产验证
为了使板料各方向流动速度趋于一致,同时利于板料定位,防止板料移动,采用前道落料冲孔工序的孔作为定位孔,设计定位装置[11],保证了外缘翻边是两侧对称成形,凸、凹模间隙均匀。由于零件内孔翻孔方向和外缘翻边方向相反,为了方便成形后取件,采用上出件模式,将下模结构设置为组合式凹模,由凹模和顶件零件两部分组成[12,13]。模具实物如图9所示。根据上述优化的工艺参数进行生产试验,得到的后法兰盘零件如图10所示,外缘翻边质量良好,测量零件最小壁厚为2.193 mm,与模拟结果有一定的误差,但是在生产允许范围内。

图9 模具实物

图10 成形零件
6 结束语
(1)通过单一因素分析发现,在选择的参数值范围内,预制孔径变化对最大减薄率影响最明显,其余因素影响不明显。对内孔翻孔高度有显著影响的是模具零件间隙和预制孔径,其余因素不显著。对于外缘翻边高度,除了压边力和冲压速度,其余因素都对其有一定的影响。
(2)正交试验极差分析发现,对最小壁厚影响顺序为预制孔径>模具零件间隙>下模圆角半径>上模圆角半径>摩擦系数,对内孔翻孔高度的影响顺序为预制孔径>模具零件间隙>下模圆角半径>摩擦系数>上模圆角半径,对外缘翻边高度的影响顺序为模具零件间隙>上模圆角半径>预制孔径>摩擦系数>下模圆角半径。
(3)将16次正交试验方案进行对比,得到的最佳工艺组合:预制孔径A=24 mm、模具零件间隙B=3.35 mm、下模圆角半径C=13 mm、上模圆角半径D=2.0 mm、摩擦系数E=0.125。
(4)将最优工艺参数进行生产试验检验,得到的零件外缘翻边质量良好,而内孔翻孔边缘存在部分毛刺,但是在生产允许范围内。