基于物联网的车间物流自动配送系统研究
2023-02-08周长荣
黄 鑫,周长荣
(河北经贸大学 管理科学与工程学院,河北 石家庄 050061)
0 引 言
在科技飞速发展的当今社会,物联网概念已经逐渐被国内企业所熟知。物联网融合了智能识别技术、无线传感技术、普适计算技术和网络技术等[1],可以收集并存储整个企业的基础信息并形成一整套系统。通过将物联网引入到制造型企业,并将射频技术同生产车间的流水线结合,可以获得最准确的底层生产数据信息。这正是各个企业最需要的,能够为企业决策提供完整依据,为企业实现柔性、敏捷、精细化生产打下基础,同时也能改善物流配送效率,降低人工成本,避免缺料等情况出现。
本文研究的车间自动配送系统主要针对离散型制造企业总装配车间层面,包括生产车间、配送系统、车间外仓库三个方面,且生产配送模式是齐套配送,产品生产模式为小批量多品种。由于齐套配送通常一个订单包含多种产品,且不同产品需要在不同的车间甚至是用不同的制造商进行加工,而不同产品的组成部分又可能在不同车间进行加工[2],这使得车间配送变得复杂,在切换订单时易导致物料不能及时到达进而影响生产。如何实现快速切换是齐套型生产模式下的难点,解决方法之一就是通过物流配送的改进来实现快速切换。
车间物流配送的高效性与车间数据采集的及时性和数量有着密切的关系,而物联网技术恰好具有信息收集的全面性和便捷性这两个得天独厚的优势。本文针对制造型企业中传统的人工叫料和配送进行分析,提出了车间内自动配送模式,实现车间内叫料依赖于系统,避免人工的干预,提高车间配送的效率,减少配送过程中不必要的浪费,为车间实现全程自动化配送提供切实可行的方案。
1 离散型制造企业在生产中存在的问题
传统制造业大部分采取的是订单生产模式,即根据订单量来安排生产计划。此种模式减少了不必要产品的生产,更好地满足了市场需求。但订单的随机性容易导致生产企业出现波动式生产,也同步造成物料采购、配送以及生产的压力;需要从原材料库房运送到车间外仓库的物料通常通过定量控制系统安排配送,这无疑也会增加车间配送人员的工作量。此外,离散型制造企业通常要对各个分厂采购的原材料进行装配,由于其物料的复杂性、多样性,导致采购物料信息不能同本公司生产的物料信息进行统一编码而存储在公司的数据库中,这难免会导致信息混乱。以上因素的存在使得离散型制造企业在生产过程中常常存在以下问题:
(1)配送混乱,影响生产效率。国内制造型企业虽然大多是根据提前发送的车间生产计划进行备料、送料,但是每个岗位需要的物料、时间通常是产线的班长或者该岗位员工在查看到该物料点缺料或者快用完时联系配送人员,或者是配送人员在配送过程中看见某些岗位缺料就会及时将物料补充过去。这种情况就会导致配送人员配送混乱,即在空闲时能及时配送物料,但是当多个岗位都需要时,配送人员基本上只根据自己的判断进行配送,那些急需物料的岗位不能及时得到缺料,从而影响了生产的进度,甚至导致停线。
(2)基础生产信息不能被实时收集并反馈。基础生产信息主要分为流水线上产品的生产信息、物流信息两大基础板块,其中流水线生产信息包括单个产品的生产时刻、生产数量、生产批次、生产订单、在各个岗位的实际生产时间以及暂存时间、每个岗位的在制品数量以及合格情况等。物流信息是指在某一时刻每个岗位的线边物料存储数量、存储物料编码、物料名称、物料的送达时刻、配送时间耗费,若有缺料情况出现,还包括缺料时间以及停线时间等。
(3)由于决策的依据过少导致结果不够准确,影响企业的运营。由于传统制造企业没有最原始的底层生产数据,导致中高层做决策时往往是根据自己的经验进行判断,这或多或少会有偏差,而这一点偏差也可能会给企业利益带来非常大的影响。
2 物联网环境下生产车间物流自动配送系统研究
在2008年,黄国全教授就产线信息数据采集问题提出了AUTOM[3]解决方法,他提出了一种无线制造架构,通过将RFID设备部署到工作站、重要工具、关键部件、在制品容器等地方实现操作对象的智能化,并且可随时查看该位置的各种信息。而本文将以GN空调公司目前存在的线边缺料、库存多、物流配送不及时等问题为研究方向,旨在提出基于AUTOM解决方案的车间物流自动配送系统。目前,该车间采用的是拉动式配送,即人工联系配送人员和车间外仓库分拣人员,从而让他们分别进行配送、分拣、拆包,但由于人工操作经常导致叫料时间太晚,使得车间外仓库人员分拣、拆包过晚,后续也影响物流配送人员的配送,从而导致产线缺料甚至停线。另外,车间外仓库分拣人员为了防止产线人员叫料不及时导致某种物料分拣不及时甚至缺料,提前将某种物料大量分拣,但同时大面积占用了库存场地。同样的问题也出现在配送人员身上,配送人员在产线上仍有较多物料时继续向线边配送物料,导致线边物料堆积过多,甚至占用其他物料位置使得物料工无法将缺料装车,产线的5S管理[4]混乱。
2.1 研究范围
制造型企业往往设有原材料仓库以及车间附带的暂存仓库,但是由于原材料仓库通常是一对多个生产需求车间并采用按时区配送的模式,再加上各个车间的需求多样性导致原材料仓库经常提前配送物料,故很难实现JIT[5]的配送模式。而车间附带的暂存仓库由于需要与生产线的生产进程相匹配,所以配送物料需要做到及时响应、及时配送,这不免给生产物流带来了挑战。此外,由于生产过程中常常存在插单的情况,打乱了原有的生产计划,导致物流配送人员与生产信息脱节,使得物料配送混乱。在上述情况下,车间配送就更需要实现及时化和精准化配送,因此车间实行自动化配送是非常必要的。
2.2 车间物流配送运行流程
车间生产信息的采集与MES之间有着密切的联系,这也是车间配送系统的信息来源。它为系统提供了物料生产过程数据、物流状态、人员的工作效率和工作质量等信息,这些都是ERP无法直接快速获取到的关键信息。对生产现场加工状态信息的实时采集,有利于生产计划的动态调度和优化调度[6]。因此在MES系统上进行车间自动配送系统研究更具有优势。该物流配送系统架构如图1所示。
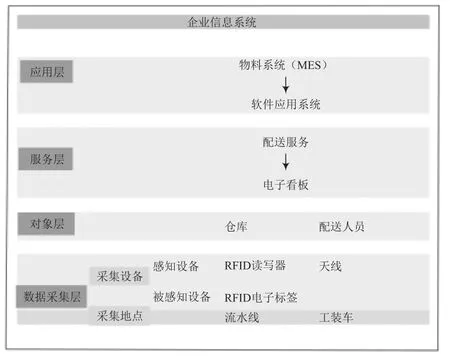
图1 物流配送系统架构
2.2.1 应用层
MES处于上层ERP和底层车间控制系统之间,作为上下层应用间的集线器[7]。由于MES是连接ERP和车间生产平台的桥梁,所以软件应用系统可以通过读取MES系统中的BOM表,根据软件自身的运算逻辑并结合车间生产计划形成自己的数据库,从而指导车间的物流配送模式。该层的主要功能如下:
(1)物料分配功能:首先通过软件系统读取MES系统的BOM表中的物料信息,根据物料类型或物料编码得出此种物料的类型,并基于提前制定的物料分配逻辑来指导车间分拣人员进行分拣或者拆包各个岗位所需物料,见表1所列。
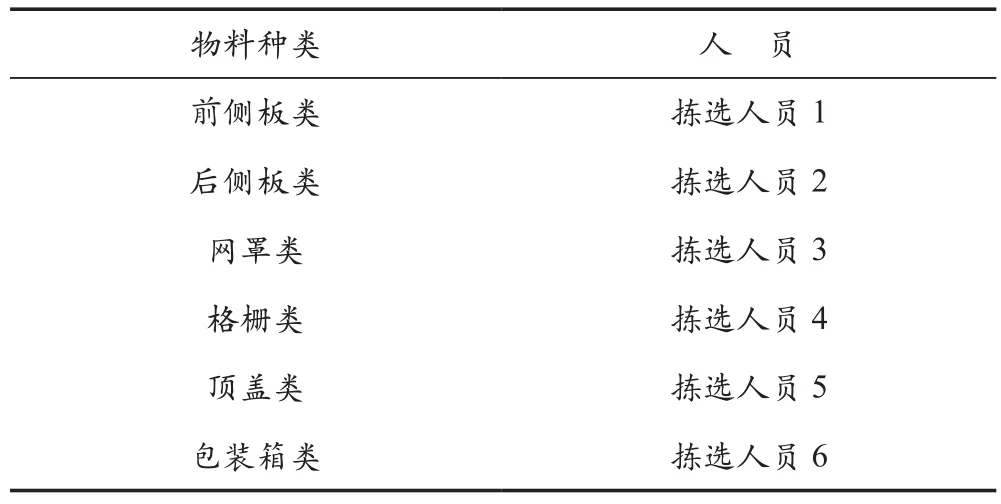
表1 信息体系架构
(2)物料呼叫功能:以生产为核心,物流环节的决策要充分考虑生产执行过程的动态性[8]。当从生产线上某个工位的固定读写器获得某产品的信息时,通过将产品条型码与数据库比对,得知已经生产了某订单下该种产品的数量;基于线边工装车RFID读写器扫描工装车RFID电子标签获得的物料数据(物料编码、数量等),计算出该工位线边工装车消耗的数量以及当前线边工装车剩余数量。当各个工位线边的库存达到订货库存时,软件系统计算得出需要配送的物料,并将此信息发送到电子看板,车间外仓库可基于此信息进行分拣或者拆包;当物料到达工位的安全库存时,软件应用系统将订货库存的信息发送到物流配送人员,提醒物流人员进行配送。运行流程如图2所示。

图2 物料呼叫功能运行流程
2.2.2 服务层和对象层
服务层:通过软件系统将物料配送信息发送到各地的电子看板,包括车间展示平台、仓库平台、配送人员平台等。
对象层:(1)将需要拣选的物料信息发给仓库的电脑或者看板显示器,包括物料代码、数量、需求物料的生产线;(2)线边工位到达订货库存时将需要拣选的物料信息发给物流配送人员的看板显示器(物料代码、数量、生产线)。
2.2.3 数据采集层
(1)RFID电子标签的应用
目前,传统的生产企业多是采用一维码标签来记录物流配送信息,一维码是在一个矩形区域内由一组黑色条块和空白按照一定编码规则组成[9]。但是由于在配送过程中的不可控因素易导致纸质标签被弄脏或者丢失,给员工带来不必要的麻烦。而要实现车间自动化配送,则需要RFID电子标签技术,RFID具有自动识别的方便性,可提高数据采集的准确性及便利性,还可以节约产品配送工时、降低人力成本。表2为两种标签的对比。
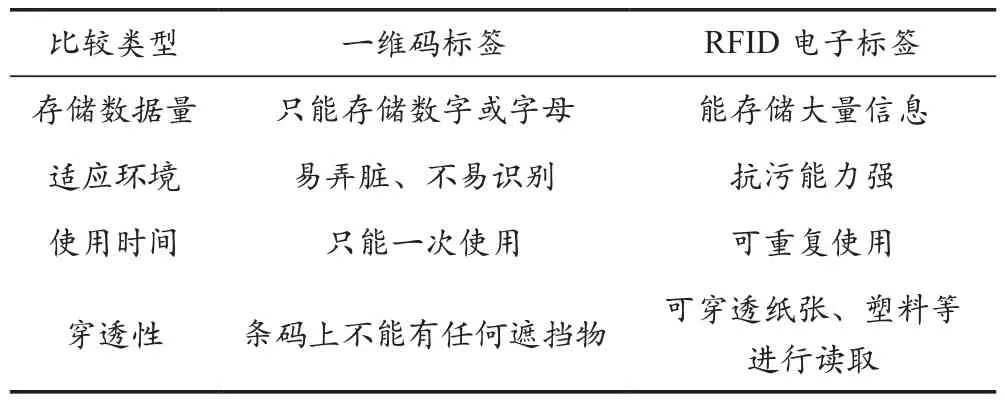
表2 一维码标签与RFID电子标签的对比
(2)各部分数据采集流程
工装车:通过将RFID电子标签安装在工装车上,实现物料配送数据的录入与修改。
车间外仓库:仓库分拣人员可以通过手持式RFID扫描枪将拣选的物料信息录入到工装车上的电子标签里面。
配送过程:配送人员将工装车开到指定配送地点,通过配送地点固定位置的读写器可以对工装车的信息进行读取并上传至软件系统,实现物料配送到达的确认以及将由于分拣和配送导致的错误通过该系统进行比对和反馈。
流水线:在流水线下方放置读取器,并且在工艺板上安装电子标签,实现生产产品信息的录入和读取。
产线生产人员:产线生产人员通过手持式扫描枪扫描产品的条形码,从而将生产产品的基本信息录入到工艺板的电子标签上。
2.3 基于工时的线边订货库存和安全库存计算
对订货库存和安全库存的确定是该车间自动配送系统的支撑点。由于每个工位的物料消耗速度不一样且其装载量都不同,需明确每个物料的最大库存、订货库存及安全库存。线边库存订货量不同于仓库库存,每次的订货量都是按照单次配送载具的最大量进行配送,而不是按上一个订单到下一个订单实际消耗的量进行订货。以工装车配送为例,单个工装车单种物料线边库存消耗示意图如图3所示。相关计算公式如下:
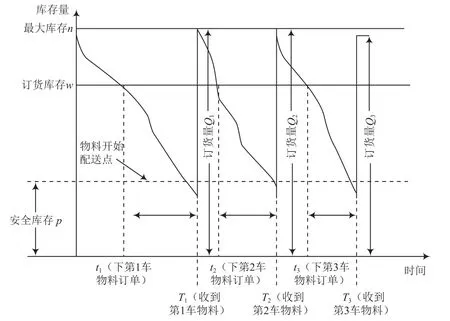
图3 订货库存和安全库存示意图
其中:w为订货库存;p为安全库存;k为生产线平均每小时生产量;h为单次配送时间;t为单个物品单次分拣时间;n为单个工装车可携带物品的数量;Qi为第i次订货量。
在上述线边订货库存和安全库存计算公式中存在h和t两个变量,而这两个变量计算的精准性关系着该系统运行的准确性。在计算仓库的单个物品单次分拣时间t时应做到对每一个物品的分拣、拆包时间都有详细的计算方法和记录。同样地,每种物料的配送时间也该有详细的计算方法和记录,在此引入标准工时[10]来减小分拣、配送时间的误差,如秒表法、预定动作时间标准法、模特法等。这样系统才能精准计算出订货库存和安全库存,从而确定何时让仓库分拣人员进行分拣、拆包物料以及让配送人员进行配送。
3 结 语
针对现如今离散型制造业的小批量多品种、柔性化、精细化、低成本的生产需求,可以通过引入物联网技术来满足。本文总结了目前制造业普遍存在的问题并结合实际案例提出车间自动配送系统的理论,确定了线边物料安全库存和订货库存的计算方法,给出了这两种库存的影响因素,为车间自动化配送提供了切实可行的方法。此外,通过RFID技术实现了底层数据的收集,改善了车间配送的方式,为车间快速切换生产模式提供了方向,避免了人工叫料的不准确性引发的一系列问题,为企业决策提供了依据。另外,该车间物流自动配送理论不仅可以应用到传统的依靠人力配送的车间,还可以应用到AGV配送的生产车间,为实现AGV全程自动化配送提供了方向。
