基于自适应神经网络模糊PID物料卷绕张力控制系统的研究与设计
2023-02-02梁入云郭金妹吴爱国张红功
梁入云,郭金妹,吴爱国,张红功
(1.赣州西克节能自动化设备有限公司,江西 赣州 341000;2.江西应用技术职业学院,江西 赣州 341000)
物料卷绕控制系统在纺织品、镀膜机、口罩机、线缆等产品生产过程中应用较为广泛。因卷绕过程中,收卷轴和放卷轴不断收放材料使得卷轴的半径实时变化,卷径的改变时刻影响着系统的张力和速度,进而影响着系统的稳定性和产品质量。然而张力会受很多因素影响,例如运行状态、卷绕材料、工况环境等,具有非线性、时变性、强耦合的特征,且难以建立精确的模型,因此,采用对模型有精准要求的传统PⅠD控制器很难取得良好的控制效果。
为了有效提高物料卷绕系统稳定性和适应性,国内外专家对物料卷绕系统进行了深入的研究与探索,有的专家从硬件设备入手,采用先进的机械结构和控制器,提高卷绕系统的控制精度;有的学者从生产工艺流程上着手,有效提高生产效率和适用性;也有的专家对控制算法进行探索,引入先进的智能算法以提高系统的稳定性。其中任佳星等基于传统PⅠD控制器,采用西门子公司推出的SⅠNAMⅠCS S120变频器设计出一套操作简单且效率高的卷绕系统,但系统的抗干扰性能较差;陈明霞等在传统PⅠD控制器的基础上加入模糊控制,实现对PⅠD参数的在线整定,具有较强的鲁棒性,有效提高了系统的动态性能和稳态精度,但在瞬态工况下系统的应变能力不足,存在自学习能力差和适应性不强的缺陷。目前,模糊推理和神经网络算法成为智能算法的研究热点和焦点,将神经网络和模糊控制结合在一起,设计出的神经网络模糊控制器有效吸收了两者的优点,使其具有较强的自学习能力和逻辑推理能力,在非线性、时变性系统中得到了广泛的应用[1]。
根据以上分析,针对目前研究存在的问题,本文将自适应神经网络模糊PⅠD控制器应用于物料卷绕系统中,在自适应模糊PⅠD控制的基础上引入BP神经网络学习算法,训练优化模糊规则控制和隶属度函数,可实现对卷绕系统恒张力的稳定控制,大大提高系统性能和产品生产质量。
1 物料卷绕控制系统
1.1 卷绕系统的工作原理
常见的物料卷绕系统由收放卷辊、检测机构、控制器和辅助结构组成,其中收放卷辊用于收放物料;检测机构有张力传感器和增量式编码器,张力传感器用于实时检测系统中物料所承受的拉力,增量式编码器实时检测物料的线速度,并将其转换成脉冲信号传送给控制器;常见的控制器是基于PLC为核心的控制装置。
1.2 卷绕系统控制特性分析
物料卷绕系统的控制对象为收卷辊和放卷辊,放卷辊控制张力,收卷辊控制线速度。控制变量主要为张力、线速度、卷径,张力信号由张力传感器反馈,线速度和卷径变量由编码器计算得出。在卷绕起动运行时,往往先设定收放卷辊的角速度ω,并同时起动收放卷辊,系统张力逐步增大,当张力达到一定值时系统便需要根据不同工况进行自适应智能调节。在卷绕运行过程中,收卷辊卷径不断增加,放卷辊卷径不断减小;卷径的变化使得线速度要跟随变化,才能控制张力的稳定性。由于这3个变量实时变化,相互制约,影响着整个系统的平滑稳定性。
1.3 卷绕系统的数学模型
卷绕系统中物料所受张力的大小与物料被拉伸程度有关,如果拉伸在弹性形变范围内,则物料所受的张力满足胡克定律,即固体材料受力后,材料中的应力F和应变Δx(材料变形量)之间存在线性关系,为:F=-K×Δx。
通过分析,张力为单位面积上所受到的应力;应变为拉伸后材料长度与拉伸前长度之间的相对值。当卷绕系统中,收卷辊速度V收不等于放卷辊速度V放时,张力受收放卷速度影响,而收放卷辊的速度又由角速度和半径决定。根据参考文献,结合卷绕运行实际情况,可得出卷绕系统中单位时间内张力T张的计算公式:
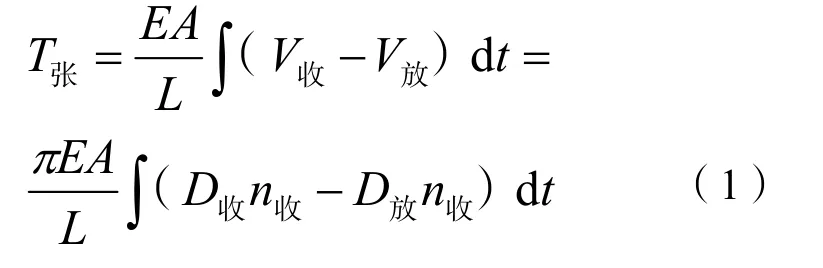
式(1)中:E为卷绕材料的弹性模量;A为卷绕材料的横截面积;L为材料拉伸后的长度;D为卷辊直径;n为卷辊旋转速度[2]。
2 自适应神经网络模糊PID控制器的设计
对于非线性、强耦合、难以精准建模的系统,模糊控制可以建立模糊规则拟人决策,能在不同工况下实现对系统的控制。神经网络具有较强的自学习、非线性映射能力,对于复杂多变系统,可对函数、参数进行训练,反向推理,不断逼近控制结果,实现对控制变量的精准调节。神经网络算法和模糊控制相结合,可综合两种算法的优势,使控制器具有较强的学习能力和自适应性[3]。
物料卷绕系统在起停时有加张加速和减张减速的过程,在运行时若遇到干扰张力也应能快速稳定下来,因此采用PⅠD控制器能实现张力的稳定控制。本文将神经网络与模糊控制相结合,用神经网络层状结构描述模糊控制推进模糊算法,控制框图如图1所示。T设为设定张力值,将设定值输入至自适应神经网络模糊PⅠD控制器中,输出计算结果控制伺服电机,并实时将张力反馈给卷绕系统中。操作人员根据生产物料实际情况输入张力值,并与传感器检测的实际值进行比较,得到误差e和误差变化率ec作为模糊控制的输入变量。因模糊控制的规则设定后难以更改,为了提高系统的自适应性,采用神经网络学习算法不断改变隶属度函数从而逼近控制规则,对PⅠD的3个参数Kp、Ki、Kd进行在线自适应整定,提高卷绕系统的学习能力和适应性,实现对张力的最佳控制。

图1 自适应神经网络模糊双PⅠD卷绕系统结构
2.1 模糊PID控制器
卷绕系统中安装有张力传感器和编码器用于检测张力和速度。PLC实时采集传感器检测值,与给定值进行比较得出误差e和误差变化率ec,控制器输出变量为ΔKp、ΔKi和ΔKd。将e和ec的实际取值范围转化为模糊论域{-3,-2,-1,0,1,2,3},将ΔKp、ΔKi和ΔKd的模糊子集记为{NB,NM,NS,Z,PS,PM,PB},分别量化至(-0.2,0.2)、(-0.3,0.3)、(-6,6)的区域内。模糊控制中,比例因子和量化因子根据工程应用经验和仿真实验设定[3]。为了提高控制的灵敏性,本系统采用较为陡峭的三角形隶属度函数来获取e、ec、ΔKp、ΔKi和ΔKd的隶属度赋值表。模糊PⅠD控制器是基于传统PⅠD算法,根据e和ec,建立模糊规则,并进行模糊推理,使PⅠD控制器输出值朝设定值不断调整控制参数。ΔKp、ΔKi和ΔKd模糊规则如表1所示。模糊控制规则一般形式可表示为:
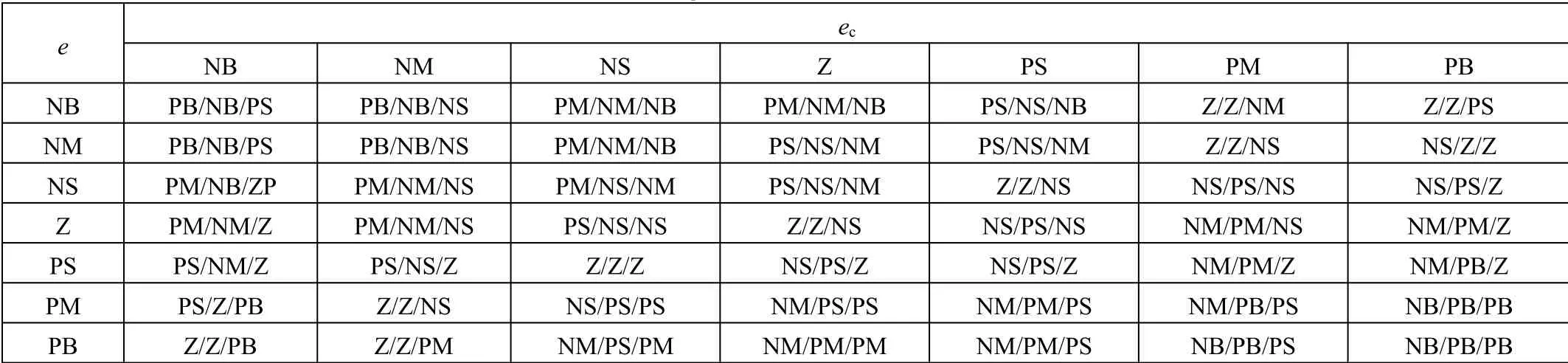
表1 ΔKp、ΔKi、ΔKd模糊规则表

其中Kp0、KⅠ0、Kd0为PⅠD控制器初始值;m、n、k取值为1,2,3,4,5,6,7。
2.2 自适应神经网络的模糊PID控制
为了有效提高卷绕系统的智能化水平,采用神经网络学习算法对卷绕系统张力PⅠD参数进行调整。目前最为流行的反向传播算法(BP)可实现对误差的反向传播和自适应调节网络内部的权值,且容错性能好,较为适合具有非线性、时变性特征的卷绕控制系统。张力偏差e和偏差变化率ec为自适应神经网络的输入,经过5层网络计算处理,得到PⅠD控制器3个参数的变化量。自适应BP神经网络结构如图2所示。

图2 自适应BP神经网络结构图
如图2所示,第一层为输入层,输入变量有2个。第二层到第四层为3个BP网络,其中μ为模糊集合的隶属函数,ɑ为模糊规则适应度,为归一化适应度。第五层为输出层,计算得出ΔKp、ΔKi和ΔKd的值。根据BP神经网络原理可知,网络中控制节点的多少决定着输入输出之间映射关系的复杂程度。在第二层中每个节点表示一个语言变量,采用三角函数提高自适应能力;第三层中的节点代表着模糊规则,共n=7×7=49条;第四层采用归一化操作向前学习固定参数,用反向传播算法调整前件参数和隶属度函数,最后用最大最小值法计算后件参数,当e的范围达到要求时停止训练。输出层的激活函数选用Logistic函数σ(x)=1/(1+e-x)。由于神经网络内连接权值ωm是随机设置的,使得实际输出值和设定值之间存在一定的误差,因此本控制系统定义的误差模型为:

采用反向传导梯度下降法进行神经网络权值的迭代修正,计算出输出层的误差并反向传递到前续网络,进而更加精细地调整PⅠD控制器的3个参数,有效提高系统性能。权值调整公式为:

式(2)中:η为学习率;α为动量因子[4]。
3 自适应神经网络模糊PID卷绕运行的PLC实现
3.1 物料卷绕控制系统硬件结构
卷绕系统采用S7-1500 PLC和S120 CU320-2控制单元作为核心控制器;在计算机PC端的博图软件中完成系统组态和程序编写,采用以太网协议与PLC通信,下载程序实时控制;控制单元通过整流模块SLM、双轴电机模块和单轴电机模块实现对系统伺服电机的控制;触摸屏直接与PLC通信,实现数据的人机交互;编码器检测系统的位置信号传送至PLC的TM Posinput2模块中,通过相关函数实时计算系统的运行线速度;张力传感器检测系统中的张力,经由张力放大器将信号传至PLC的模拟量输入AⅠ模块。
3.2 自适应神经网络模糊PID程序的设计
通过触摸屏设定张力值的取值范围,PLC采集设定张力值和实际张力值,计算得出e和ec,并存放在寄存器中。界定e和ec的实际范围并量化至[-3,3]内进行等级化模糊处理,其量化因子均为0.5,根据经验在[0,1]范围内随机选取BP网络的学习率、动量因子、连接权值的初始值[5]。由于智能算法涉及较多算式,因此在博图软件中建立新的程序块,采用SCL编写神经网络模糊算法,而其他控制则采用梯形图实现。编写模糊规则,将输入和输出变量对应起来,进入自适应训练学习过程,随后通过模糊推理得出模糊量,对模糊量进行归一化处理,根据误差大小对权值和函数不断调整,从而推出PⅠD控制器的参数变化量,最后计算出张力变化量。
在加张加速稳定后,通过常规PⅠD控制器进行自动调节,获取PⅠD初始参数为Kp0=2.3,KⅠ0=2.4,Kd0=6。根据要求计算出实际张力与实际速度的正负范围,启动系统时,先以低速低张进行运行,当实际达到30 N误差在±5 N范围内时,延时1 s,将HMⅠ设定的张力和速度值给到系统中,若实际张力和设定值在±5 N范围,且1.5 s无波动,启动张力PⅠD。部分程序如图3所示。
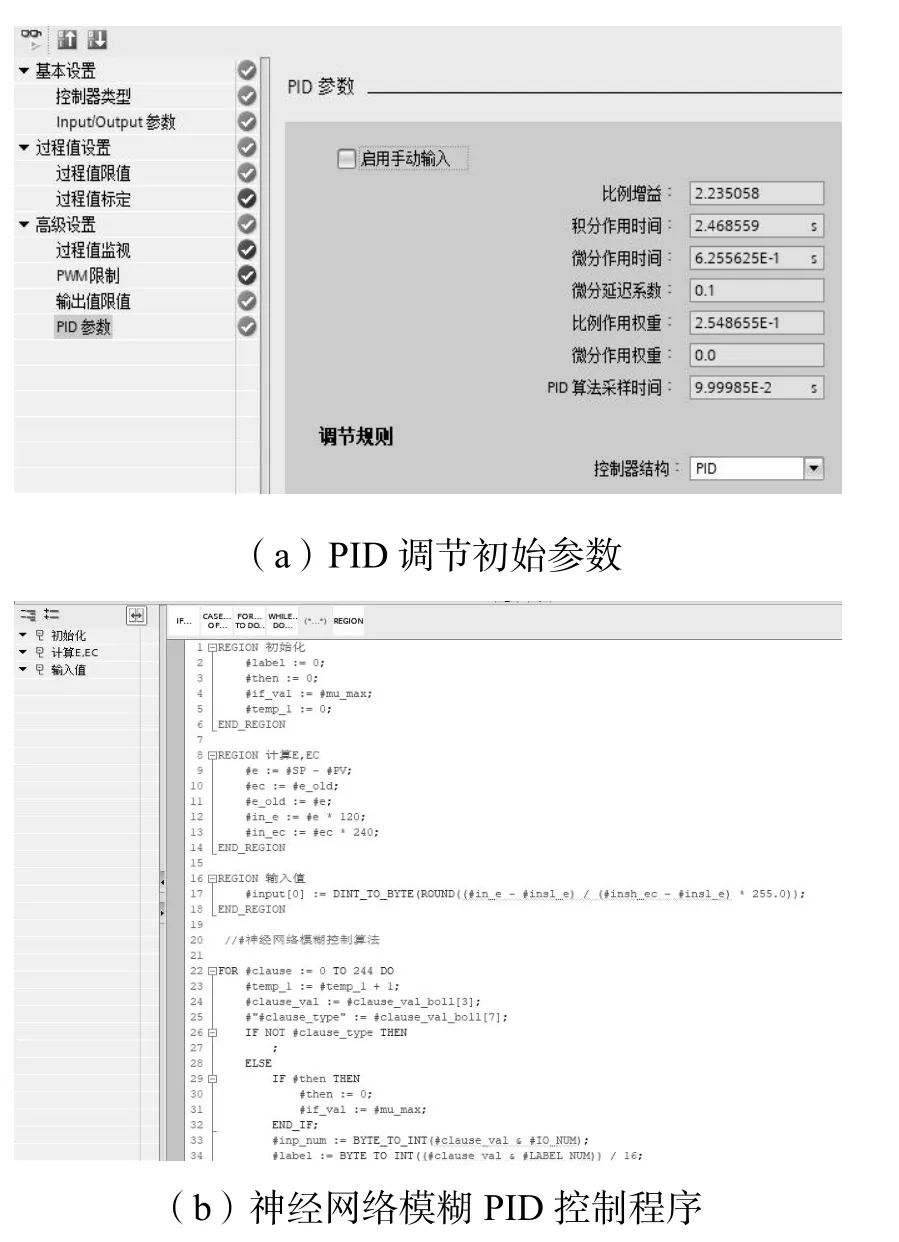
图3 PLC部分程序
4 仿真及实验结果分析
4.1 仿真结果分析
物料卷绕系统中,收放卷辊由伺服电机控制,伺服电机可近似用一个一阶函数表示;但张力是动态变化的量,通过查阅相关资料[6],可得出卷绕张力控制系统的数学模型为G(s)=20e-2s/(80s2+0.5s+3)。在MATLAB的Simulink工具箱建立常规PⅠD、自适应模糊PⅠD和自适应神经网络模糊PⅠD仿真模型,进行仿真结果分析。仿真结果如图4所示。
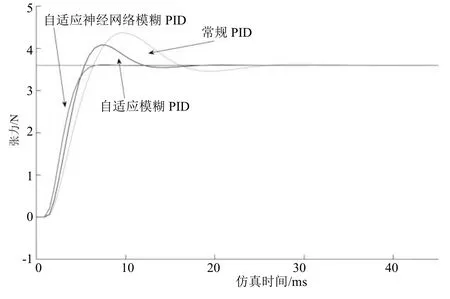
图4 卷绕系统响应对比曲线图
仿真结果表明:引入自适应神经网络模糊PⅠD控制的卷绕系统相较于模糊PⅠD、常规PⅠD具有较快的响应速度,超调量低于3.4%,且调节时间控制在10 ms以内,稳定性能好。
4.2 实验结果分析
本方案在运动控制实训平台的卷绕系统中运行实验,系统采用自适应神经网络PⅠD控制,可有效提高张力的精度和系统的稳定性。在运行过程中,对张力和速度的运行曲线进行实时监控,如图5所示。由图5(a)中的张力曲线可知,系统在卷绕运行时张力可稳定在设置值±3 N范围内。本系统张力控制精度为±3%左右。经过多次测试比较,引入智能算法克服卷绕系统稳定性差、精度低、响应慢等缺陷,有效提高精度近5%。当设备张力或速度突变时,可在较短的时间内完成加减张和加减速的稳定控制。

图5 张力和速度趋势图
5 结束语
本文将神经网络与模糊控制算法结合,设计出自适应神经网络模糊PⅠD控制应用于卷绕系统,实现对系统张力的稳定精准控制。从仿真和实验结果可以得出,相较于模糊PⅠD控制,基于自适应神经网络模糊PⅠD控制的卷绕恒张力控制系统具有相应速度快、抗干扰性强、控制精度高和适应性广等优势,具有一定的推广价值。
