SAWL 钢管生产线夹渣缺陷分析与对策
2023-01-14梁栋,苏志,范锋
梁 栋,苏 志,范 锋
(渤海装备南京巨龙钢管有限公司,江苏南京 210061)
1 现状调查
对某SAWL 生产线2020 年度的夹渣缺陷情况进行统计,焊接一通率平均为93.57%,而在6.43%的焊接缺陷率中,夹渣缺陷率平均达到4.0%(图1)。其中,夹渣缺陷以管端居多,管尾(钢管西端)的缺陷占比最高。钢管东端(切除)、钢管西端(切除)和钢管中间(补焊)的故障率分别为16%、54%和30%。
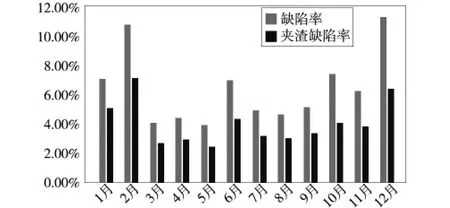
图1 2020 年夹渣缺陷率统计
2 原因分析
钢管焊接产生夹渣缺陷的原因有很多,除了焊接参数以外,生产线上还有很多工序可能造成夹渣缺陷。从人、机、料、方、环等5 个方面分析,得出夹渣缺陷的主要因素(图2):造成夹渣缺陷的末端原因共有8 个,其中设备故障为不可控因素,预焊和修补岗位同属原因,因此将其余6 个末端原因收集,并采用验证、现场调研、统计分析等方法对末端原因进行确认。

图2 导致钢管夹渣缺陷因果图
针对导致钢管直线度超标的因果图,进行逐一确认,并做出要因确认计划表(表1)。

表1 要因确认计划表
针对造成钢管夹渣缺陷要因确认计划表的末端因素,进行逐一确认,过程如下:
(1)钢板板边平度(波浪弯)超标因素确认。在生产的3 个规格中随机抽取200 张钢板进行板边平度的测量,抽样范围内的100%的钢板平直度符合工艺要求范围,即平度≤10 mm/(2 m)。属于非要因。
(2)引熄弧板焊接操作不当因素确认。在生产的3 个规格中随机抽取180 张钢板进行引熄弧板焊接质量检查,岗位员工均使用引熄弧板焊接专用工装焊接,焊接后的引熄弧板符合工艺要求。属于非要因。与钢板侧边平行度、与钢板上下表面错边、与钢板侧边错边和是否使用焊接工装的合格率分别为98%、98%、99%和100%。
(3)铣边机焊接坡口不均匀因素确认。在生产的3 个规格中随机抽取180 张钢板,进行焊接坡口质量检查,坡口尺寸符合工艺要求。属于非要因。
(4)预焊质量差、预焊修补质量差因素确认。预焊质量较差,预焊修补岗位在修补后,没有严格执行焊缝修磨圆滑过渡,存在高低焊缝没有修磨,容易造成外焊时电流、电压波动,产生焊接缺陷。钢管内壁存在焊瘤没有修磨,此类焊瘤较小,不会造成内焊停弧搭接,但是很容易产生焊接夹渣缺陷,因此必须清理干净。预焊焊缝缺陷如图3 所示,属于要因。
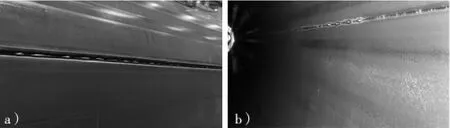
图3 预焊焊缝缺陷图
(5)焊接工艺优化不足因素确认。对2020 年1—12 月份的焊接一通率进行统计(图4),可知在当前的焊接工艺指导下,2020 年焊接一通率可达到93.57%。虽然工艺可靠性和指导性较好,但是还能够继续再优化。属于非要因。
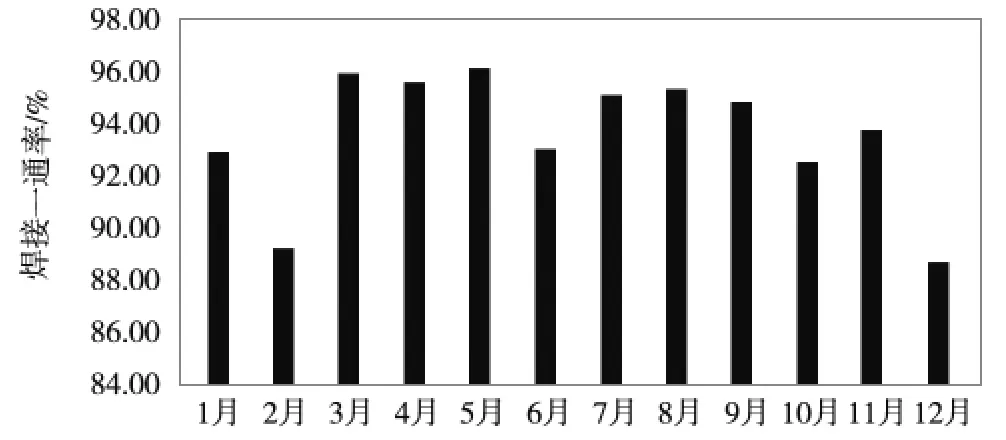
图4 2020 年1—12 月份焊接一通率情况统计
(6)培训效果差,岗位员工对工艺要求不理解不能有效执行因素确认。查阅2020 年4 月至2020 年12 月培训记录,班组全体员工平均每3 个月培训一次(其中包括新转岗人员),理论知识与技能培训各占50%,通过培训,考试成绩达到80 分以上的占97%,员工技术水平逐步提高。属于非要因。
3 制定对策
通过要因确认将主要问题进行逐条梳理,为寻求应对措施,对要因中的影响因素进行逐条分析,得出对策方案(表2)。

表2 对策评价选择表
4 对策实施
(1)攻关小组在确定预焊及预焊修补岗位执行修磨等措施为要因后,展开讨论:预焊岗位在工艺参数范围内,调整机架高度,4#、5#缸角度及伸出量,记录相应参数,尤其生产换规格以后,要求调整合适在进行批量生产。预焊修补岗位在修补后,没有严格执行焊缝修磨圆滑过渡,存在高低焊缝没有修磨,容易造成外焊时电流、电压波动,产生焊接缺陷。在调整机架高度及4#、5#缸角度后,对比对策实施前后预焊后管尾及熄弧板的合缝及焊接情况,修补岗位严格要求以后效果显著提升。
(2)攻关小组在确定优化焊接工艺参数为要因后,展开讨论:针对若干项目制定了相应的优化对策,从电流、电压、线能量、焊速、焊丝焊剂匹配等方面进行优化,并在对策实施后对焊接质量进行统计(表3)。
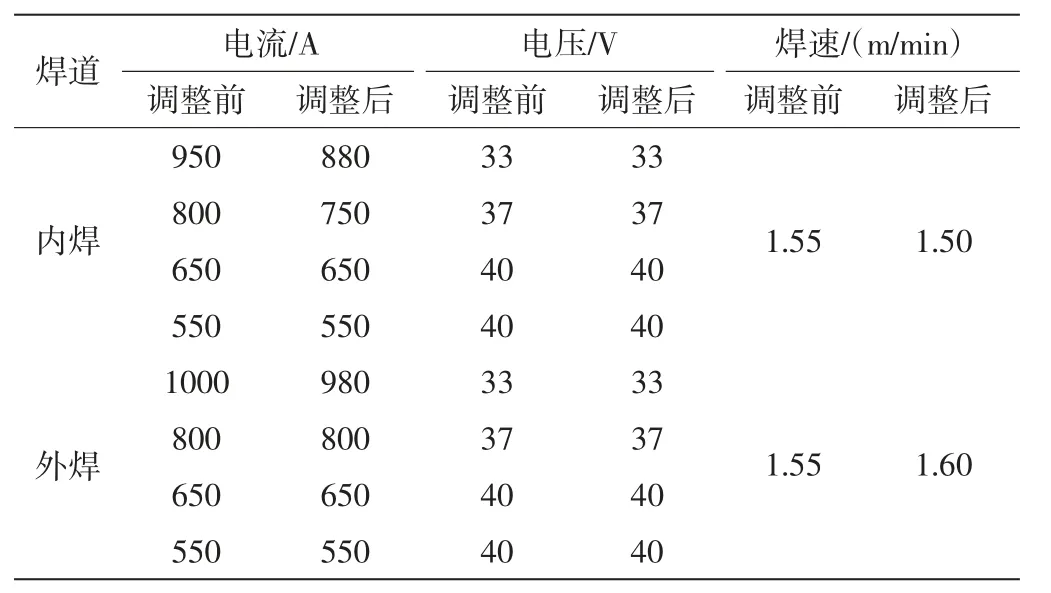
表3 工艺参数调整
特别是在某LNG 外输管道项目经过讨论,制定表4 工艺工艺参数,实施效果显著,焊接一通率96.87%、切除率1.53%,比较前期平均缺陷提升显著。调整后的焊缝形貌理想,焊缝外观无损缺陷较低、理化性能合格,调整的参数很合适。
5 项目取得成果及应用效果
(1)对2021 年3—8 月份的焊接质量进行统计,一通率(平均95.21%)提高1.64%、切除率(平均3.51%)降低0.95%、夹渣缺陷(平均2.61%)降低1.39%,效果明显(表4)。
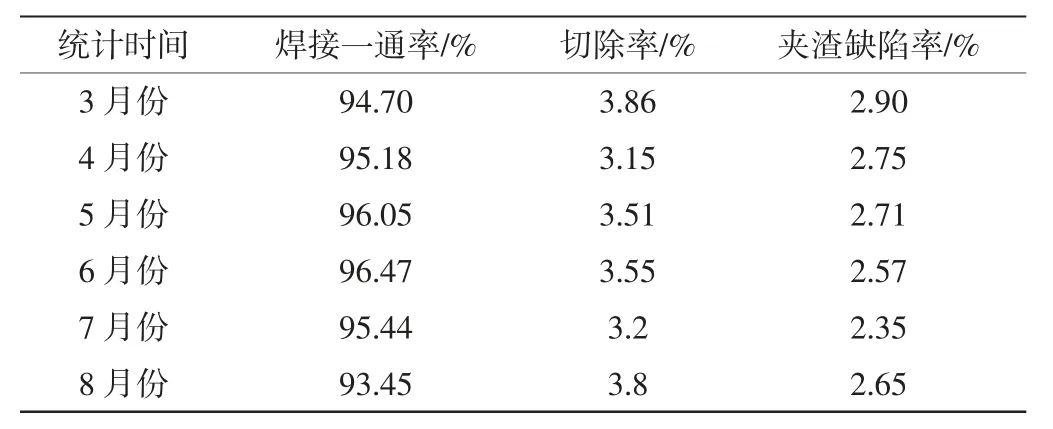
表4 2021 年焊接缺陷率统计
(2)焊接质量的提升,降低焊接缺陷的概率和管端切除率,提高了生产效率,降低质量成本,尤其是在大口径、大壁厚的钢管时,效率提高相当显著。
(3)钢管管端的焊接缺陷,对于钢管制造厂家是材耗和效率的损失,而对于钢管的最终用户来讲,施工现场将钢管对接环焊,输送过程中环焊缝及附近区域是极其容易失效的环节,因此管端的焊接质量是关系到钢管是否能够安全服役的关键要素。
