活性粉末混凝土高温后性能劣化及微观结构
2023-01-12毛振豪张继承李元齐杜国锋
毛振豪,张继承,*,李元齐,杜国锋,阳 霞
(1.长江大学城市建设学院,湖北荆州 434023;2.同济大学土木工程学院,上海 200092)
活性粉末混凝土(RPC)是一种先进的水泥基复合材料,具有超高强度、高韧性、高耐久性、体积稳定性好等优点[1].由于其优异的性能,RPC已经被广泛应用于桥梁、隧道、核电站等工程实践中[2-5].作为一种比较有应用前景的工程材料,RPC已经成为国际研究热点,但是近年来对RPC高温后性能的研究较少[6-10].在某些情况下,RPC不得不处于高温环境,如工业厂房高温反应炉、冶金和化工厂房等,因此研究RPC高温后的性能是很有必要的.
相关研究[11-12]表明,RPC在高温环境下极易发生爆裂,向其中掺入适量的钢纤维和聚丙烯(PP)纤维能有效改善混凝土的高温爆裂性能,但目前对纤维RPC高温性能的研究仍然有限,此外混凝土高温后内部结构极其复杂,给其损伤评估带来许多困难.目前国内外采用较多的方法有表观检测、超声检测、钻芯法、红外热像法等,其中超声检测在评价混凝土内部损伤方面具有方便快捷、成本低、可重复性高的优点,已广泛应用于各项研究[13-15].现有的关于超声波法评价RPC高温后性能的文献较少,此外基体微观结构往往与宏观力学性能紧密相关,对RPC高温后微观结构的劣化过程也十分值得研究.
基于此,本文对RPC进行了100~800℃的高温试验,记录了试件的试验现象和外观变化,测量了其质量损失和抗压强度损失,并采用超声检测,以相对波速和损伤度为参数来评估RPC高温后的内部损伤,此外,利用SEM观察了不同温度后RPC的微观结构变化,从宏观和微观角度揭示了RPC高温后的性能劣化.
1 试验
1.1 原材料
水泥采用湖北荆州生产的P·O 42.5级普通硅酸盐水泥,其28 d抗压强度为43 MPa;细骨料为石英砂,采用0.106~0.212 mm和0.212~0.425 mm 2种粒径,等体积混合后使用;硅灰为巩义市清洋水处理材料有限公司生产的微硅粉;矿渣为黄白色粉末,其比表面积为475 m2/kg;外加剂为聚羧酸高效减水剂;水为标准自来水,符合国家标准;纤维有2种,分别为钢纤维和PP纤维,其性能指标见表1.胶凝材料(水泥、硅灰、矿渣)的主要化学组成(文中涉及的组成和水胶比等除特别说明外均为质量分数或质量比)见表2.
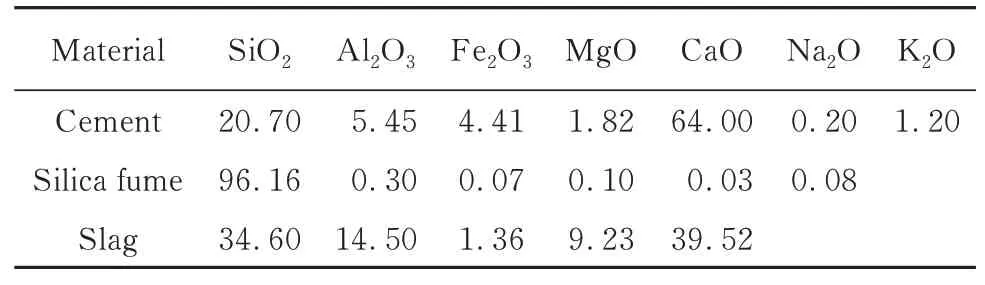
表2 胶凝材料的主要化学组成Table 2 Chemical composition of cementitious materialsw/%
1.2 试件制作及配合比
试验采用2种RPC配合比,分别为钢纤维体积分数为2%的试件SRPC0和钢纤维体积分数为2%、PP纤维体积分数为0.15%的试件HRPC1.5,水胶比mW/mB均为0.2,其余配合比(以水泥质量计)见表3.

表3 RPC试件的配合比Table 3 Mix proportion of RPC specimens
RPC制备过程中的投料顺序、搅拌时间及养护制度需按一定要求进行.试件的具体制作过程为:混凝土采用机械强制搅拌,为了使各种粉状物料和纤维混合均匀,搅拌成型过程中分4次投料.首先将石英砂、钢纤维和PP纤维倒入混凝土搅拌机中搅拌5 min;再将水泥、硅粉和矿渣粉加入,干拌5 min;最后将混合后的减水剂和水分2次等量加入,每次搅拌5 min,出料.随后将拌和物注入试模,并在高频振动台上振动直至试件成型后进行抹平,在实验室自然环境下放置24 h,然后脱模,最后在标准养护条件下养护60 d后进行试验.
1.3 升温制度
高温试验在电炉内进行,炉膛内部尺寸为1 200 mm×800 mm×800 mm,最高工作温度为1 200℃,最快升温速率为30℃/min.试验设计的目标温度(t)为:20、100、200、300、400、500、600、700、800℃.为避免试件含湿量过大导致其在升温过程中发生爆裂,所有试件在加热前均应在120℃的烘箱内进行烘干处理;为避免升温速率过快导致试件发生爆裂,升温速率选取为3℃/min.当炉温达到目标温度后恒温2 h,使试件内外温度趋于一致.待炉内温度降至200℃以下后,方可打开炉门,待试件冷却至室温后进行试验.
1.4 试验方法
采用尺寸为100 mm×100 mm×100 mm的立方体试件进行试验,高温试验结束后观察记录试件的外观变化和质量损失率(MLR).采用北京大地华龙科技有限责任公司生产的DJUS-05非金属超声波仪,测量各目标温度作用后RPC试件的相对波速(vR)、相对主频(fR)和相对幅值(AR),每个试件布置3个测点,结果取其均值.超声波频率为50 kHz,发射电压为500 V,采样周期为0.4 μs;超声检测结束后,在5 000 kN的电液伺服压力试验机上进行抗压强度试验,根据高温前后抗压强度的变化,计算抗压强度损失率(Rf);最后,从压碎的试件中取样,进行扫描电镜(SEM)试验,观察不同温度后RPC试件基体、钢纤维-基体界面和PP纤维-基体界面的变化.
2 结果与讨论
2.1 试件外观变化和质量损失
各组试件高温试验现象基本相同:当炉温到达200℃时,由于试件内部自由水的蒸发,高温炉上方开始出现白色烟雾;升温到250℃时,可以闻到刺激性气味,这是由于PP纤维在170℃时开始熔化并随水蒸气排出;炉温升到250~550℃时,炉上方持续有白雾逸出并伴有刺激性气味,且过程中可以听到爆裂声;550℃后,白雾和刺激性气味基本消失.白雾逸出的温度范围为200~550℃,刺激性气味出现的温度范围为250~550℃,试件发出爆裂声的温度范围为330~450℃.
高温后各组RPC试件的外观变化基本一致,见表4.图1为高温后RPC试件的质量损失率.
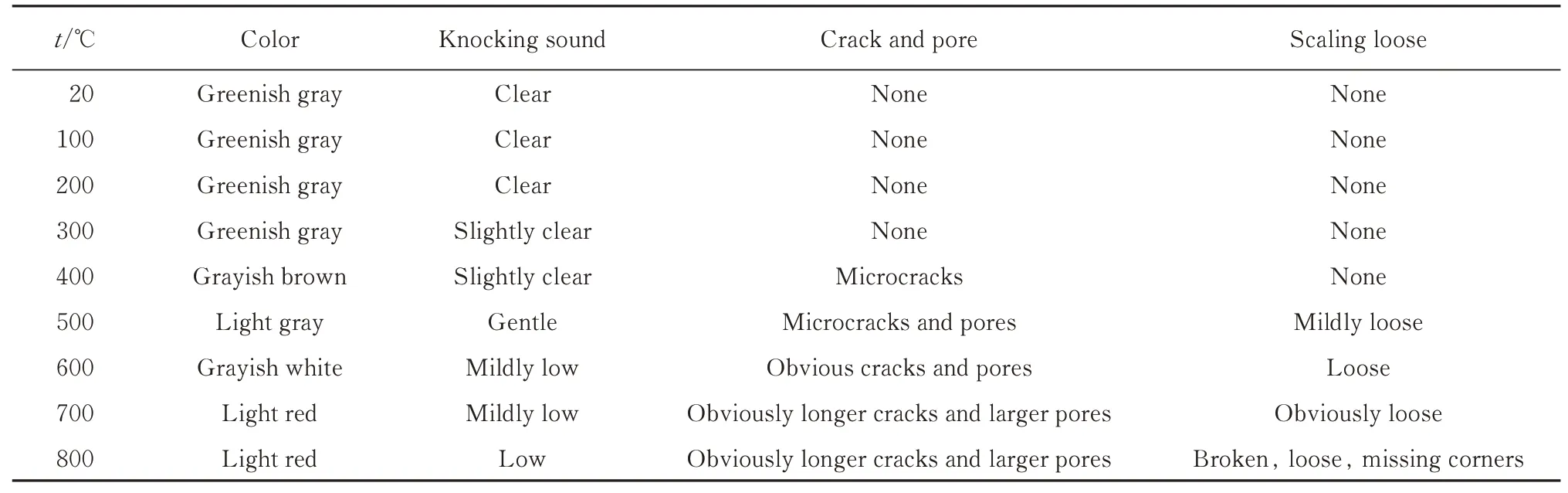
表4 不同温度后RPC试件的外观变化Table 4 Appearance changes of RPC specimens after different temperatures
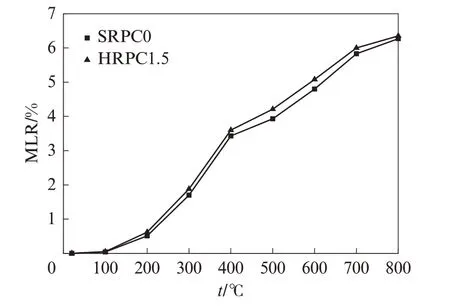
图1 高温后RPC试件的质量损失率Fig.1 Mass loss rate of RPC specimens after high temperature
由表4和图1可见,随着温度的升高,试件的颜色由深变浅,质量损失率逐渐增大.根据高温后试件的外观变化和质量损失率可以将受热温度分为以下几个区间:(1)20~200℃时,试件外观呈灰绿色,无孔隙和裂纹,敲击声音清脆,此时试件的质量损失主要源于内部毛细水的蒸发,200℃时所有试件的质量损失率均不超过1.00%;(2)200~400℃时,试件外观颜色由灰绿色逐渐变为灰褐色,试件表面开始出现微裂纹,敲击声音较为清脆,此阶段试件的质量损失明显加快,主要源于凝胶水的蒸发,400℃时各试件 质 量 损 失 率 在3.43%~3.60%之 间;(3)400~600℃,试件表面颜色变为灰白色,细小裂纹和孔隙增多,600℃时试件还会出现掉皮现象,且试件敲击声音较为低沉.此阶段试件的质量损失主要是因为化学结合水的蒸发和Ca(OH)2的分解,各试件质量损失率在4.80%~5.08%之间;(4)600~800℃时,试件表面颜色进一步变浅,由灰白色变为浅红色,表面出现大量长宽裂纹和较大孔隙,试件出现不同程度的掉皮、缺角,敲击声音低沉,试件的质量损失源于水化硅酸钙(C-S-H)凝胶和CaCO3的分解.800℃时试件的质量损失率在6.27%~6.35%之间.此外,相同温度下试件按质量损失率大小排序为:HRPC1.5>SRPC0,究其原因:PP纤维熔点较低,约为170℃,当温度高于170℃时,PP纤维会熔化而在试件中留下孔隙,从而更利于蒸汽从试件内逸出.
2.2 超声参数与目标温度的关系
采用超声检测对高温后RPC试件内部损伤进行评估,为了减少骨料种类、水泥用量、纤维等对超声传播特性的影响,参考文献[15],采用相对波速vR、损伤度D、相对主频fR和相对幅值AR作为评价参数,数据处理结果见表5.具体计算方法如下:
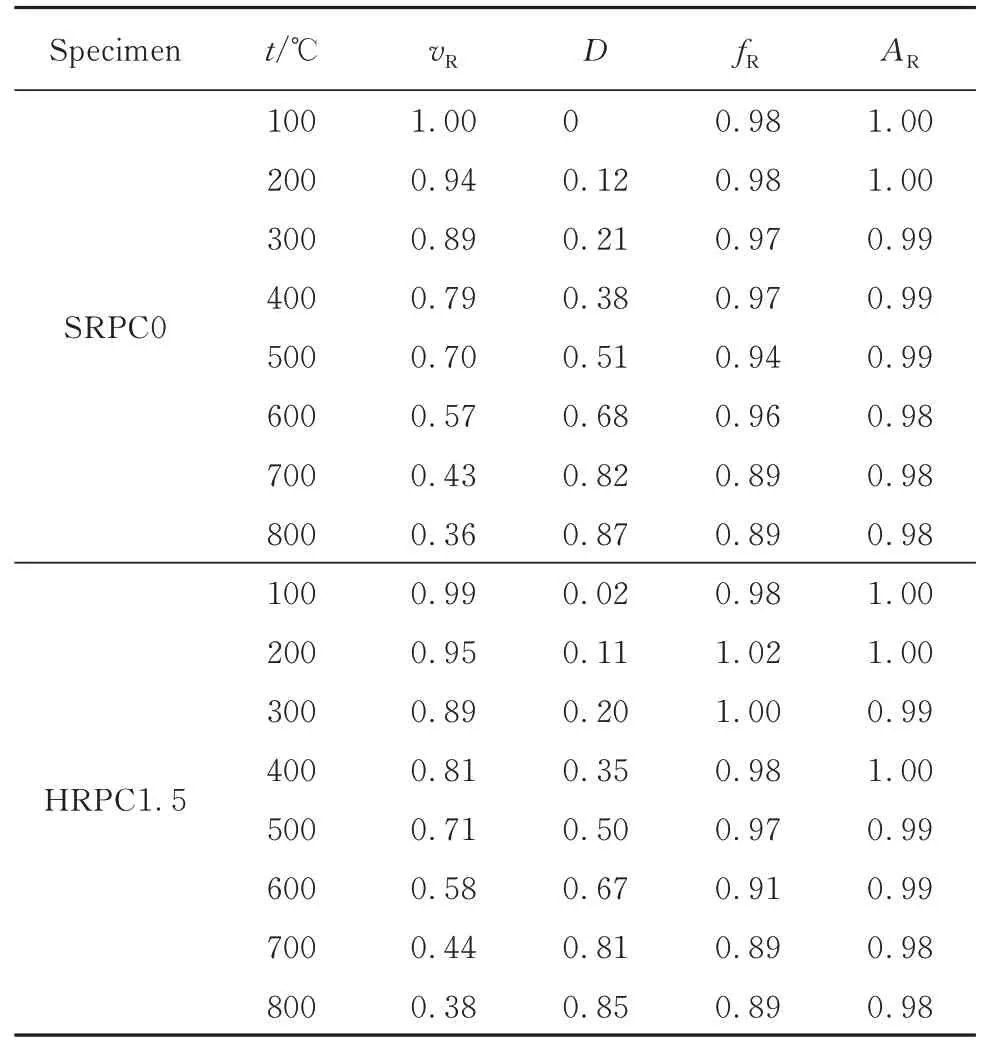
表5 RPC试件的超声参数Table 5 Ultrasonic parameters for RPC specimens

式中:v0、vT分别为RPC试件常温下和高温后的波速,km/s;A0、AT分别为RPC试件常温下和高温后的首波幅值,dB;f0、fT分别为RPC试件常温下和高温后的主频,kHz.
高温作用后,RPC试件超声参数与目标温度的关系如图2所示.由图2可知:随着温度的升高,试件的相对波速逐渐减小,损伤度逐渐增大,且相对波速和损伤度与目标温度回归公式精度较高,试验值和拟合值吻合较好,说明采用相对波速和损伤度来评估RPC高温后内部损伤是可行的;而试件相对主频和相对幅值随温度的变化不显著,说明采用相对主频和相对幅值来评价高温后RPC内部损伤存在较大误差.

图2 RPC试件的超声参数与目标温度的关系Fig.2 Relationship between ultrasonic parameters and target temperature
2.3 超声参数与抗压强度损失率的关系
以RPC试件常温下的抗压强度作为参照,计算其高温后的抗压强度损失率Rf:

式中:fcu,20、fcu,t分别为RPC常温下和高温后的抗压强度,MPa.
图3为高温后RPC试件的抗压强度损失率.由图3可见:(1)掺不同纤维的RPC试件抗压强度损失率均随着温度的升高而先减小后增大,临界温度为300℃.临界温度前试件抗压强度损失率的减小是由于高温养护使得基体内活性掺合料发生二次水化,临界温度后试件抗压强度损失率的增大是由于高温引起基体的微观结构恶化.(2)温度低于600℃时,试件HRPC1.5的抗压强度损失率明显小于试件SRPC0;温度高于600℃时,试件SRPC0的抗压强度损失率更小,这是因为PP纤维熔化后在基体内留下的通道一方面有助于缓解高温引起的蒸气压,另一方面也会对基体产生不利影响,当试件经历的温度低于600℃时,正面效应占主导地位,高于600℃时,负面效应占主导地位.(3)试件的抗压强度在400、700℃时均出现大幅度降低,这是因为400℃时,水化反应减弱,高温损伤加剧,导致试件抗压强度急剧降低;而700℃时,基体内水泥水化产物发生化学分解,浆体开裂,孔隙结构粗化,导致基体强度严重劣化,试件抗压强度损失率接近80%.
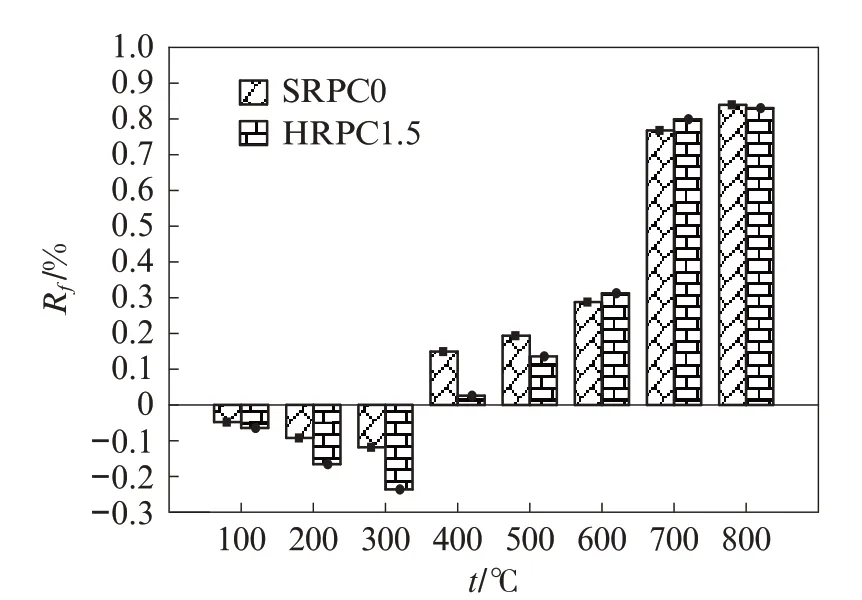
图3 高温后RPC试件的抗压强度损失率Fig.3 Compressive strength loss rate of RPC specimens after high temperature
结合表5可知,试件的抗压强度随着温度的升高而先增大后减小,而超声参数并没有体现出这种规律,分析原因为:RPC在温度不高于300℃时,高温养护使基体水化更加充分,因而抗压强度增加,但超声波的传递受到多种因素影响,未能反映出此阶段试件内部的微观变化.为了更加准确地采用相对波速和损伤度来评估RPC高温后抗压强度的变化,当不考虑20~300℃温度区间时,拟合效果会更好.
图4为高温后RPC试件的相对波速、损伤度与抗压强度损失率的关系.由图4可知,采用二次函数进行RPC试件相对波速、损伤度与抗压强度损失率的关系拟合时效果最优,且拟合曲线相关系数均为0.96,说明采用相对波速和损伤度来评价RPC高温后强度退化是合理可行的.
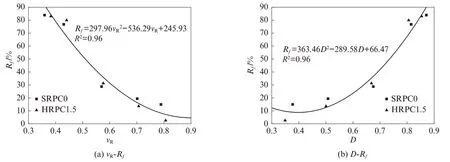
图4 高温后RPC试件的相对波速、损伤度与抗压强度损失率的关系Fig.4 Relationship between relative wave velocity,damage degree and compressive strength loss rate
2.4 微观分析
高温后试件SRPC0和HRPC1.5的微观变化基本相似,因此本节以试件HRPC1.5为例来分析高温后RPC微观形貌的变化.图5为不同温度后试件HRPC1.5中基体的SEM图.由图5可知:RPC具有致密的微观结构,这是由于RPC中不含粗骨料,掺入的硅灰和矿渣粉可以填充水泥颗粒间孔隙;当温度不超过300℃时,试件相当于经历了“高温固化”过程,基体内水泥水化反应和火山灰反应相互促进,生成了更多的C-S-H凝胶,其微观形貌与常温时相比更加致密,宏观上表现为RPC抗压强度增大;400℃时,RPC中的自由水和结合水基本全部蒸发,C-S-H凝胶里的孔隙也在不断增多,基体内出现少量的网状微裂纹,基体开始变得松散,此外,Ca(OH)2在400℃时开始分解,试件抗压强度较300℃时出现大幅度下降;600℃时,可观察到更多的裂纹和孔隙,基体变得疏松多孔,这是因为此阶段水泥水化产物分解,C-S-H凝胶由连续块状转变为尺寸较小的分散相,并逐步脱去结晶水,此外在573℃时,基体中的α-SiO2可转变为β-SiO2,导致基体体积突然膨胀;800℃后,RPC基体结构呈现破碎的蜂窝状,内部出现大量的宽粗裂纹和孔洞,无完整的结晶体,C-S-H凝胶在此阶段完全脱水分解,生成大量硅酸三钙(C3S)、硅酸二钙(β-C2S)和部分硅酸钙(β-CS),试件表面出现大量的网状贯通裂纹,抗压强度损失率超过80%.
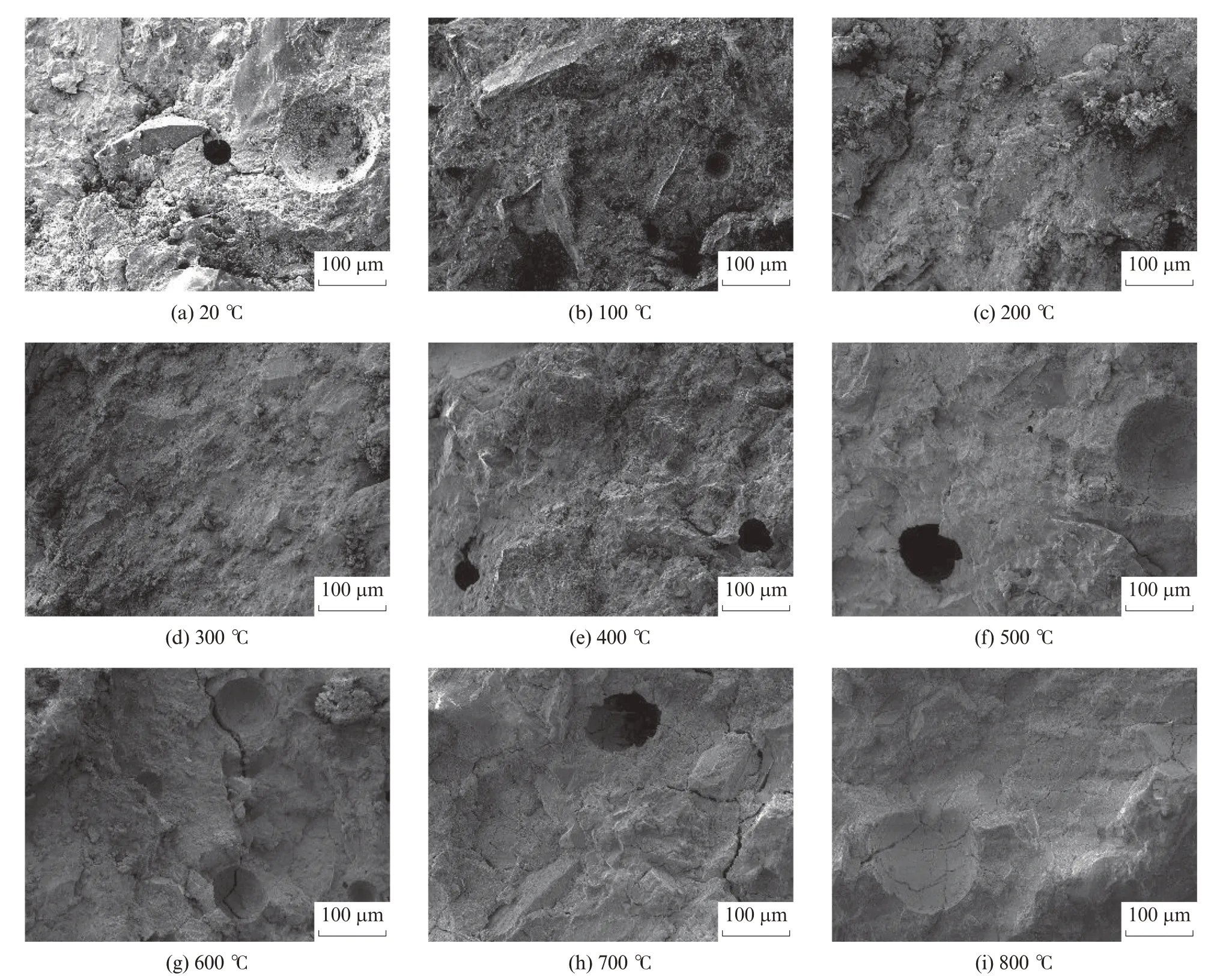
图5 不同温度后试件HRPC1.5中基体的SEM图Fig.5 SEM micrographs of matrix for specimen HRPC1.5 after different temperatures
图6为不同温度后试件HRPC1.5中钢纤维与基体界面的SEM图.由图6可见:随着温度的升高,钢纤维与界面处的裂纹开始形成并不断发展,界面处逐渐变得疏松;钢纤维与基体在室温时黏结紧密,宏观上表现为RPC的力学性能提高;100~300℃时,界面处存在微小裂纹,但过渡区依旧致密,此阶段钢纤维对RPC的增强作用依旧显著;400℃时,由于钢纤维与混凝土的热膨胀系数不同,界面出现应力,裂纹进一步扩展,界面开始变得疏松,宏观上表现为试件抗压强度大幅度下降;600℃时,水泥水化产物开始分解,导致钢纤维与基体界面处裂纹宽度增大,界面变得疏松多孔,钢纤维发生明显的氧化脱碳,钢纤维对RPC的增强效果急剧下降,宏观体现为试件抗压强度进一步降低;800℃时,钢纤维与基体界面处的黏结力基本失效,且钢纤维完全氧化脱碳,宏观体现为钢纤维颜色变黑、轻折即断,此时试件抗压强度仅为室温时的20%.

图6 不同温度后试件HRPC1.5中钢纤维与基体界面的SEM图Fig.6 SEM micrographs of steel fiber and matrix interface for specimen HRPC1.5 after different temperatures
图7为不同温度后试件HRPC1.5中PP纤维与基体界面的SEM图.由图7可知:PP纤维与基体在室温下结合紧密,但由于PP纤维弹性模量较低,因此室温下试件HRPC1.5的抗压强度大于试件SRPC0的抗压强度;PP纤维熔点较低,约为170℃,当温度超过170℃时,PP纤维将会熔化,在基体内留下孔洞.PP纤维熔化留下的孔洞一方面可以缓解高温蒸汽压引起的基体损伤,另一方面也会增加试件的内部缺陷.
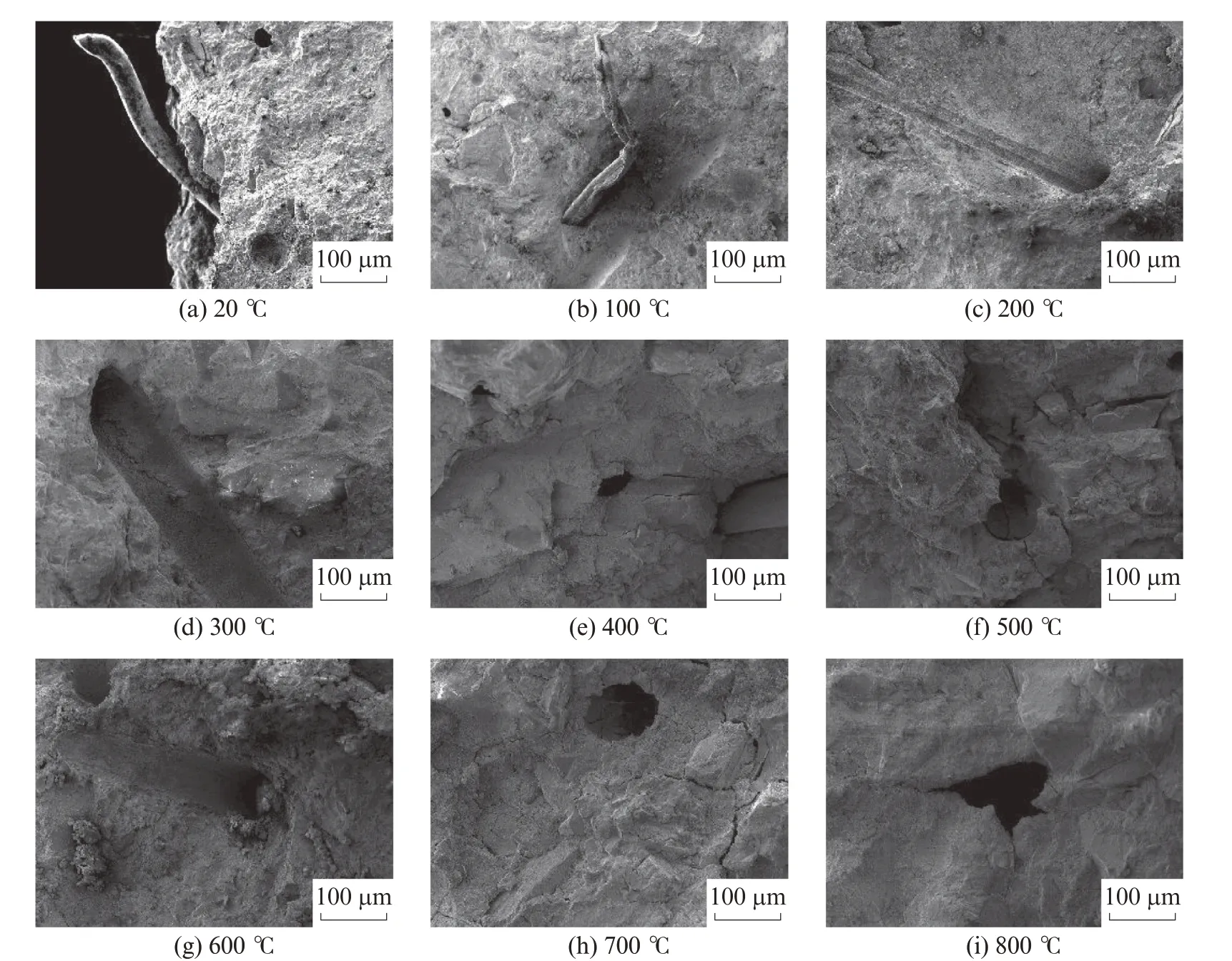
图7 不同温度后试件HRPC1.5中PP纤维与基体界面的SEM图Fig.7 SEM micrographs of PP fiber and matrix interface for specimen HRPC1.5 after different temperatures
3 结论
(1)随着温度的升高,活性粉末混凝土RPC试件的颜色由深变浅,质量损失率逐渐增大,质量损失主要归因于基体内毛细水、凝胶水、化学结合水的蒸发和Ca(OH)2、C-S-H凝胶、CaCO3的分解.PP纤维的掺入对RPC质量损失率的影响并不显著.
(2)若不考虑20~300℃温度区间,则采用超声检测中的相对波速和损伤度来评估高温后RPC强度退化是合理的,相对波速、损伤度与抗压强度损失率的回归公式拟合度较高,相关系数较大;随着温度的升高,相对波速降低,损伤度增大,RPC抗压强度损失率增大,而相对主频和相对幅值变化不明显,说明采用相对主频和相对幅值表征的材料性能变化不显著.
(3)RPC基体的微观形貌在300℃后随温度升高不断恶化,C-S-H凝胶由连续块状变为尺寸较小的分散相,钢纤维、PP纤维和基体界面逐渐产生裂纹并最后脱黏,PP纤维的熔化为基体提供了微通道,这在一定程度上缓解了蒸气压,同时也增加了基体的内部缺陷.当试件经历的温度低于600℃时,正面效应占主导地位;高于600℃时,负面效应占主导地位,试件耐高温性能较差,宏观体现为抗压强度损失,超过600℃时抗压强度损失率约为80%.RPC微观结构的劣化是宏观力学性能衰退的根本原因.
