Hydrophilic Composite Polybutylene Terephthalate/Polyvinyl Alcohol Membranes Prepared by Electrospinning
2023-01-11MAXuanxuan马旋旋ZHANGJianHUANGZhuoyuan黄卓媛LIUYongqi刘永齐SHENLiWANGHengdong王衡东
MA Xuanxuan(马旋旋), ZHANG Jian(张 健), HUANG Zhuoyuan(黄卓媛), LIU Yongqi(刘永齐), SHEN Li(沈 丽)*, WANG Hengdong(王衡东)
1 College of Chemistry, Chemical Engineering and Biotechnology, Donghua University, Shanghai 201620, China2 Shanghai Institute of Applied Physics, Chinese Academy of Sciences, Shanghai 201800, China
Abstract: A hydrophilic composite polybutylene terephthalate (PBT)/polyvinyl alcohol (PVA) membrane with great potential applications in biological filtration has been investigated in this research. The composite membranes were fabricated by electrospinning with PBT meltblown nonwovens as the receiving substrate. These membranes have higher strength than the conventional single layer electrospinning membrane, smaller pore diameter than the common meltblown PBT nonwovens, good hydrophilicity, and high water flux. The flux of the composite membrane was 5.97×103 L/(m2·h) for 5%(mass fraction) glucose solution, which was higher than that of the commercial blood filtration membranes. The optimal process for preparing PBT/PVA composite membranes was obtained by orthogonal experiments. In general, the preparation process is simple and easy to control.
Key words: electrospinning; composite membrane; hydrophilicity; filtration; flux
Introduction
In recent years, electrospinning has been widely used in nanomaterials[1]. A variety of studies have been conducted on process parameters, theoretical basis, and application fields[2-5], because of the outstanding properties of nanofiber membranes such as the large specific surface area and extremely high porosity, which lead to the applications in the biomedicine, filter medium, and battery separator[6-10]. However, it is difficult to be applied alone due to the low strength of nanofiber membranes[11]. Nonetheless, the potential of nanofiber composites is still enormous, with many developments in the fabrication, modification, and applications of electrospun nanofiber composites[12-13]. Nanofiber composites have the flexibility to enhance or limit nanofiber properties so as to either improve performance or achieve a specific activity[14].
Polybutylene terephthalate (PBT) is one of the most extensively applied materials in medical materials owing to its outstanding heat and chemical (e.g. acid and oil) resistance, good electrical insulation, and biocompatibility. However, its application is limited due to the chemical composition, molecular structure, low surface energy, poor hydrophilicity, and low moisture permeability[15]. So far, many efforts have been devoted to introducing hydrophilic groups (such as carboxyl and hydroxyl) to improve the hydrophilicity of polyester fabrics[16]. Because of superior hydrophilicity and desirable biocompatibility of polyvinyl alcohol (PVA), the preparation of hydrophilic nanofiber membranes by adding PVA was described in some studies[17-19]. The hydrophilicity of PBT nonwoven is improved by the relatively complex curing process of coating, but the flux and the stability of PVA coating are still insufficient.
Meltblown nonwovens are utilized as filter materials because of their fine fibers, uniform structure, high specific surface area, and disordered arrangement. Characteristics of small pore diameters and thinness cannot be simultaneously possessed by meltblown materials, while this problem can be solved by combining electrospinning technology. A PBT electrospinning/meltblown composite is prepared, which indicates promising prospects in blood filtration[20]. PBT electrospinning/meltblown composites present hydrophobic characteristics since the electrospun layer does not undergo hydrophilic treatment, which causes the wetting and spreading time of blood in the filter to grow, and thus the filtration time increases. PBT or PVA is difficult to be used individually for filtration materials due to their disadvantages, so it is generally used in combination with other materials[21].
In this paper, the hydrophilic composite membrane can be prepared by mixing PVA and PBT slices directly in the hexafluoroisopropanol (HFIP) solvent as the spinning solution and using meltblown nonwovens as the receiving substrate. The composite membrane has higher strength than single-layer electrospun membrane, better hydrophilicity and smaller pore diameters than meltblown nonwovens, and thus achieves reasonable flux. In this way, the subsequent steps of hydrophilic modification of PBT nonwovens in traditional process are omitted. The process is simple and easy to control.
1 Experiments
1.1 Materials
PBT slices (Sinopec Yizheng Branch, China), PBT meltblown nonwovens (Shanghai Shilong Technology Co., Ltd., China), commercial hemofiltration membrane (Shanghai Shilong Technology Co., Ltd., China), HFIP(analytically pure, Sinopharm Chemical Reagent Co., Ltd., China), PVA (the molecular weight range is 13 000-23 000 and the degree of polymerization is 295-522, Sinopharm Chemical Reagent Co., Ltd., China) and 5% and 40% (mass fraction) glucose solution (Shanghai Zhanyun Chemical Co., Ltd., China) were used.
1.2 Sample preparation
1.2.1PreparationofPBT/PVAandPBTsolutions
PBT slices and PVA at a mass ratio of 5∶1 were dissolved in HFIP in a flask with mass fractions of 14%, 16%, and 18%. The polymer and the solvent were stirred at room temperature until the polymer completely dissolved in the solution without foam. The mass ratio of PBT slices to PVA at 5∶1 was chosen because of its stable spinning process. PBT solution with a mass fraction of 18% was prepared by the same method. The PBT/PVA composite membranes obtained from above solutions were labelled with 14%, 16%, and 18% PBT/PVA composite membranes, respectively.
1.2.2Preparationofcompositemembrane
The drum was wrapped with the PBT meltblown nonwovens with the size of 20 cm×33 cm. Three different meltblown nonwovens were used in the study. Their performances are shown in Table 1.

Table 1 Performance of three different meltblown nonwovens
The PBT/PVA solutions were put into the syringe (the needle model is 19 G) and the syringe was fixed on the push pump (the pump was a horizontal reciprocating motion). The voltage, the receiving distance, the pushing speed, and the drum speed were 24 kV, 6 cm, 0.003 mm/s, and 150 r/min, respectively. Besides, the humidity in the spinning process was kept below 40%.
The effects of spinning solution concentrations, collection time, and meltblown nonwoven thicknesses on the performance of the composite membrane were explored according to the designed orthogonal experiments (shown in Table 2). The samples were dried at 70 ℃ to volatilize the solvent after electrospinning.

Table 2 Preparation scheme of PBT/PVA composite membranes
The PBT composite membrane was prepared by using PBT meltblown nonwovens (thickness of 60 μm) as the receiving substrate, and a PBT solution mass fraction of 18%, a voltage of 24 kV, a pushing speed of 0.003 mm/s, a receiving distance of 6 cm, and a collection time of 10 min were applied for the electrospinning procedure.
1.3 Composite membrane characterization
The composite membrane morphology was imaged with a scanning electron microscope (SEM, JSM 5610-LV, Star Joy Limited, China). The thickness was measured by means of the average value of five points randomly selected by the membrane thickness measuring instrument (CH-1-S, Shanghai Liuling Instrument Factory, China). The air permeability was tested by the numerical air permeability instrument (YG461E, Nantong Hongda Experiment Instruments Co., Ltd., China) at the pressure of 100 MPa and room temperature, and three points were randomly selected to take the average value. The pore diameter was measured with a self-made pore measuring instrument. The principle of the device is the bubble point method[22]. A contact angle (CA) tester (CAT, AUU 111781, Biolin Scientific, Sweden) was conducted to quantify membrane wettability. The flux of the composite membrane was confirmed at normal pressure. The chemical structure of the composite membrane was analyzed by Fourier-transform infrared(FTIR) spectroscopy (AVATAR360FT-IR, Nicolet, USA) in a frequency range of 4 000-500 cm-1. The tensile properties of the composite membrane were tested by a electronic universal (tensile) testing machine controlled by microcomputer(Test Pilot-ETM,Shenzhen Wance Test Equipment Co., Ltd., China).
2 Results and Discussion
2.1 Morphology of composite membrane
The morphology of the composite membrane was evaluated by the SEM. As seen in Fig.1, it is obvious that the PBT/PVA fibers are random oriented, which is caused by reciprocating movement in the horizontal direction and winding reception in vertical direction. The fibers were continuously formed, indicating that PBT and PVA could be blended and spun. The fiber diameters of 1#, 4#, and 7# samples were 526, 616, and 643 nm (seen in Table 3), respectively. It was clear that 18% PBT/PVA composite membrane had larger fiber diameters and larger pores than 14% PBT/PVA composite membrane. As the mass fraction of the spinning solution increased, the diameter of the fiber also increased[23]. When the mass fraction of PBT/PVA solution was 14%, smaller fiber diameters and more fibers per unit volume made the effective channel narrow and the aperture small.
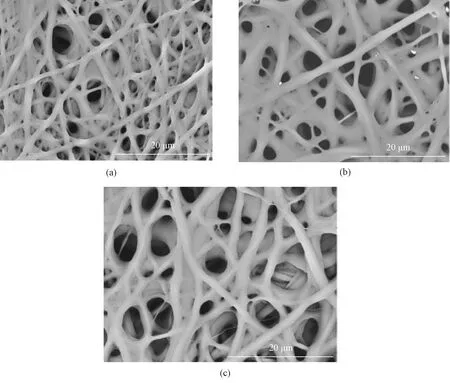
Fig.1 SEM images of composite membranes: (a) 1#; (b) 4#; (c) 7#

Table 3 Average fiber diameter and standard deviation of electrospun PBT/PVA nanofibers
2.2 Infrared spectroscopy

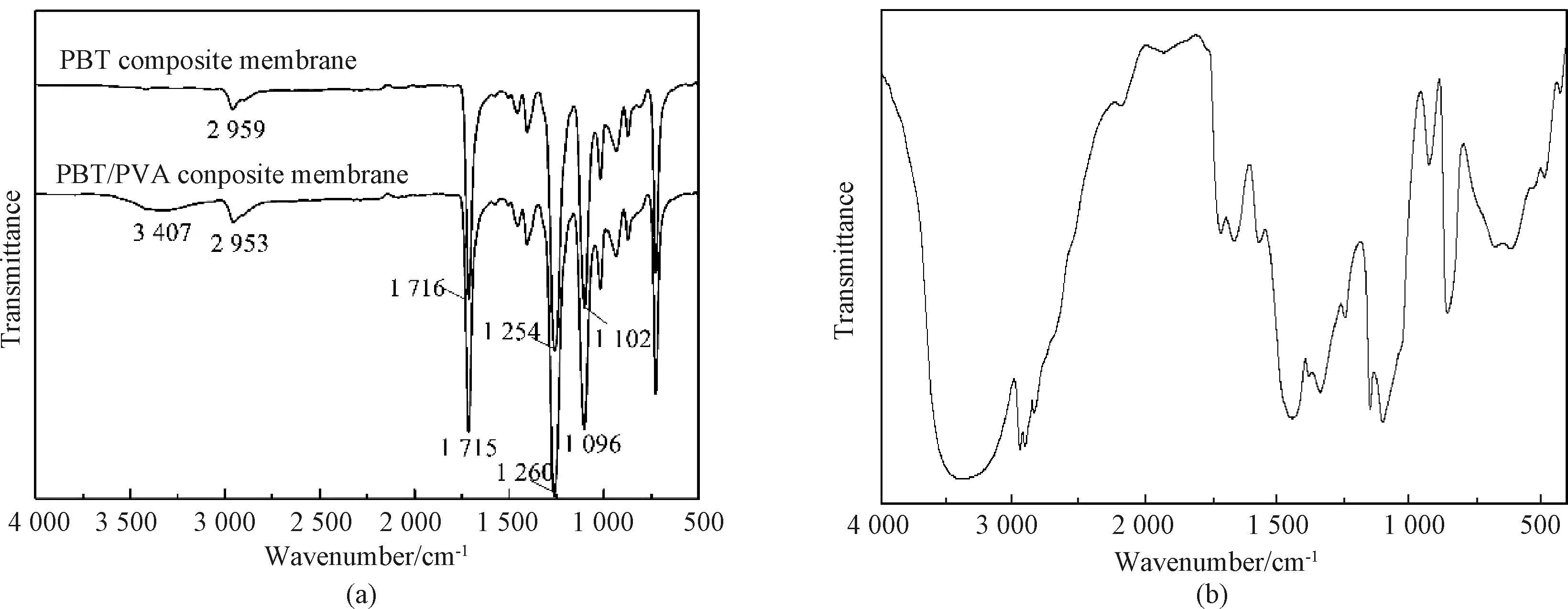
Fig.2 FTIR spectra: (a) composite membrane; (b) pure PVA
2.3 Thickness and air permeability
Figure 3 (a) shows the change in thickness of the PBT/PVA composite membrane (Δthindicates the thickness difference between PBT/PVA composite membrane and meltblown nonwovens). The thickness increases with the collection time at the same mass fraction. The change in air permeability of PBT/PVA composite membranes (Δair perindicates the air permeability difference between meltblown nonwovens and PBT/PVA composite membranes) is shown in Fig.3(b), which is the most significant when the meltblown nonwovens thickness is 60 μm. The thickness of the receiving substrate influences the electric field strength, which affects the electrospinning process and the compound effect with the electrospinning membrane. At a certain voltage, the thinner the receiving substrate is, the smaller the interference to the electric field strength is, which is beneficial to the composite of the electrospun membrane. The electrospun membrane covers the pores in the meltblown nonwovens, reducing the air permeability of the composite membrane. In addition, the strength of the composite membrane varies with the thickness of the meltblown nonwovens. In general, the strength of the single layer electrospun membrane is low, and the strength of the composite menbrane is almost the same as that of the receiving substrate.
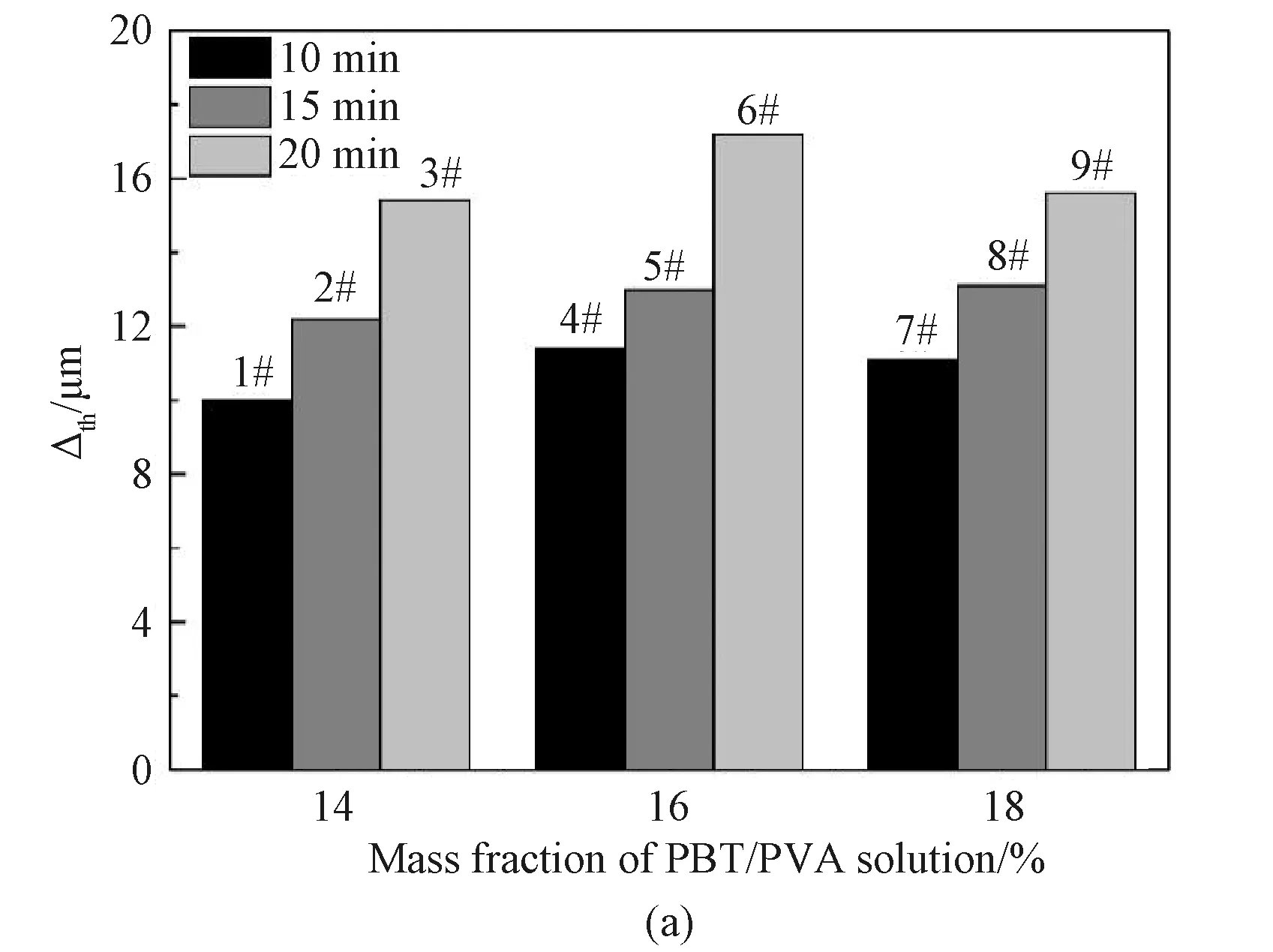
Fig.3 Thickness and air permeability of composite membranes: (a) relationship between Δth and mass fraction; (b) relationship between Δair per and mass fraction; (c) effect of spinning time on thickness and air permeability
To further explore the effect of spinning time on the thickness and the air permeability of composite membranes, PBT/PVA solution with a mass fraction of 18% and meltblown nonwoven with a thickness of 100 μm were applied for the electrospinning procedure. The collection time were ranged from 10 min to 60 min without changing the above conditions. The results are shown in Fig.3(c). It can be inferred from Fig.3(c) that the collection time is positively correlated with the thickness and negatively correlated with the air permeability. As the collection time increases, the parts of pores on the meltblown nonwovens are covered by the electrospun membrane and the air permeability gradually decreases. As seen in Fig.3(a), after spinning for 10, 15, and 20 min, the thickness of the composite membranes is about 11, 13, and 16 μm, respectively.
2.4 Pore diameter
The pore diameter of the membrane is a very important factor affecting the filtration performance of the membrane. In this work, the pores of nonwoven fabrics were formed by interlacing fibers, so the bubble point method could be used to determine the maximum pore diameter and the average pore diameter of the composite membranes. The average pore diameter of the composite membranes from nine orthogonal experiments is depicted in Fig.4. It is clearly seen from Fig.4 that the average pore diameter of the composite membrane with a spinning solution mass fraction of 18% is larger than that of the other two. And as the collection time increases, the average pore diameter of the composite membrane decreases. During the spinning process, there was sufficient electric field force to draw the spinning solution into fibers, and the diameter of fibers expanded as the concentration of spinning solution increased. Meanwhile, the receiving substrate were interwoven and deposited by the electrospun membrane, which caused the average pore diameter to decrease. In addition, at the same collection time, the average pore diameter of the composite membrane prepared with a spinning solution mass fraction of 14% is lower than that of the other two.
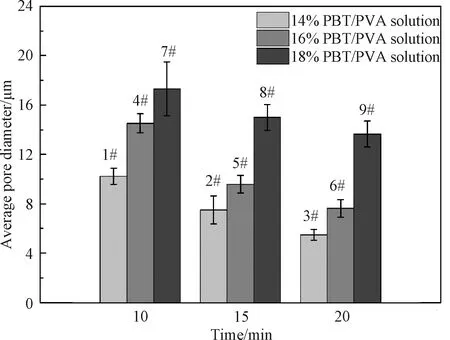
Fig.4 Effect of collection time and mass fraction on average pore diameter
Table 4 shows the range analysis of PBT/PVA solution mass fractions, collection time, and thicknesses of meltblown nonwovens. In Table 4, the smallest influence of the pore diameter is the thickness of the meltblown nonwovens, and the greater influence is the collection time and the mass fraction of PBT/PVA solution. The collection time influences the thickness of the electrospun layer, and the PBT/PVA mass fraction affects the fiber diameter and thus the pore diameter of the composite membranes. With the increase of the PBT/PVA solution mass fraction, the fiber diameter increases, and the pores between fibers are larger. Thus the pore diameter of the composite membrane increases.
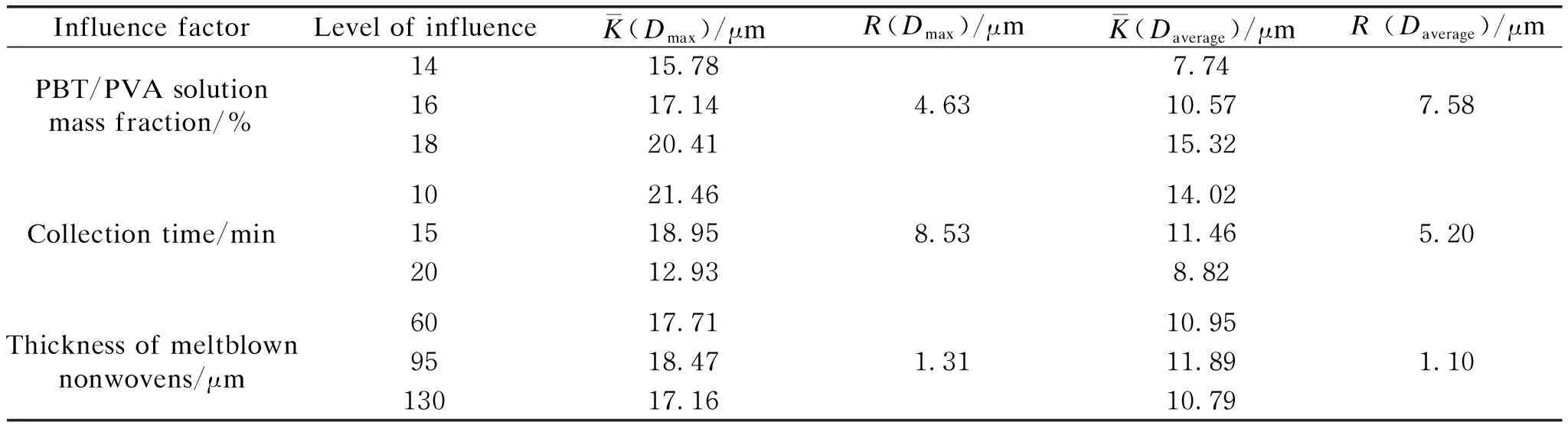
Table 4 Range analysis of factors affecting the maximum and the average pore diameters of composite membranes
2.5 Hydrophilicity of composite membrane
Water contact angles (WCAs) can be used to characterize hydrophilicity. In this work, the first sampling time of WCAs was 0.01 s. Figure 5(a) represents the wetting process of the PBT composite membrane. At 0.01 s, the WCA of the PBT composite membrane was 105.08°±0.61°, and hardly changed at 10.00 s. When the PBT/PVA solution was used to prepare composite membrane, the hydrophilicity of the composite membrane was significantly improved, as shown in Fig.5(b). Figure 5(b) shows the wetting process of 5# PBT/PVA composite membranes. At 0.01 s, WCA of the PBT/PVA composite membrane was 92.12°±2.75°. When the water droplet was dripped onto the composite membrane, the droplet would spread out quickly and wet the composite membrane, and at 3.40 s, the WCA was 21.91°±1.63°, which indicated that the PBT/PVA composite membrane performed good hydrophilicity due to the strong polar hydrophilic groups of PVA. In addition, the surface roughness of the composite membrane was decided by the high porosity and the large specific surface area of the electrospun membrane, which enhanced the capillary action of the composite membrane and thus improved its hydrophilic behavior. Therefore, the hydrophilicity of the composite membrane was effectively improved after addition of PVA.
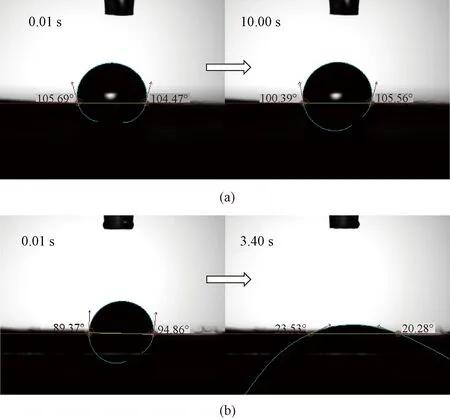
Fig.5 Wetting behavior of composite membranes: (a) PBT composite membrane; (b) 5# sample
Table 5 shows the WCAs of PBT/PVA composite membranes under different conditions. The results showed that the WCAs of 3#, 6#, and 9# samples did not change under the three storage conditions. The WCAs of other six samples all changed, but they were still hydrophilic as the WCAs were below 60.00°. It was indicated that PBT/PVA composite membranes could maintain good hydrophilicity after aging.
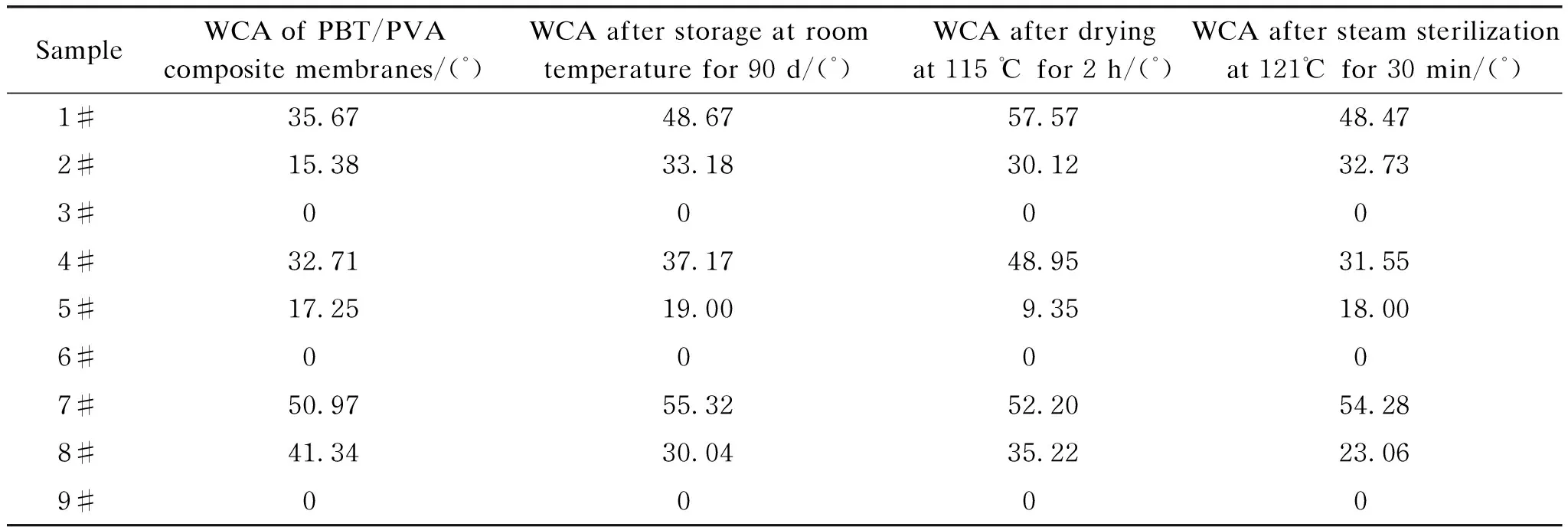
Table 5 WCAs of composite membranes
2.6 Flux of composite membrane
Flux is an important parameter for membrane filtration performance. The better the hydrophilicity is, the higher the flux is, and the better the filtration performance of the membrane is[24]. A solution of glucose at a certain mass fraction has a viscosity similar to that of human body fluids, so the flux test of the glucose solution was used to simulate blood filtration. Besides, the fluxes of 40% and 5% glucose solutions and water through a commercial hemofiltration membrane (0#) were 2.81×103, 4.61×103, and 5.43×103L/(m2·h), respectively. In this work, the flux was measured at ambient temperature and pressure.
Figure 6 shows the fluxes of several typical samples. The fluxes of 40% and 5% glucose solutions and water through 8# sample were 2.57×103, 5.97×103, and 8.15×103L/(m2·h), which were significantly higher than those of 1# and 6# samples. These results were due to the higher PVA content, coarser fibers and larger pore diameters of 8# sample than those of the other two. Compared with commercial hemofiltration membrane, the fluxes of 5% glucose solution and water through 8# sample were higher, while the fluxes of 40% glucose solution through them were almost the same. Moreover, other six samples were not discussed because their fluxes were almost zero in 10 min, which was caused by the different thicknesses of the receiving substrate. Within a certain range, the thicker the substrate was, the greater the interference to the electric field was, which was not conducive to the combination of the electrospun membrane and the substrate, resulting in a decrease in the fluxes of the composite membrane.
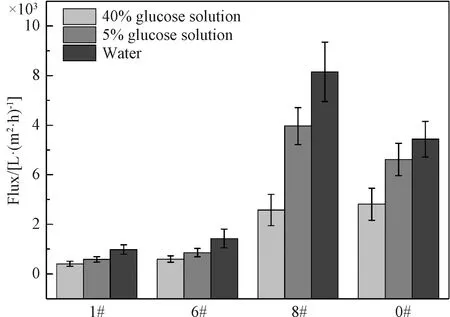
Fig.6 Glucose solution flux and water flux of 1#, 6#, 8#, and 0# samples
3 Conclusions
In this work, a hydrophilic composite membrane was successfully prepared by blending electrospinning on a meltblown substrate. From the flux results, the optimized settings for the electrospinning process were a spinning solution mass fraction of 18%, a collection time of 15 min and a meltblown nonwoven thickness of 60 μm. The effects of spinning solution concentrations, collection time, and meltblown nonwoven thicknesses on morphology and properties of the composite membrane were evaluated. SEM results revealed that PVA and PBT could form continuous fibers after mixing, and the spinning concentration exhibited a direct positive correlation with the fiber diameter. The pore diameter measurements showed that the increase of collection time led to the decrease in the average pore size of the composite membrane. Under optimal process conditions, the fluxes of 40% and 5% glucose solution and water through the composite membrane at normal pressure could reach 2.57×103, 5.97×103, and 8.15×103L/(m2·h), while the WCAs of the composite membranes were less than 30°. The PBT/PVA composite membrane showed good hydrophilicity and stable flux, indicating its potential application in biological filtration.
杂志排行
Journal of Donghua University(English Edition)的其它文章
- Low-Velocity Impact Response of Stitched Multi-layer Foam Sandwich Composites
- Review of Computer Vision Applications in Fabric Recognition and Color Analysis
- Joule-Thomson Expansion of d-Dimensional Charged Anti-de Sitter Black Holes Surrounded by Quintessence with a Cloud of Strings Background
- Preparation of Alizarin Dye Dispersion Solution and Dyeing of Cotton Fabric
- Intelligent Greedy Perimeter Stateless Routing Scheme for Unmanned Aerial Vehicles
- Customer Churn Prediction Model Based on User Behavior Sequences