稳态磁场对激光熔覆钴基合金宏观偏析及元素扩散影响
2023-01-09罗建谢颂伟毛家智王梁张群莉葛鸿浩姚建华
罗建,谢颂伟,毛家智,王梁,张群莉,葛鸿浩,姚建华
激光表面改性技术
稳态磁场对激光熔覆钴基合金宏观偏析及元素扩散影响
罗建1a,1b,2,谢颂伟1a,1b,2,毛家智1a,1b,2,王梁1a,1b,2,张群莉1a,1b,2,葛鸿浩1a,1b,2,姚建华1a,1b,2
(1.浙江工业大学 a.机械工程学院 b.激光先进制造研究院,杭州 310000; 2.高端激光制造装备省部共建协同创新中心,杭州 310000)
探究稳态磁场对熔覆层宏观偏析及元素扩散的影响机制,为调控熔覆层元素分布提供理论指导。采用同轴送粉方式,利用稳态磁场辅助激光熔覆制备钴基合金熔覆层。通过光学显微镜和扫描电子显微镜,对有无宏观偏析区域的元素含量进行半定量测量,分析了不同磁场强度条件下熔覆层的显微组织及元素扩散规律。在无磁场时,宏观偏析主要存在于熔覆层底部,部分分布于熔覆层上层区域,并有一定的扩散现象。加入稳态磁场后,由于稳态磁场产生的感应洛伦兹力与熔池流动方向相反,抑制了熔池对流,宏观偏析出现聚集现象,且无明显扩散。加入稳态磁场后,熔覆层宏观偏析区域具有较高的Fe含量,最高质量分数可达67.9%,这与基体中的Fe含量接近。熔覆层无宏观偏析区域Co的质量分数增加了8%,Fe的质量分数降低了12.1%,熔覆层底部宏观偏析面积占比由10%增加到25%。稳态磁场能够使宏观偏析产生富集,使更多的Fe元素存在于熔池底部,同时抑制Fe元素在熔覆层中扩散。稳态磁场有效降低了基体元素对熔覆层的稀释,使无宏观偏析区域的元素含量与粉末的元素含量更为接近。
激光熔覆;稳态磁场;熔池;宏观偏析;元素扩散
激光熔覆是一种将合金粉末与基体材料经激光辐射熔化后产生熔池,并快速凝固形成熔覆层的高效绿色表面改性技术。该技术具有结合性能优异,稀释率低、热影响小、力学性能好等优点,可实现零部件的局部或大面积修复,能在价格低廉的基体表面制备高性能涂层,被广泛应用于航空航天、化工、铁路和能源等领域[1-6]。然而,在激光熔覆过程中,合金粉末与基体的熔化和凝固都是在极短时间内完成,由于合金粉末与基体的化学成分不同,两者物理性有所差异,因而在熔覆层中难免产生气孔、裂纹、成分稀释等缺陷[7-9]。在激光熔覆过程中,由于表面张力和热对流的存在,熔池对流剧烈,使得基体成分与粉末成分充分混合,但基体成分的稀释将大大降低粉末合金的有效利用率,从而降低了熔覆层的性能。为了解决这些问题,相关研究人员对此进行了深入探讨和研究。
Yang等[10-13]研究了在异种金属焊接中的宏观偏析产生机制,发现不同合金液相线温度会形成2种不同的宏观偏析特征。Wang等[14]采用氩弧焊在X65钢上制备了高熵合金涂层,在涂层中发现了宏观尺度上的溶质偏析,对涂层中宏观偏析区域和非宏观偏析区域的耐蚀性进行了研究。Barr等[8]研究了在激光熔覆超高强度钢中的宏观偏析对凝固裂纹的影响,发现微裂纹易出现在宏观偏析痕迹的下方。Liu等[9]通过改变激光工艺参数,研究了不同稀释率和宏观偏析程度对熔覆层抗腐蚀性能的影响,发现高稀释率和严重的宏观偏析降低了熔覆层的耐腐蚀性。这些研究表明,熔池的对流和扩散导致由基体扩散到熔覆层中的Fe元素分布于整个熔覆层,从而降低了熔覆层的整体性能。然而,采用单一的激光熔覆技术难以对熔覆层中的溶质迁移进行有效调控。因此,科研人员采用多能场辅助激光制造过程取得了一定的调控效果,如电磁场、超声振动等。Zhai等[15]采用电磁场辅助激光熔覆制备Ni基涂层,发现随着电磁场强度增加,熔覆层的稀释率降低,导致Fe元素含量降低。Liu等[16]采用旋转磁场辅助激光熔覆,发现在磁场作用下,熔覆层晶粒组织被细化且分布均匀。Meng等[17]在激光焊接中引入电磁搅拌,采用数值模拟研究了电磁搅拌对溶质输运及熔池流动的影响,发现在加入电磁搅拌后,Ni元素更均匀地分布在焊缝中。Bachmann等[18]通过数值模拟研究了稳态磁场产生的哈特曼效应,对激光焊接中熔池的流动模式和焊缝几何形状的影响。Gatzen等[19]研究了不同频率磁场对激光焊接中元素分布的影响。可见,目前的相关研究仅针对熔覆层及焊缝中成分均匀分布进行分析,并未深入研究激光熔覆过程中由于基体稀释产生的成分偏析机制及元素扩散。为此,采用稳态磁场辅助激光熔覆,研究了熔覆层中宏观偏析的机制,通过分析有无宏观偏析区域的元素含量变化,讨论了稳态磁场对基体元素在熔覆层中扩散的影响,为调控熔覆层成分提供了新的方法。
1 试验
基体材料为316L奥氏体不锈钢,其化学成分C、Si、Mn、Cr、Ni、Mo的质量分数分别为0.03%、1%、2%、16%、10%、2%,Fe为余量。其基体尺寸为10 mm× 20 mm×200 mm。在实验前采用800#砂纸将基板进行机械打磨,并用无水乙醇对表面进行15 min的超声波清洗,去除表面油污及氧化物。熔覆层材料为GH5188,粒度为75~150 μm,其化学成分C、Si、Mn、Cr、Ni、W、Fe的质量分数分别为0.01%、0.2%、1.25%、20%、22%、14%、3%,Co为余量。由于基体和熔覆粉末均为非铁磁性材料,可免于磁场对激光熔覆过程产生的干扰。实验采用德国Laserline公司LDF型2 kW光纤耦合半导体激光器,光斑直径为4 mm,机械手为瑞士ABB工业机器人。熔覆之前将粉末在120 ℃真空干燥箱中干燥保温2 h。激光熔覆优化工艺参数为激光功率1 600 W、扫描速度600 mm/min、送粉率18 g/min,采用氩气作为保护气,流量为12 L/min。采用稳态磁场辅助激光熔覆实验,其原理示意图见图1,该实验装置提供的最大磁场强度为1.8 T。通过改变磁场强度进行A、B、C等3组不同参数的激光熔覆实验,实验参数见表1。
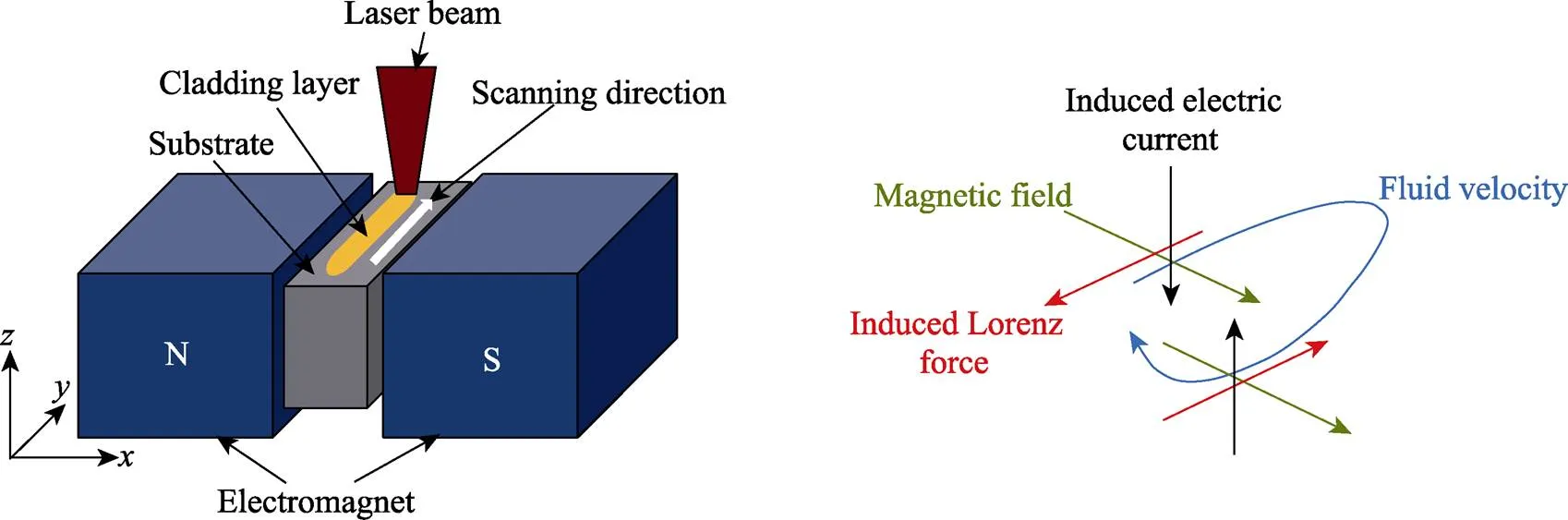
图1 稳态磁场辅助激光熔覆原理及机制示意图
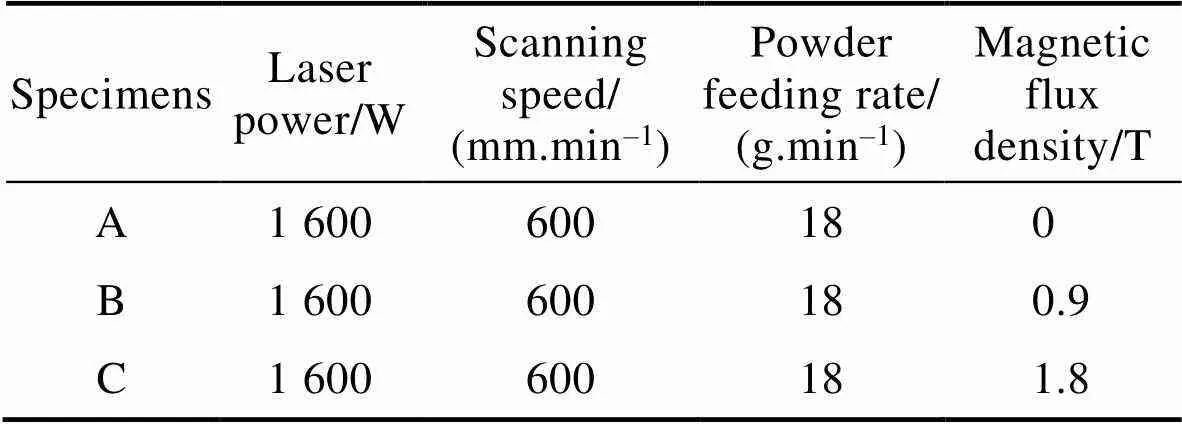
表1 激光熔覆实验参数
在激光熔覆实验结束后,通过线切割将试样沿横截面和纵截面切成小块,制备成金相试样,采用王水腐蚀液对试样进行腐蚀,利用金相显微镜(OM)和扫描电子显微镜(SEM)观察腐蚀试样表面,使用能谱仪(EDS)对熔覆层微区进行成分分析。
2 结果讨论
2.1 熔覆层宏观组织分析
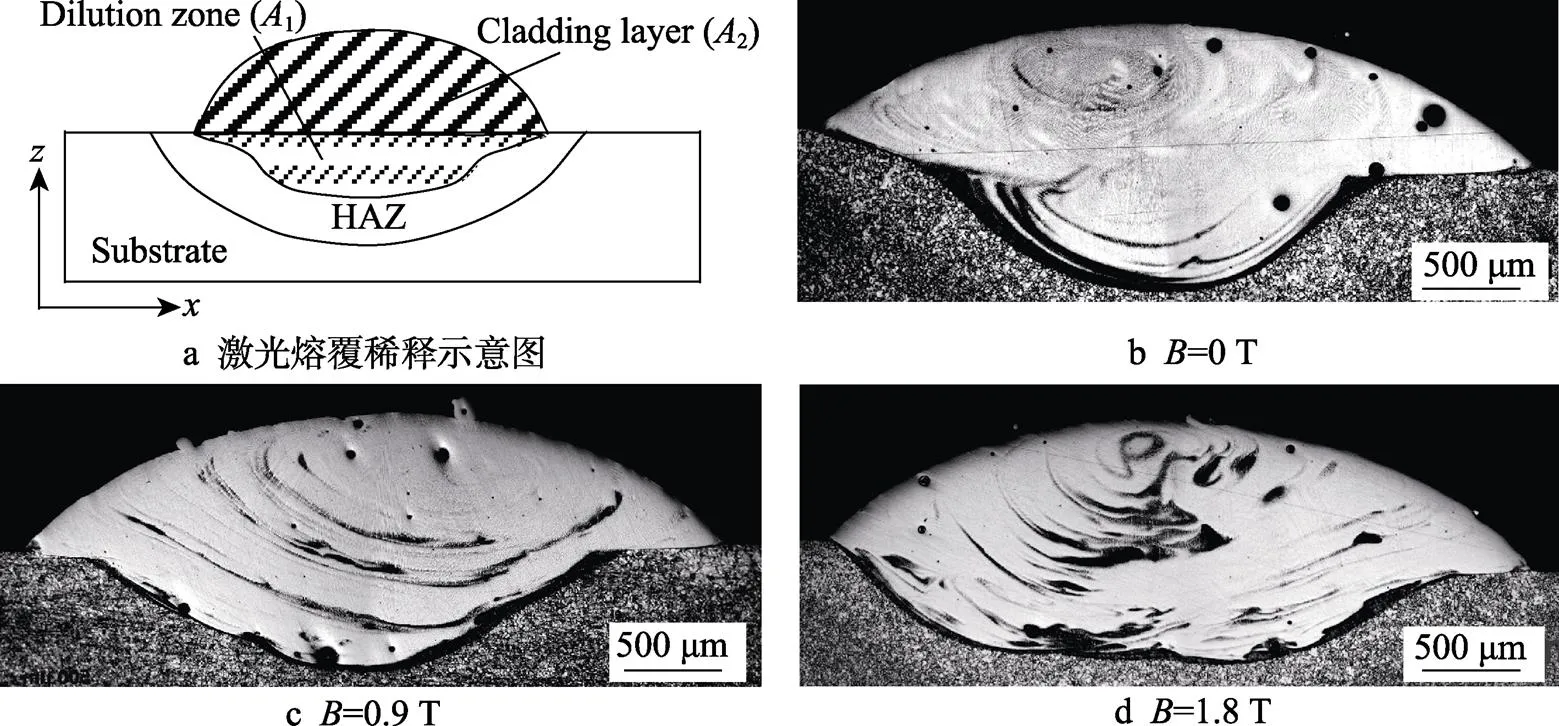
在激光熔覆过程中,稀释率是指由于基体熔化而引起熔覆层合金成分的变化程度。这里研究在稀释率相同情况下,通过稳态磁场减少由于稀释带来的成分偏析。Liu等[9]研究发现,随着稀释率增加在熔覆层中的宏观偏析也会加强。为了进一步揭示稳态磁场对熔覆层中宏观偏析的影响,有必要计算在不同磁场强度下熔覆层的稀释率(),其计算公式见式(1)。
式中:1、2是采用图像分析软件在试样横截面定量出来的面积,分别为基体稀释区域面积和熔覆层面积(图2a)。
试样A、B和C的熔覆层横截面形貌见图2b—d,可以看出,稳态磁场的加入使熔池形貌发生了明显变化,这种现象与稳态磁场在熔池产生的电磁阻尼有关。Bachmann[18]在稳态磁场辅助激光焊接中也发现了类似现象,认为电磁阻尼可以减小凝固前沿的曲率。在每道熔覆层截取3个不同位置的试样,计算稀释率的平均值,得出在无磁场时的稀释率平均值为44.2%;当磁感应强度为0.9 T时,其稀释率平均值为39.9%;当磁感应强度为1.8 T时,其稀释率平均值为44.0%。由此可知,加入稳态磁场后稀释率的波动范围在5%以内。该现象表明,即使在稀释率略有减小的情况下,稳态磁场的作用使熔覆层中的宏观偏析出现了富集,说明宏观偏析富集的形成主要由稳态磁场导致。
当2种材料的液相线温度不同时,一种材料会在和另外一种材料混合之前凝固,产生宏观偏析[10-11]。为了进一步探索稳态磁场对宏观偏析的影响,对熔覆层纵截面的带状偏析进行分析,发现偏析痕迹与熔池对流痕迹一致[20],见图3。在无磁场时,带状偏析(图3中箭头所指)主要分布于熔池的底部,表层的宏观偏析较轻微。这是由于表面强烈的马兰戈尼对流造成熔池表层区域的流速相比熔池底部要高得多[21-22],在此表层区域其对流比较充分,并且在表层观察到宏观偏析被对流冲散而向周围扩散的痕迹(图3a)。在施加0.9 T和1.8 T的稳态磁场后,由于稳态磁场对熔池流速的抑制[23-24],熔覆层的气孔数量减少且尺寸变小,熔覆层的带状和块状偏析(图3中椭圆所指)明显增加。
.
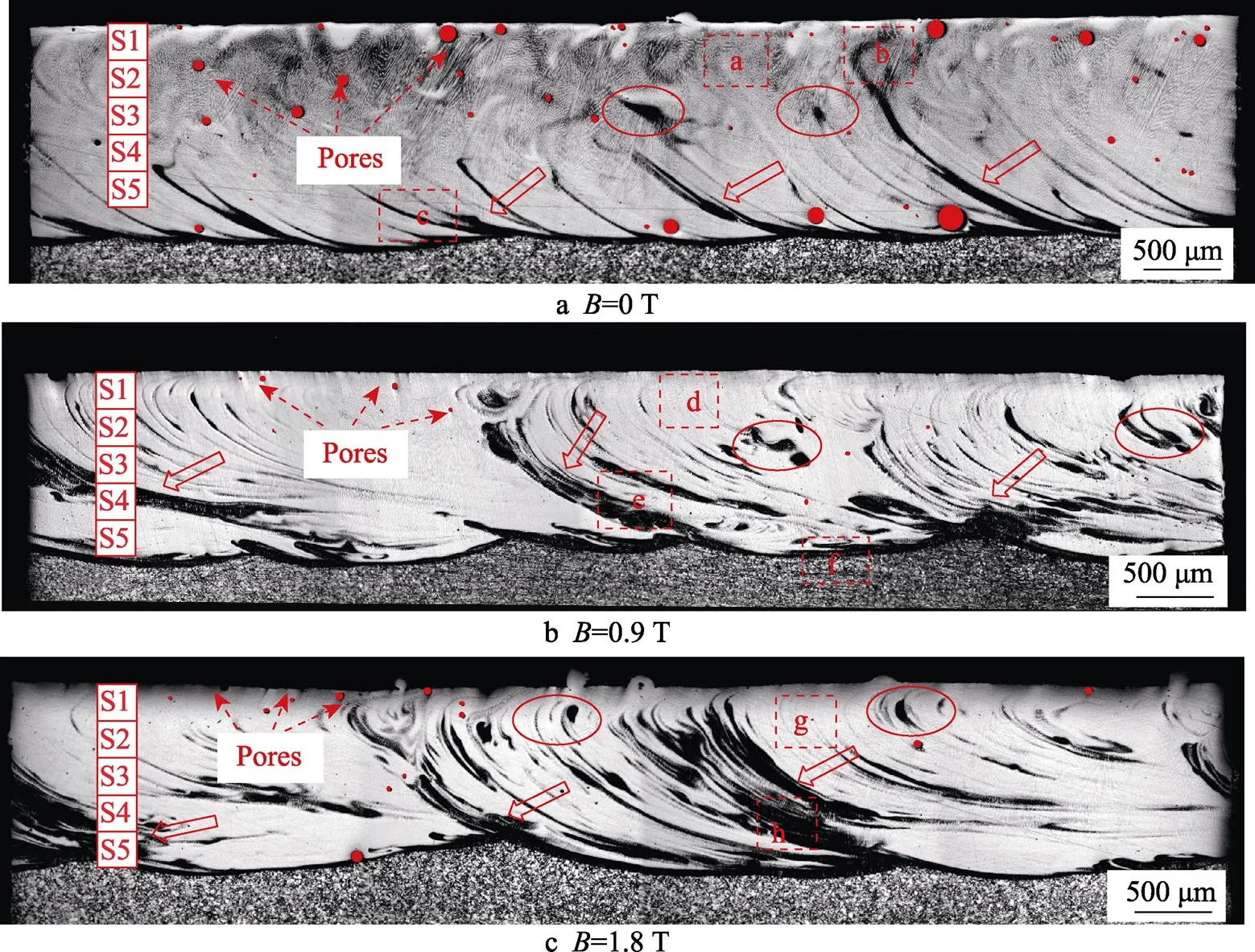
图3 激光熔覆钴基合金纵截面金相形貌
为定量分析稳态磁场对宏观偏析的影响,将整个熔覆层由上到下等分为5个层域,分别表示为S1、S2、S3、S4和S5,将熔覆层纵截面进行二值化处理,并填充孔洞,分别计算每层域中宏观偏析面积所占的百分比(图4)。由图4可知,熔覆层宏观偏析面积占比从表层至底部呈由低到高的梯度变化,且随着磁感应强度增加,整个熔覆层的宏观偏析面积占比逐渐增大。当磁场强度为0时,纵截面S1至S4层域的宏观偏析分布较为均匀,各层域的宏观偏析面积占比小于2%,处于底部S5层域的宏观偏析面积占比增加到10%。该现象表明,在无磁场条件下,富含基体成分的流体随着熔池的对流,经过充分搅拌扩散后均匀分布在熔覆层上层区域。由于熔池底部流体流速小于上层,从而导致熔池底部宏观偏析较多。当磁感应强度为0.9 T时,每个层域的宏观偏析面积占比进一步增加,底部宏观偏析面积占比达到25%;当磁场强度达到1.8 T时,S1层域的宏观偏析面积占比相较于0.9 T 时有所减小,该现象主要与稳态磁场对熔池流动的抑制有关,此时熔池表层的流速更小,带状宏观偏析更难随流体运动到表层区域,这与Wang[25]在电磁场辅助激光熔注过程中WC颗粒梯度分布的规律相似。
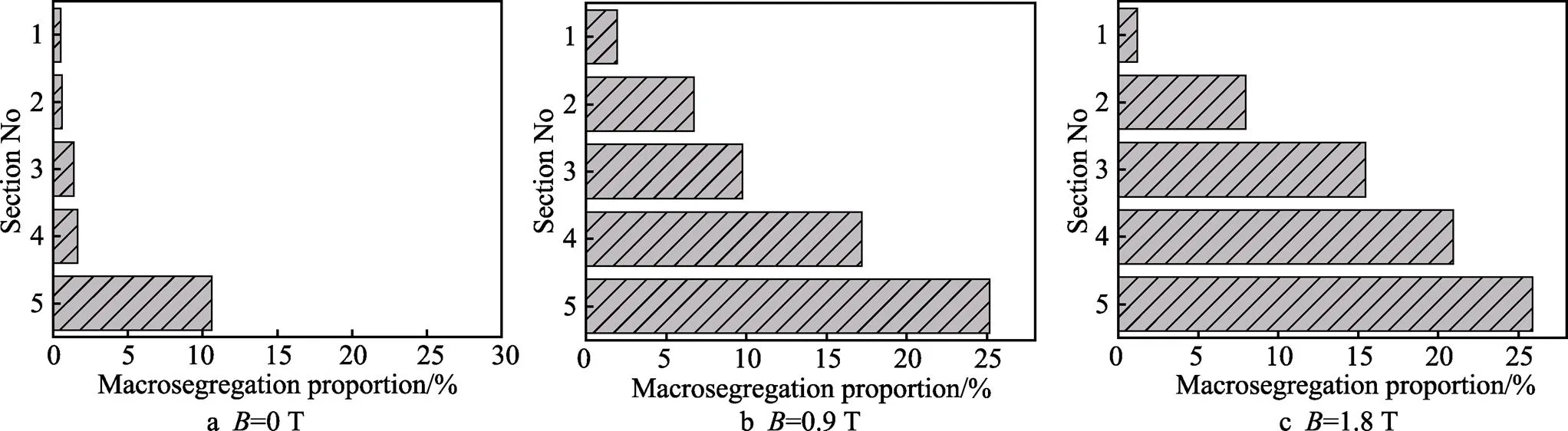
图4 熔覆层每层域宏观偏析占比
2.2 熔覆层微观组织及EDS分析
为定量表示宏观偏析程度,引入宏观偏析大小公式[7],见式(2)。计算结果表明,试样A、B、C的宏观偏析大小分别为0.375、1.05、1.13。试样C的宏观偏析量最大,这与2.1节的讨论结果一致。
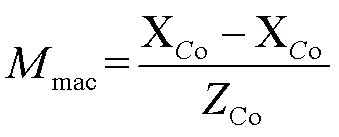
式中:mac为宏观偏析;Co为宏观偏析区域的Co含量;Co为无宏观偏析区域的Co含量;Co为熔覆层中Co的平均含量。
为进一步分析稳态磁场对熔覆层中元素扩散的影响,对熔覆层微观区域元素进行EDS能谱分析。试样A、B、C顶部无宏观偏析区域(图3a、d、g)的EDS半定量分析见图5。由图5可知,在无磁场时,无宏观偏析区域Co、Fe的质量分数分别为22.6%、28.7%;在磁感应强度为0.9 T时,无宏观偏析区域的Co、Fe的质量分数分别为30.6%、16.6%,相较于无磁场时Co的质量分数增加了8%,Fe的质量分数降低了12.1%;在B=1.8 T时,无宏观偏析区域Co、Fe的质量分数分别为30.9%、16.7%,这与磁感应强度为0.9 T时Co、Fe含量相近。这是由于加入磁场后,稳态磁场对熔池流速的抑制作用,使熔池内部的等效黏度增加,导致宏观偏析发生聚集,从而抑制宏观偏析区域内的Fe元素向周围区域扩散,使得无磁场和有磁场时无宏观偏析区域的元素含量有明显差别。随着磁场强度进一步增加,熔覆层顶部无宏观偏析区域的Co元素含量已经与粉末中的Co含量相近,达到了极限值,即使磁场强度再进一步增强,其值将不会发生明显变化。图5显示,加入稳态磁场后,无宏观偏析区域保持着较高的Co含量和较低的Fe含量。这是由于稳态磁场导致熔池整体流速降低,宏观偏析得以完整地保留在熔池中而不被冲散,使无宏观偏析处的成分与粉末成分更相近。
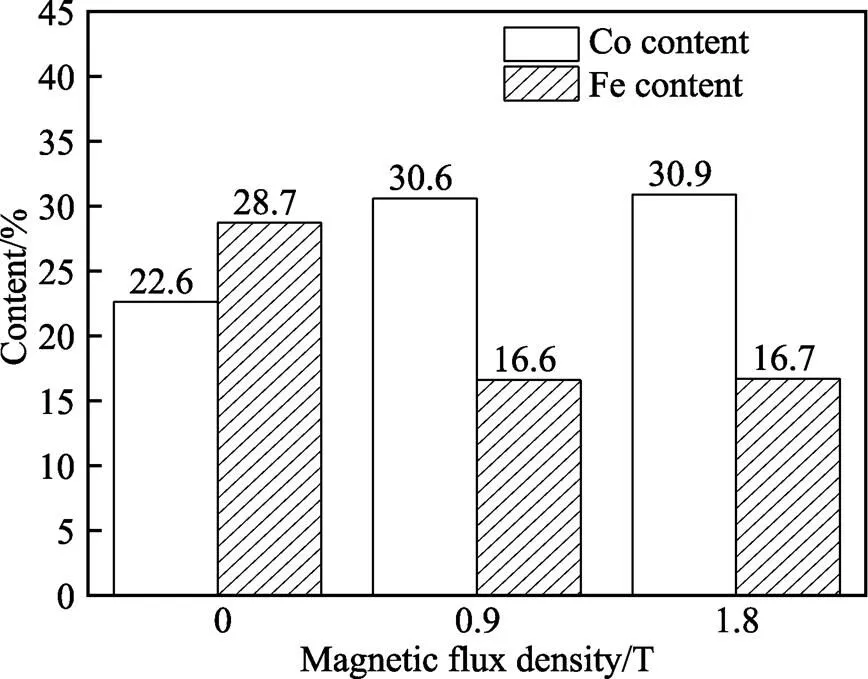
图5 无宏观偏析区域Co与Fe含量
图3a中c区域的EDS能谱分析见图6。其中,图6a为c区域的二次电子显微组织图,可以观察到,熔覆层组织为细小的树枝晶,呈网状结构分布,这些树枝晶穿过宏观偏析区域沿着散热相反的方向继续生长。由图6b—c可知,Fe元素在宏观偏析区域富集,Co元素在此区域较少。沿路径的点扫能谱分析结果见图6d,在此路径上Fe元素含量总是比Co元素含量高,Fe元素含量在宏观偏析处猛增,最高可达质量分数49.2%,在宏观偏析周围区域,Fe元素质量分数达30%左右。这说明无磁场时宏观偏析处Fe元素向周围大量扩散,导致宏观偏析附近的Fe元素增加,与2.1节讨论结果一致。沿图6a中直线箭头的线扫能谱分析结果见图6e—f,其波动趋势与图6d一致。
图3b中e区域EDS能谱分析见图7,从e区域的二次电子显微组织图(图7a)可以观察到宏观偏析处的树枝晶结构,可清晰看到被化学试剂蚀刻的痕迹,而宏观偏析处周围区域树枝晶结构并不明显,这可能与元素含量有关。由图7b—c可知,在宏观偏析处Fe元素大量富集,宏观偏析处的宽度较无磁场时有所增加,表明宏观偏析面积增加,这与式(2)计算结果一致。沿路径的点扫能谱分析(图7d)可知,宏观偏析处Fe元素质量分数最高可达63.7%,在宏观偏析周围区域,Fe元素质量分数为16%左右,最少处为12.4%,其Co元素质量分数为30%左右。为分析宏观偏析周围区域树枝晶结构不明显的原因,分别对图7a所示的A、B等2个区域成分含量进行半定量分析,结果表明,A区域的Fe、Co元素的质量分数分别为16.9%和30.5%;B区域的Fe、Co元素的质量分数分别为16.1%和30.8%,Fe元素含量的降低和Co元素含量的增加共同导致宏观偏析周围区域树枝晶结构在腐蚀后不明显。沿图7a中直线箭头的线扫能谱分析结果(图7e—f)与图8d相对应。由图7可知,磁感应强度为0.9 T时,宏观偏析周围区域Fe元素含量相较于无磁场时明显降低,表明稳态磁场抑制了宏观偏析处Fe元素的扩散,使得无宏观偏析区域的成分更接近粉末成分,抑制了基体成分对熔覆材料成分的稀释。
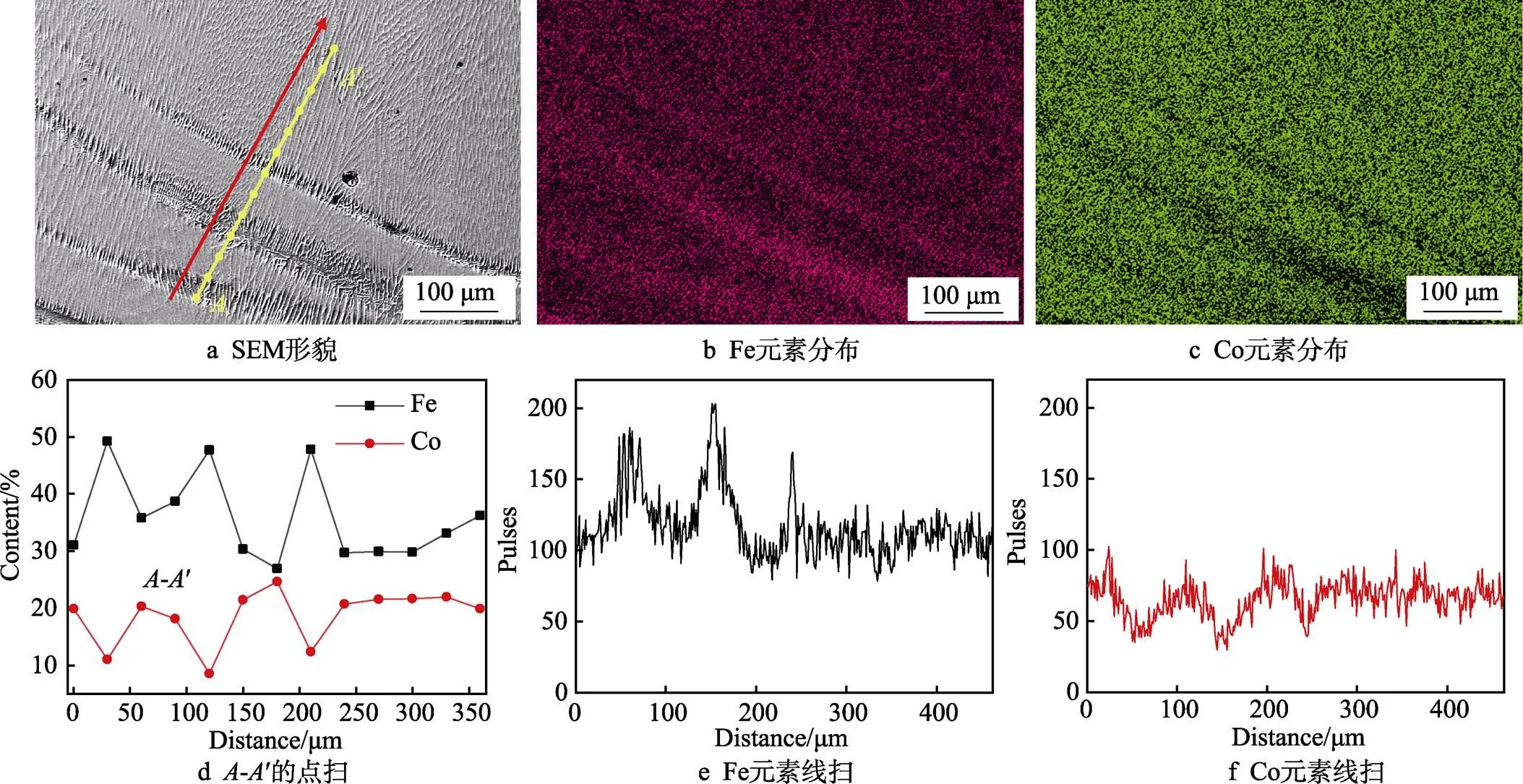
图6 无磁场时熔覆层EDS能谱分析
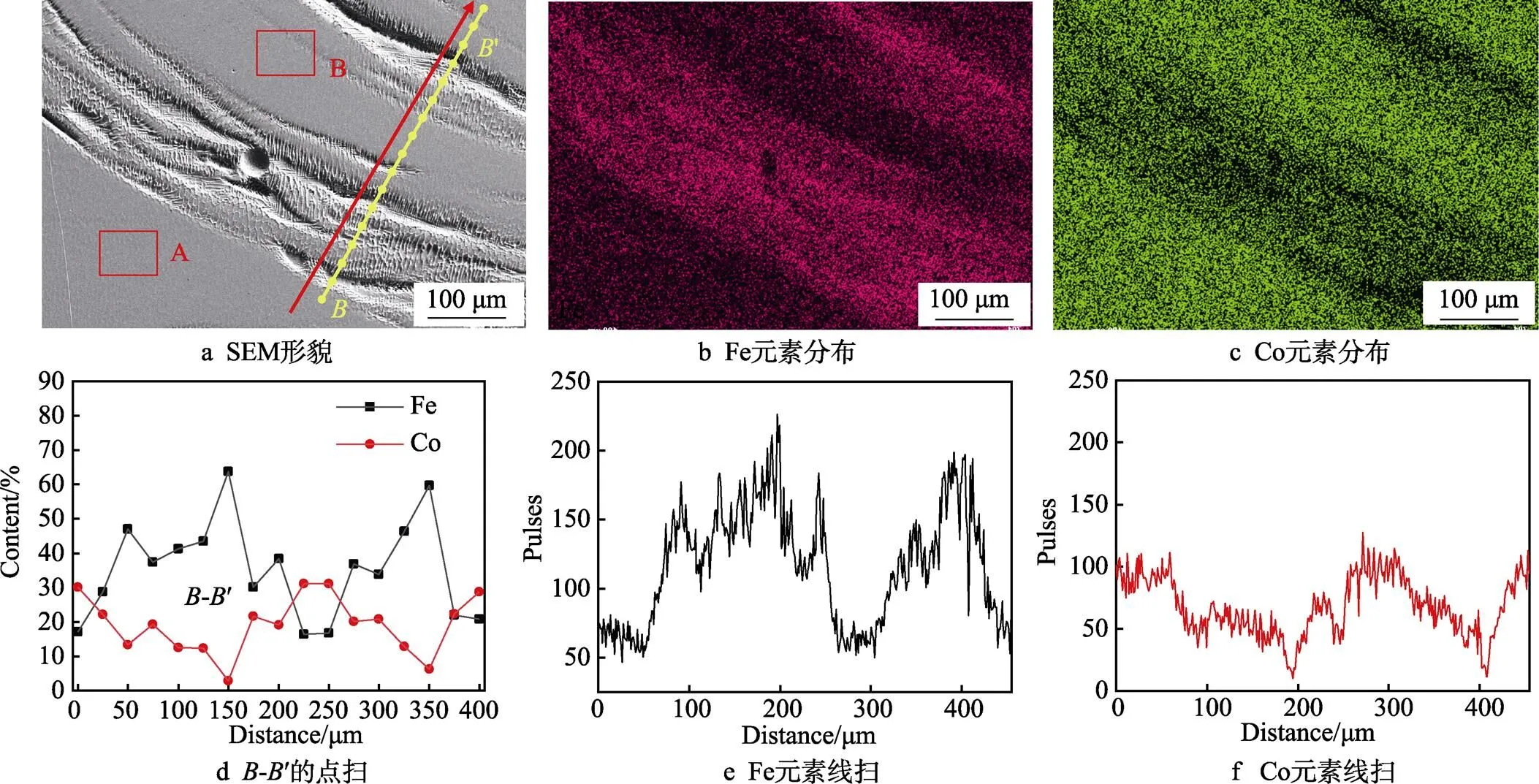
图7 磁场强度为0.9 T时熔覆层EDS能谱分析
图3b中f区域的EDS能谱分析见图8,该区域为熔覆层与基体的结合区。图3b中f区域的二次电子显微组织图见图8a,该区域Fe和Co的面扫能谱分析图分别见图8b和图8c。为进一步探索宏观偏析产生机制,对图8a中A、B、C、D、E、F、G区域进行EDS半定量分析,结果见表2。由表2可知,A、C区域的Co元素含量几乎为0,Fe元素的含量与基体中Fe元素(D区域)含量接近,E、F、G区域中含有Co元素。该现象表明,熔覆层的宏观偏析为未与粉末合金充分混合的基体,被对流带入熔覆层中,在较冷的熔覆层区域快速冻结,从而形成的“半岛”组织。Soysal等[9]在激光焊接异种金属过程中也发现了类似现象。
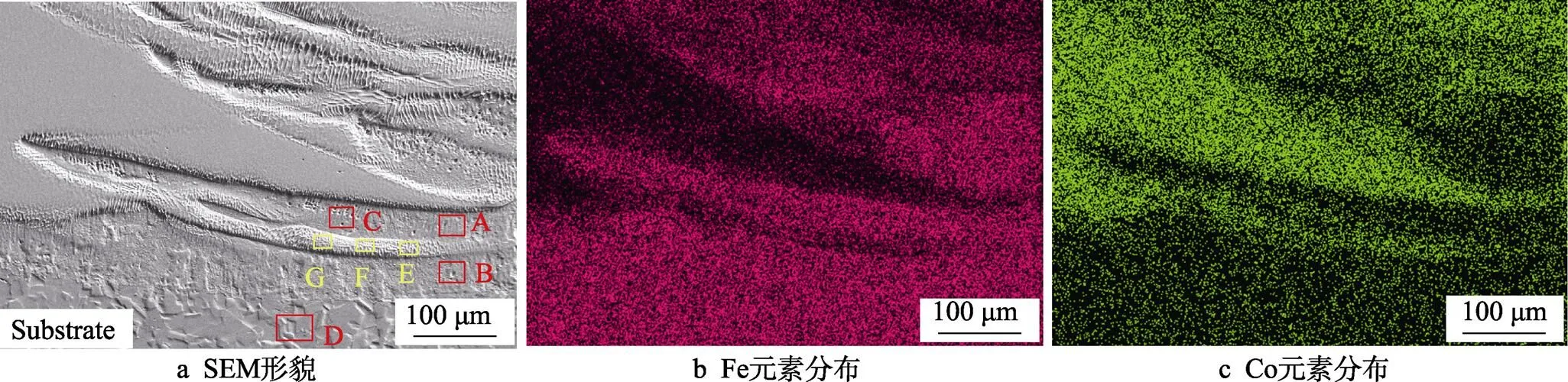
图8 磁场强度为0.9 T时结合处宏观偏析EDS面扫分析

表2 结合处各区域Co、Fe元素含量
图3c中f区域的EDS能谱分析见图9,从该区域的二次电子显微组织图(图9a)中观察到与图7a类似的树枝晶结构。在图9a中发现了与图8a相似的宏观偏析区域(A、B),对其进行EDS分析可知,A区域Fe、Co的质量分数分别为67.2%和0.9%;B区域Fe、Co的质量分数分别为67.9%和0.8%。此现象表明,随着磁感应强度的进一步增强,对熔池对流的抑制更明显,即使在熔覆层的中部也能发现未与粉末合金充分混合的区域。由图9b—c可知,宏观偏析处的宽度较磁感应强度为0.9 T时更大,说明宏观偏析面积进一步增加,这与式(2)计算结果相符。沿着路径的点扫能谱分析(图9d)可知,宏观偏析处Fe元素质量分数最高可达67.9%,在宏观偏析周围区域,Fe、Co的质量分数分别为15%和31.6%左右。沿图9a中直线箭头进行线扫能谱分析(图9d—f)可知,其波动趋势与点扫结果相符。
2.3 熔覆层宏观偏析产生机制
熔覆层的宏观偏析产生机制示意图见图10。采用材料性能计算软件得出基体与熔覆层的凝固曲线见图10b。由图10b可知,粉末合金的液相线温度LB(1 370 ℃)比基体的液相线温度LC(1 440 ℃)低,液相线温度低的液态基体金属首先发生凝固,由于成分过冷,在熔覆层中形成宏观偏析。根据流体动力学无滑移边界条件,流体在壁面处的速度为零[24]。假设在激光熔覆过程中,熔池边界的对流较弱,将出现速度为零的层流层,即熔池底部未与粉末合金充分混合的液态基体金属层,该层将在LB时开始凝固,形成类似于“海滩”的特征(图10c)。在激光熔覆过程中,熔池中的对流为湍流模式,并且极不稳定,部分液态基体金属被对流冲散,经过扩散与粉末合金混合分布于熔覆层中,少部分的液态基体金属来不及充分混合而发生凝固,形成带状的宏观偏析。在无磁场时,由于强烈的马兰戈尼对流,被对流带入熔池中的带状基体金属到达熔池顶部时被冲散,并在熔池顶部扩散,因此在无磁场时宏观偏析主要存在于熔池底部(图10d)。在加入稳态磁场后,由于稳态磁场对熔池流速的抑制作用,被对流带入的带状基体金属得以保留在顶部,宏观偏析随着磁感应强度的增加进一步增强,发生富集现象(图10e)。这里引入由于磁场产生的哈特曼效应来进行解释[27],哈特曼数Ha为电黏度与动力黏度之比,见式(3)。
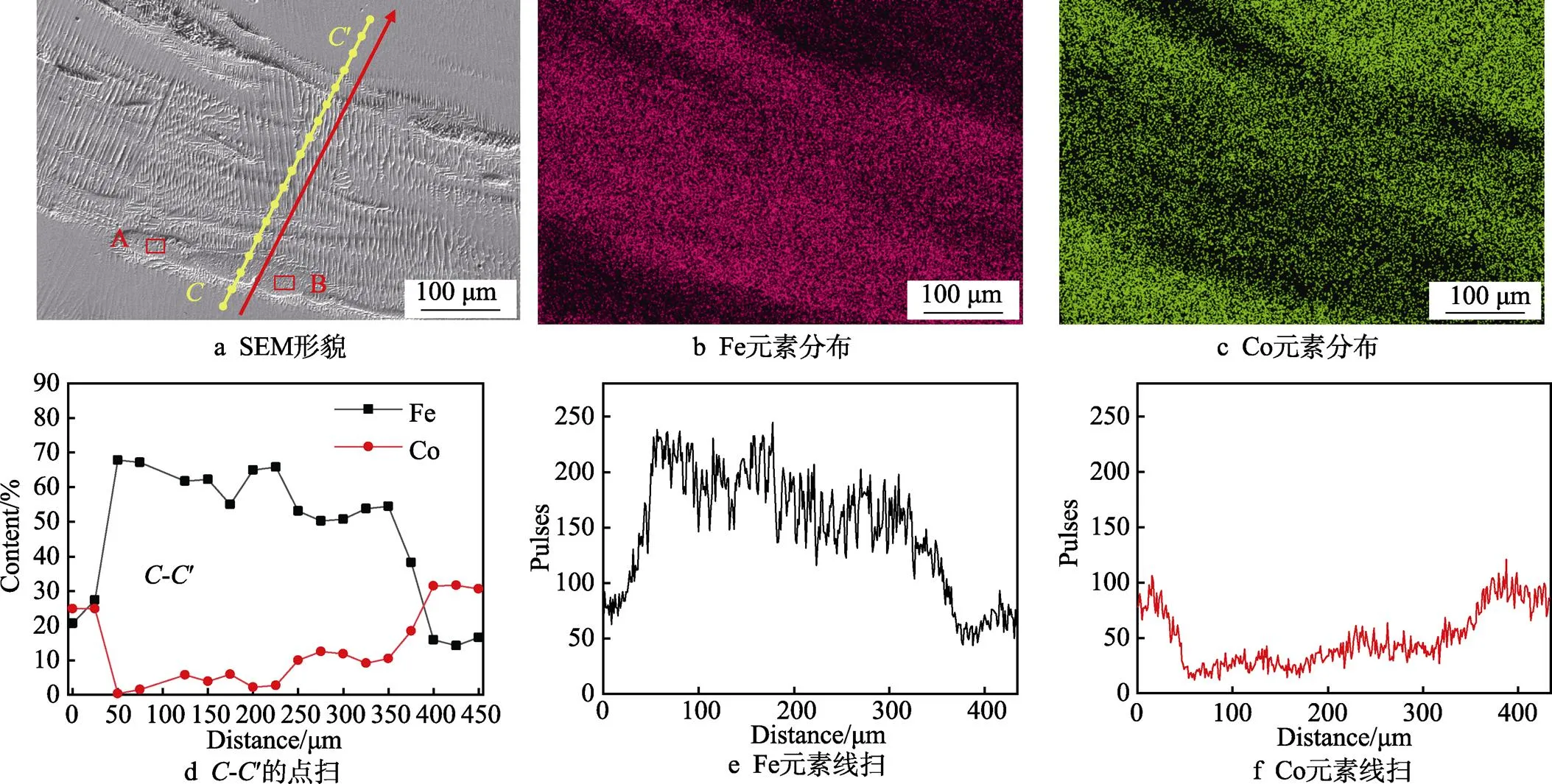
图9 磁场强度为1.8 T时熔覆层EDS能谱分析
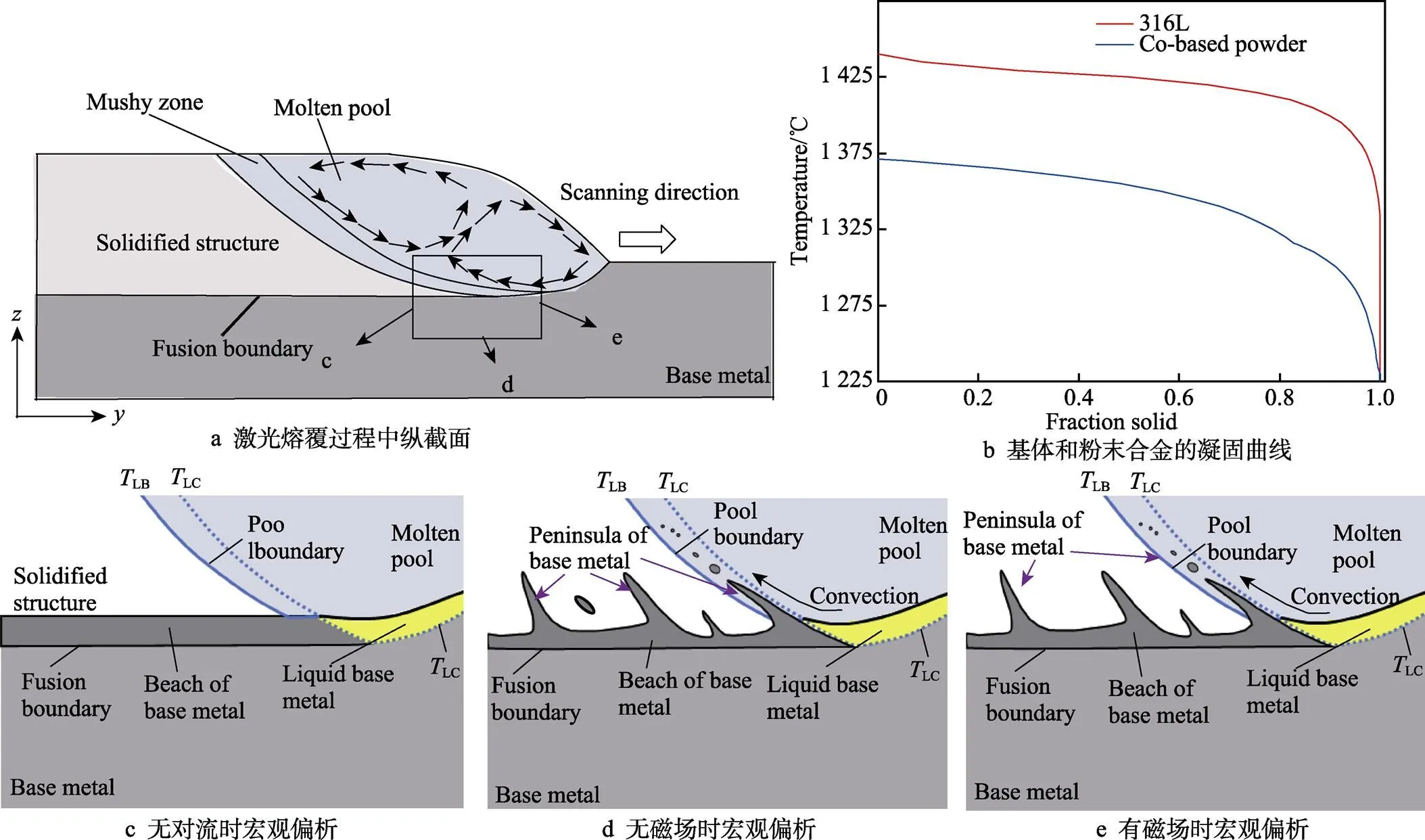
图10 激光熔覆过程中宏观偏析机制示意图
式中:为电导率;为磁感应强度;为熔池半宽;为流体的动力黏度。
由式(3)可知,哈特曼数与电导率、磁感应强度和熔池半宽有关。根据Wang[25]的数值模拟研究可知,随着磁感应强度增加,熔池的哈特曼数逐渐上升,且熔池底部的哈特曼数高于熔池顶部。该现象说明熔池底部的电磁黏度较大,从而导致熔池底部宏观偏析面积占比较大,并抑制宏观偏析向周围区域扩散。如果熔池底部的黏度继续增加,宏观偏析将会被抑制在熔池底部,熔覆层上部的成分将与粉末成分接近,将大大提高粉末的有效利用率。
3 结论
1)稳态磁场产生的感应洛伦兹力与熔池流动方向时刻相反,抑制了熔池流动,使熔覆层中的宏观偏析出现富集现象。
2)在无磁场时,粉末合金与基体元素充分混合,少量的带状宏观偏析存在于熔覆层底部。加入稳态磁场后,熔覆层的宏观偏析发生富集现象,更多的偏析存在于熔覆层底部,熔覆层底部宏观偏析面积占比由10%增加到25%。
3)稳态磁场可降低基体元素对熔覆层的稀释,提高粉末的有效利用率。相较于无磁场时顶部无宏观偏析区域Co的质量分数增加了8%,Fe的质量分数降低了12.1%。
[1] GUO H M, WANG Q, WANG W J, et al. Investigation on Wear and Damage Performance of Laser Cladding Co- Based Alloy on Single Wheel or Rail Material[J]. Wear, 2015, 328: 329-337.
[2] ZHONG C L, Gasser A, Kittel J, et al. Improvement of Material Performance of Inconel 718 Formed by High Deposition-Rate Laser Metal Deposition[J]. Materials & Design, 2016, 98: 128-134.
[3] 李嘉宁. 激光熔覆技术及应用[M]. 北京: 化学工业出版社, 2016: 9-12.
LI Jia-ning. Laser Cladding Technology and Application [M]. Beijing: Chemical Industry Press, 2016: 9-12.
[4] 员霄, 王井, 朱青海, 等. H13钢的铁基和钴基熔覆层组织与耐磨性[J]. 焊接学报, 2018, 39(12): 105-109.
YUAN Xiao, WANG Jing, ZHU Qing-hai, et al. Microstructure and Abrasion Resistance of Fe-based and Co- based Coatings of AISI H13[J]. Transactions of The China Welding Institution. 2018, 39(12): 105-109.
[5] 张津超, 石世宏, 龚燕琪, 等. 激光熔覆技术研究进展[J]. 表面技术, 2020, 49(10): 1-11.
ZHANG Jin-chao, SHI Shi-hong, GONG Yan-qi, et al. Research Progress of Laser Cladding Technology[J]. Surface Technology, 2020, 49(10): 1-11.
[6] 邵延凡, 王泽华, 李潇, 等. 双相不锈钢表面激光熔覆钴基合金组织和性能研究[J]. 表面技术, 2020, 49(4): 299-305.
SHAO Yan-fan, WANG Ze-hua, LI Xiao, et al. Microstructure and Properties of Laser Cladding Co-based Alloys on Duplex Stainless Steel[J]. Surface Technology, 2020, 49(4): 299-305.
[7] HU Y, WANG L, YAO J H, et al. Effects of Electromagnetic Compound Field on The Escape Behavior of Pores in Molten Pool During Laser Cladding[J]. Surface & Coatings Technology, 2020, 383(C): 125198.
[8] BARR C, DA S S, EASTON M, et al. Influence of Macrosegregation on Solidification Cracking in Laser Clad Ultra-High Strength Steels[J]. Surface & Coatings Technology, 2018, 340: 126-136.
[9] LIU J, LI J, CHENG X, et al. Effect of Dilution and Macrosegregation on Corrosion Resistance of Laser Clad AerMet100 Steel Coating on 300M Steel Substrate[J]. Surface & Coatings Technology, 2017, 325: 352-359.
[10] YANG Y K, KOU S. Macrosegregation Mechanisms in Arc Welds Made With Dissimilar Filler Metals[J]. Scienceand Technology of Welding and Joining, 2010, 15(1): 15-30.
[11] SOYSAL T, KOU S, TAT D, et al. Macrosegregation in Dissimilar-metal Fusion Welding[J]. Acta Materialia, 2016, 110: 149-160.
[12] KOU S, YANG Y K. Fusion-Boundary Macrosegregation in Dissimilar-Filler Welds[J]. Welding Journal, 2007, 86(10): 303-312.
[13] YANG Y K, KOU S. Macrosegregation in Al-Si Welds Made With Dissimilar Filler Metals[J]. Science and Technology of Welding and Joining, 2010, 15(1): 1-14.
[14] WANG C M, YU Y, YU J X, et al. Effect of The Macro- Segregation on Corrosion Behavior of CrMnFeCoNi Coating Prepared by Arc Cladding[J]. Journal of Alloys and Compounds, 2020, 846(C): 156263.
[15] ZHAI L L, BAN C, ZHANG J W, et al. Characteristics of Dilution and Microstructure in Laser Cladding Ni-Cr-B-Si Coating Assisted by Electromagnetic Compound Field[J]. Materials Letters, 2019, 243: 195-198.
[16] 刘洪喜, 纪升伟, 蒋业华, 等. 旋转磁场辅助激光熔覆Fe60复合涂层的显微组织与性能[J]. 中国激光, 2013, 40(1): 121-126.
LIU Hong-xi, JI Sheng-wei, JIANG Ye-hua, et al. Microstructure and Property of Fe60 Composite Coating by Rotating Magnetic Field Auxiliary Laser Cladding[J]. Chinese Journal of Lasers, 2013, 40(1): 121-126.
[17] MENG X M, ARTINOV A, BACHMANN M, et al. Numerical and Experimental Investigation of Thermo- Fluid Flow and Element Transport in Electromagnetic Stirring Enhanced Wire Feed Laser Beam Welding[J]. International Journal of Heat and Mass Transfer, 2019, 144(C): 118663.
[18] BACHMANN M, AVILOV V, GUMENYUK A, et al. About the Influence of a Steady Magnetic Field on Weld Pool Dynamics in Partial Penetration High Power Laser Beam Welding of Thick Aluminium Parts[J]. International Journal of Heat and Mass Transfer, 2013, 60: 309-321.
[19] GATZEN M, TANG Z, Vollertsen F. Effect of Electromagnetic Stirring on The Element Distribution in Laser Beam Welding of Aluminium with Filler Wire[J]. Physics Procedia, 2011, 12: 56-65.
[20] HAN L, PHATAK K M, LIOU F W. Modeling of Laser Cladding with Powder Injection[J]. Metallurgical and Materials Transactions, B. Physical Metallurgy and Materials Science, 2004, 35B(6): 1139-1150.
[21] GAN Z T, YU G, HE X L, et al. Numerical Simulation of Thermal Behavior and Multicomponent Mass Transfer in Direct Laser Deposition of Co-base Alloy on Steel[J]. International Journal of Heat and Mass Transfer, 2017, 104: 28-38.
[22] GAN Z T, LIU H, LI S X, et al. Modeling of Thermal Behavior and Mass Transport in Multi-Layer Laser Additive Manufacturing of Ni-Based Alloy on Cast Iron[J]. International Journal of Heat and Mass Transfer, 2017, 111: 709-722.
[23] WANG L, YAO J H, HU Y, et al. Suppression Effect of a Steady Magnetic Field on Molten Pool During Laser Remelting[J]. Applied Surface Science, 2015, 351: 794-802.
[24] VELDE O, GRITZKI R, GRUNDMANN R. Numerical Investigations of Lorentz Force Influenced Marangoni Convection Relevant to Aluminum Surface Alloying[J]. International Journal of Heat and Mass Transfer, 2001, 44(14): 2751-2762.
[25] 王梁. 电磁复合场协同激光同轴熔注对增强颗粒分布梯度的调控研究[D]. 杭州:浙江工业大学, 2016:91-94.
WANG Liang. Study of Reinforcement Particle Distribution under an Electric-Magnetic Composite Field in Laser Coaxial Melt Injection[D]. Zhe Jiang, Zhejiang University of Technology, 2016: 91-94.
[26] KOU S.Transport Phenomena and Materials Processing [M]. John Wiley and Sons, New York, NY, 1996: 57-60.
[27] BACHMANN M, AVILOV V, GUMENYUK A, et al. Numerical Assessment and Experimental Verification of The Influence of The Hartmann Effect in Laser Beam Welding Processes by Steady Magnetic Fields[J]. International Journal of Thermal Sciences, 2016, 101: 24-34.
Effect of a Steady Magnetic Field on the Macro-segregation and Element Diffusion of Laser Cladding Cobalt-based Alloy
1a,1b,2,1a,1b,2,1a,1b,2,1a,1b,2,1a,1b,2,1a,1b,2,1a,1b,2
(1. a. College of mechanical Engineering, b. Institute of Laser Advanced Manufacturing Zhejiang University of Technology, Hangzhou 310000, China; 2. Collaborative Innovation Center of High-end Laser Manufacturing Equipment Co-sponsored by Ministry and Province, Hangzhou 310000, China)
The substrate material was 316L austenitic stainless steel and the CL (Cladding layer) material was Cobalt-based alloy powder. In order to avoid the interference of the magnetic field in the LC (Laser cladding) process, both the substrate and the cladding powder are non-ferromagnetic. Cobalt-based coatings were prepared by LC assisted with a steady magnetic field. The maximum magnetic flux intensity is 1.8 T. During the experiment, the sample was kept stationary, while the laser head was moved to scan the substrate. The powder was injected into the molten pool through carrier gas with the laser coaxially. The surface of the corroded sample is observed with Optical metallographic microscope (OM), Scanning electron microscope (SEM), and the composition of the CL is analyzed by Energy dispersive spectrometer (EDS). The morphology of the molten pool changes obviously when the steady magnetic field is applied. With the increase of the magnetic flux density, the electromagnetic damping gradually increases, which reduces the convexity of the solidification line of the molten pool and made the bottom of the molten pool smoother. Without magnetic field, the macro-segregation moves with molten pool fluid, which is evenly distributed in the upper region of the CL after sufficient stirring and diffusion. Since the fluid velocity at the bottom of the molten pool is lower than that of the upper layer, the macro-segregation at the bottom of the molten pool is more obvious. The proportion of the macro-segregation area in the CL changes from low to high from the surface to the bottom. With the magnetic flux density increases, the proportion of the macro-segregation area in the entire CL gradually increases. With magnetic field, due to the damping effect on fluid flow, the macro-segregation can be completely retained in the molten pool without being dispersed. The zone without macro-segregation maintains a high content of Co and a low content of Fe. When there is no magnetic field, the Fe element at the zone of macro-segregation is diffused to the surrounding area, resulting in an increase of Fe element the zone of without macro-segregation. When the magnetic field is added, the Fe content in the zone around the macro-segregation is significantly reduced compared with the case without magnetic field. It is indicated that the diffusion of Fe element at the macro-segregation is suppressed by the steady magnetic field. Since the liquidus temperatureLB(1 370 ℃) of the powder alloy is lower than the liquidus temperatureLC(1 440 ℃) of the matrix, when the liquid matrix metal is brought into the molten pool with low temperature by convection, it will be quickly solidified in the molten pool. With the increase of magnetic flux density, the Hartmann number of the molten pool gradually increases and the distribution is uneven. Due to the lower temperature and higher conductivity at the bottom of the molten pool, the Hartmann number at the bottom of the molten pool is higher than the top of the molten pool. It is shown that the equivalent viscosity at the bottom of the molten pool is higher than that at the top of the molten pool. This phenomenon leads to severe macro-segregation at the bottom of the molten pool and suppresses the diffusion of macro-segregation to the surrounding area. The steady magnetic field suppresses the diffusion of macro-segregation in the CL, reduces the dilution of solute elements, and obtains the CL which is closer to the cladding powder.
laser cladding; steady magnetic field; molten pool; macro-segregation; element diffusion
TN249;TG111.4
A
1001-3660(2022)12-0320-09
10.16490/j.cnki.issn.1001-3660.2022.12.033
2021–08–16;
2021–12–23
2021-08-16;
2021-12-23
国家自然科学基金重点项目(52035014);浙江省科技计划(公益技术)(LGG19E050024);浙江省属高校基本科研业务费专项资金(RF-C2019003)
Supported by National Natural Science Foundation of China (52035014); Zhejiang Basic Public Welfare Project (LGG19E050024); Fundamental Research Funds for the Provincial Universities of Zhejiang (RF-C2019003)
罗建(1997—),男,硕士研究生,主要研究方向为能场辅助激光熔覆。
LUO Jian (1997-),Male, Master, Research focus: energy field assisted laser cladding.
王梁(1983—),男,博士,高级工程师,主要研究方向为多能场协同激光制造技术。
WANG Liang (1983-), Male, Doctor, Professor, Research focus: multi-energy field collaborative laser manufacturing technology.
罗建, 谢颂伟, 毛家智, 等. 稳态磁场对激光熔覆钴基合金宏观偏析及元素扩散影响[J]. 表面技术, 2022, 51(12): 320-328.
LUO Jian, XIE Song-wei, MAO Jia-zhi, et al. Effect of a Steady Magnetic Field on the Macro-segregation and Element Diffusion of Laser Cladding Cobalt-based alloy[J]. Surface Technology, 2022, 51(12): 320-328.
