高压聚乙烯装置挤压机尾气回收利用
2023-01-06郭栋荆举祥陆聪卞帅
*郭栋 荆举祥 陆聪 卞帅
(山东三维化学集团股份有限公司 山东 255434)
中国石化齐鲁分公司塑料厂高压聚乙烯装置采用荷兰国家能源矿产公司(DSM)的无脉冲高压管式工艺,原设计产能14×104t/a,现装置正常负荷22t/h。装置由调聚剂储存、乙烯压缩、引发剂配制及加料、聚合反应、聚合物分离及气体循环、挤压造粒和颗粒干燥、批量掺混等单元组成。
根据中石化系统节能减排、进一步降低装置能耗和挖潜增效等一系列要求,技术人员通过对装置的工艺流程进行分析,发现挤压机后脱气室脱除的乙烯尾气直接放空,该部分气体中乙烯的含量在95%以上,未进行回收利用,不仅造成资源浪费,还增加环境污染[1]。通过增加尾气回收设施,将挤压机脱气室脱除的尾气回收,送至高压聚乙烯装置的乙烯管线,每小时可回收乙烯尾气20~30kg,并且在尾气回收工艺流程中设置了相应的控制和联锁设施,确保新增的尾气回收设施不影响挤压机的正常运行。
1.尾气回收工艺设计
(1)尾气的性质
来自挤压机脱气室脱除的乙烯尾气中乙烯的含量≥95(体积)%,操作压力为微正压,操作温度≤80℃。脱气室脱除的乙烯尾气性质如表1所示。
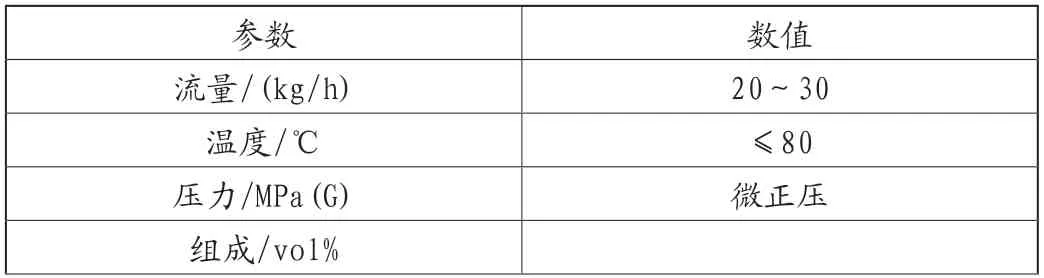
表1 乙烯尾气性质

(2)设计思路
①为保证压缩机运行稳定,尾气进入压缩机之前需设置缓冲罐。②根据挤压机的运行参数,乙烯尾气的温度在40~80℃,因此为了保证进入压缩机的温度≤40℃,减少对压缩机膜片寿命的影响,需将该股尾气进行冷却,冷却介质选用装置内已有的循环水。③冷却尾气的换热器内置于缓冲罐顶。既节约了尾气设施占地,又方便换热器检修。④乙烯尾气的气量为20~30kg/h,所需压缩机进出口压差为1.4MPa,压缩机选用隔膜压缩机。⑤设置必要的联锁设施,保证尾气回收设施不影响挤压机的正常运行。⑥为了检测尾气中氧含量,新增一套氧含量分析仪。
(3)主要工艺流程
来自挤压机后脱气室脱除的乙烯尾气经尾气缓冲罐缓冲,循环水冷却后至尾气压缩机,经压缩机升压至1.4MPa(G),升压后的乙烯尾气送至高压聚乙烯装置返回乙烯线上回收利用。
尾气缓冲罐顶设置紧急放空,并与尾气压缩机进行联锁,当尾气压缩机停机或增压机停机或压机出口压力高等情况时,联锁阀开启,乙烯尾气排至大气。
主要的工艺流程示意图如图1所示:
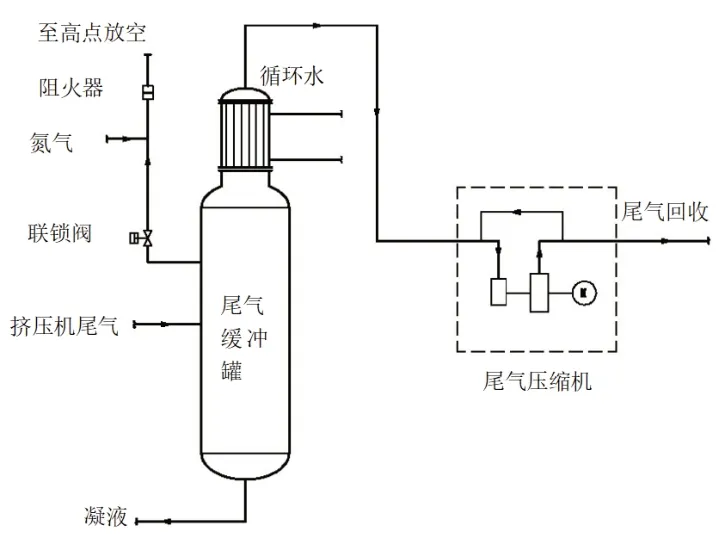
图1 尾气回收设施工艺流程示意图
(4)主要设备及仪表选型
尾气回收设施的主要工艺设备为一台尾气缓冲罐、一台尾气压缩机及一台阻火器。
①尾气缓冲罐选型
缓冲罐分为立式和卧式两种型式,介质组成主要为气体的缓冲罐一般采用立式,介质组成主要为液体的缓冲罐一般采用卧式,也可以采用立式。本次尾气缓冲罐选用立式结构,根据工艺需要将换热器内置于缓冲罐顶部。
尾气缓冲罐顶部换热器结构采用固定管板式换热器,壳体采用Q345R,管束采用20钢管,换热器直径为500mm、换热管长度为1000mm,换热管选用φ19×2.5mm;下部为塔式,设备主体材质:Q345R,分液罐直径为1000mm,切线长度3000mm。
②尾气压缩机选型
压缩机常用于石油化工、油田天然气和煤气厂的煤气增压输送等,以及需要增加气体压力的其他场合。压缩机一般分为容积式压缩机和动力式压缩机。其中容积式压缩机分为轴驱动的往复式压缩机(主要分为活塞式和隔膜式压缩机[2])和回转压缩机(主要分为滑片式、滚动活塞式、螺杆式和涡旋式压缩机);动力式压缩机分为透平压缩机和引射器,透平压缩机又可细分为轴流透平压缩机和径流透平压缩机(又称离心式压缩机)。一般按需要压缩气体流量、压力以及工况特点,具体根据制造厂提供的不同类型样本,比照常用出口压力和流量范围以及压缩机自身的特点来选型。压缩机的选型原则如下:
A.容积式的活塞式压缩机多适用于高压场合;B.透平式(离心式和轴流式)压缩机多适用于大流量场合;C.回转式压缩机兼有活塞式和透平式压缩机的特点,但因其压力和排气量有限,多适用于中、小流量的场合;D.在气量调节方面,离心式压缩机比活塞式压缩机有着较宽的调节裕度,轴流式压缩机则介于两者之间;E.喷射式压缩机由于效率较低,工业上很少用作压缩机,多用于抽真空场合。
根据尾气压缩机的小流量、低扬程以及乙烯尾气易燃易爆的特点,本次压缩机选用隔膜压缩机,压缩机主要参数见表2。
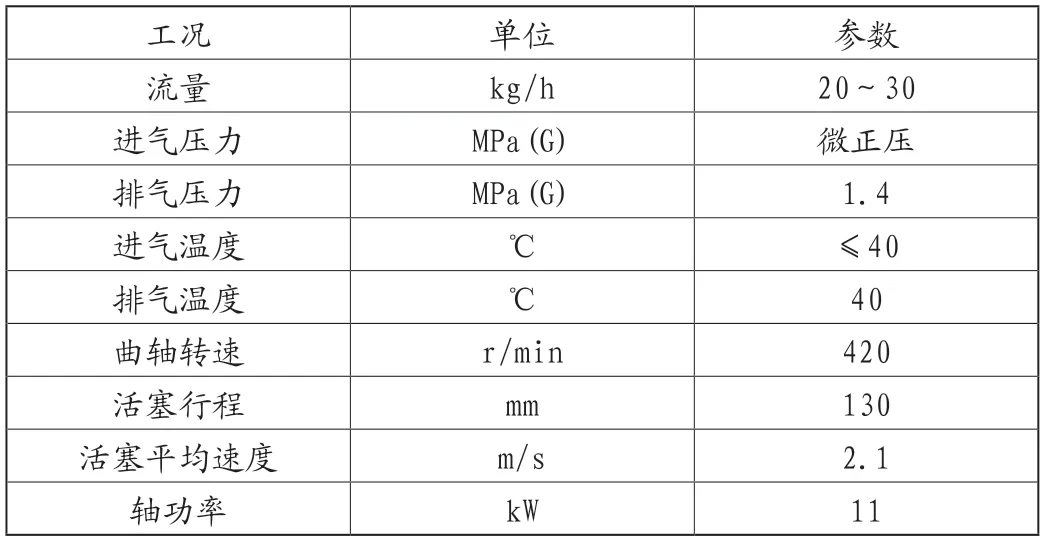
表2 尾气压缩机主要设计参数
按照GB50058-2014《爆炸危险环境电力装置设计规范》,尾气压缩机附近为爆炸性气体环境危险区域2区,电气设备防爆等级为ExdⅡBT4,防护等级为IP55。
为了保证隔膜压缩机机组运行稳定,隔膜压缩机设置如下报警及联锁措施[3]:
A.缸体部件膜片破裂保护,当膜片破裂时,控制系统报警并停机。B.吸气压力保护,当吸气压力过高或过低时,控制系统报警并停机。C.排气温度高保护,当排气温度高于设定值时,控制系统报警并联锁。D.排气压力高保护,当排气压力高于设定值时,控制系统报警。E.装置的挤压机停机时,联锁停隔膜压缩机。
③阻火器选型
阻火器是一种用来阻止易燃气体和易燃液体蒸汽的火焰蔓延的安全设施。一般安装在输送可燃气体的管道中,或者通风的槽罐上,阻止火焰(爆燃或爆轰)通过。阻火器也可以使用在有明火设备的管线上,以防止回火事故。阻火器按阻火性能可划分为爆燃型、稳定爆轰型及非稳定爆轰型;按用途分为储罐阻火器、加油站阻火器、加热炉阻火器、火炬阻火器、放空管阻火器、煤气输送管阻火器等;按安装位置分为管端阻火器、管道阻火器;按阻止火焰速度分为防爆燃阻火器(能阻止以亚音速传播的爆炸火焰通过)、防爆轰阻火器(能阻止以冲击波为特征、以超音速传播的爆炸火焰通过);按气体分级分为适用于I级气体的阻火器、适用于IIA级气体的阻火器、适用于IIB级气体的阻火器、适用于IIC级气体的阻火器。
阻火器主要由壳体和滤芯两部分组成。壳体应具有足够的强度,以承受爆炸产生的冲击压力。滤芯是阻止火焰传播的主要构件,常用的有金属网滤芯和波纹型滤芯两种。金属网型滤芯用直径0.23~0.315mm的不锈钢或铜网,多层重叠组成。目前国内的阻火器通常采用16~22目金属网,为4~12层。波纹型滤芯用不锈钢、铜镍合金、铝或铝合金支撑。波纹型阻火器能阻止爆燃的猛烈火焰,并能承受相应的机械和热力作用,流动阻力小,易于清洗和更换。
在本系统中,阻火器安装在管道顶端,选用管道型阻火器。
④主要仪表选型
A.现场温度测量仪表选用双金属温度计,远传温度测量仪表选用铠装热电阻。B.现场压力测量仪表选用不锈钢压力表,远传压力测量仪表选用智能型压力变送器,变送器为二线制4~20mADC(叠加HART通讯信号)输出。C.流量测量仪表选用质量流量计。D.现场液位测量仪表选用玻璃板液位计,远传液位测量仪表选用智能型双法兰液位变送器,变送器为二线制4~20mADC(叠加HART通讯信号)输出。E.切断阀选用气动O型球阀,允许泄漏量符合ANSI CLASS V级,配套阀位回讯开关,配弹簧返回式单作用气缸式执行机构。两位三通电磁阀采用防爆低功耗≤4W电磁阀(不锈钢材质316),电源:24VDC。F.安全栅选用隔离式安全栅。G.为了检测尾气中氧含量,新增一套氧含量分析仪,氧含量测量选用激光分析仪。氧含量分析仪精度为PPM级。H.电缆选用阻燃型聚乙烯绝缘聚氯乙烯护套铜丝编织分屏、总屏仪表信号软电缆,截面积不宜小于1.5mm2。信号电缆穿线管选用镀锌钢管。I.爆炸危险区安装的电子式仪表,必须符合该区的防爆要求,优先选用本安型仪表。本安仪表防爆等级不低于ExiaⅡBT4,隔爆仪表防爆等级不低于ExdⅡBT4。就地仪表的防护等级不低于IP55,远传仪表的防护等级不低于IP65。
(5)尾气回收单元设计要点
①在乙烯尾气缓冲罐顶部设置冷却器,防止挤压机脱气室尾气的温度过高,对压缩机产生影响。②尾气缓冲罐设置安全阀,防止大量尾气排放时,造成缓冲罐超压。③由于尾气的气量小,压缩机选用隔膜压缩机,隔膜式压缩机具有密封性能高、气缸不需要润滑、压缩比高、散热性能良好、占地小等优点[4]。④当压缩机入口压力低或压缩机出口压力高时,联锁停机,同时打开尾气放空联锁开关阀,避免对挤压机的正常运行造成影响。⑤尾气放空出口管线设置氮气吹扫管线,正常生产时,小流量的氮气对管线进行持续吹扫,保证管线内压力为微正压,防止空气进入放空管线。⑥紧急放空管线顶端设置阻火器,保证联锁放空时工艺本质安全。⑦尾气回收单元靠近挤压机布置,减少压缩机入口管线长度。⑧尾气回收设施占地17m2,其中尾气压缩机顶部设置顶棚。
(6)公用工程消耗
尾气回收设施的公用工程消耗量及使用要求见表3。从表3可以看出,主要的公用工程消耗为电耗,消耗量为15kW;其次为氮气,消耗量为5Nm3/h。
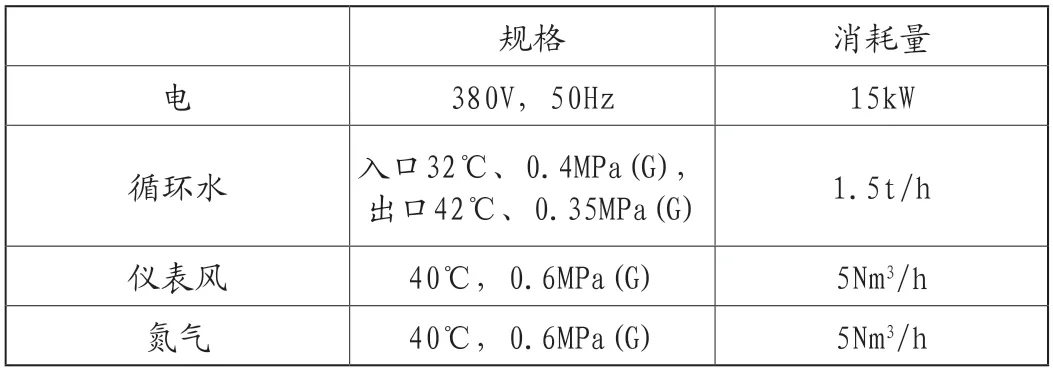
表3 尾气回收设施公用工程消耗量
2.尾气回收单元实施效果
尾气回收设施利用高压聚乙烯装置检修期间进行施工,项目工期为5个月,项目投用后,尾气回收设施与挤压机同步运行,系统运行平稳,正常运行期间,乙烯尾气全部进行回收,且对挤压机的正常运行无影响,实现了对乙烯尾气的回收利用,减少了大气污染。
3.效益计算
尾气回收设施年操作时间按8400h计,公用工程消耗量计算结果如表4所示。
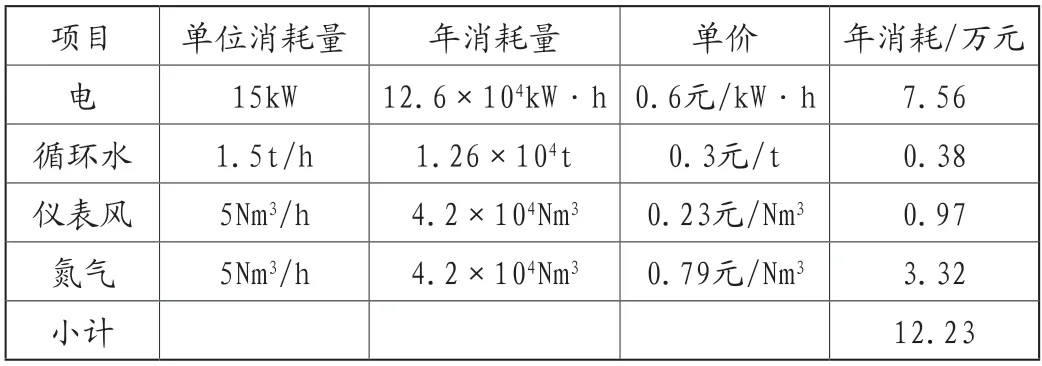
表4 尾气回收设施消耗量计算
本项目实施后,主要的消耗的公用工程为电耗和氮气消耗;项目实施后,每年增加的能耗为3.64t标油,每年公用工程消耗的费用约为12.23万元。每小时可以回收乙烯尾气气体20~30kg(根据生产产品牌号不同,尾气流量不同),每年可回收乙烯尾气168~250t,每吨乙烯尾气按6500元计,每年可增加年收益约109~162万元。尾气回收设施改造费用按140万元计,投资费用回收期约一年,经济效益相当可观。
4.结论
(1)通过增设尾气回收设施,将高压聚乙烯装置挤压机后脱气室脱除的乙烯尾气进行回收利用,减少了大气污染。(2)根据尾气排放量和回收压力的要求,压缩机选用隔膜压缩机,隔膜式压缩机具有密封性能高、气缸不需要润滑、压缩比高、占地小等优点。(3)为了保证尾气回收系统稳定,隔膜压缩机设置必要的联锁设施。(4)阻火器选用阻爆轰型,安装在管道顶端,防止排空时发生火灾。(5)该尾气回收设施投用后,运行稳定,每小时可以回收乙烯的量为20~30kg,每年可增加年收益约109~162万元,一年可以收回投资,既满足了环保要求,又增加了企业效益。
