降低水厂刮吸泥机故障率探讨
2023-01-03韦志新
韦志新,徐 斌
(芜湖华衍水务有限公司,安徽芜湖 241000)
1 设备介绍及故障率计算方法
行车式虹吸刮吸泥机是大中型自来水厂常用的平流沉淀池刮吸泥设备,其利用液位差及大气压原理而设计吸泥管及刮泥板,液体持续通过虹吸管向更低的位置流出从而达到排泥效果。在自来水处理流程中,原水经投加絮凝剂,使水流中杂质与泥沙等颗粒向下沉淀速度大于水流平流速度、从而沉积于池底,其沉淀的杂质经由刮吸泥机排出池外。刮吸泥机设备分为驱动装置、轨道设备、工作桥、虹吸排泥系统和电气设备等五大类(图1)。

图1 刮吸泥机设备
芜湖市三山水厂共有2 台虹吸式刮吸泥机,单台设备负荷时间为每天2 h,刮吸泥机故障会引起沉淀池淤泥堆积无法排出,影响沉淀池沉淀效果,导致出水浊度偏高,严重影响供水水质。
(2)设备负荷时间:每日运行时间2 h×每月天数。
(3)故障统计周期:沉淀池吸泥机的设备故障统计周期为月。
2 现状调查及原因分析
2.1 2019 年8 月—2020 年7 月设备故障情况(图2)

图2 刮吸泥机设备故障率波动
2.2 故障统计
对2020 年5—7 月刮吸泥机发生的故障做分层统计(表1)。通过表1 的统计结果得到故障占比统计(表2)和故障率排列图(图3)。由统计数据分析得出,刮吸泥机的设备故障主要是驱动装置故障和虹吸排泥系统故障,合计占总故障时间的82.67%。
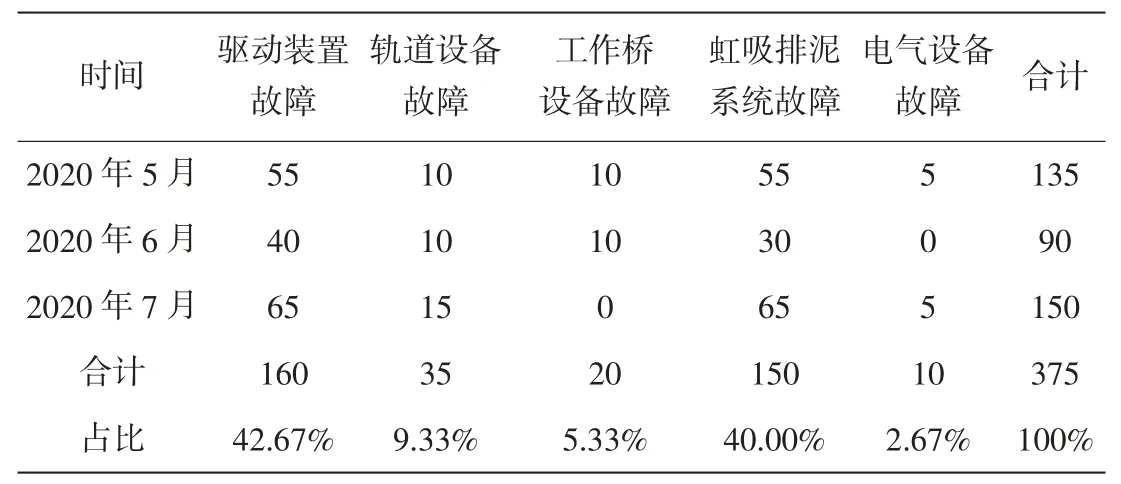
表1 2020 年5—7 月刮吸泥机故障时长统计 min

表2 2020 年5—7 月刮吸泥机故障占比统计
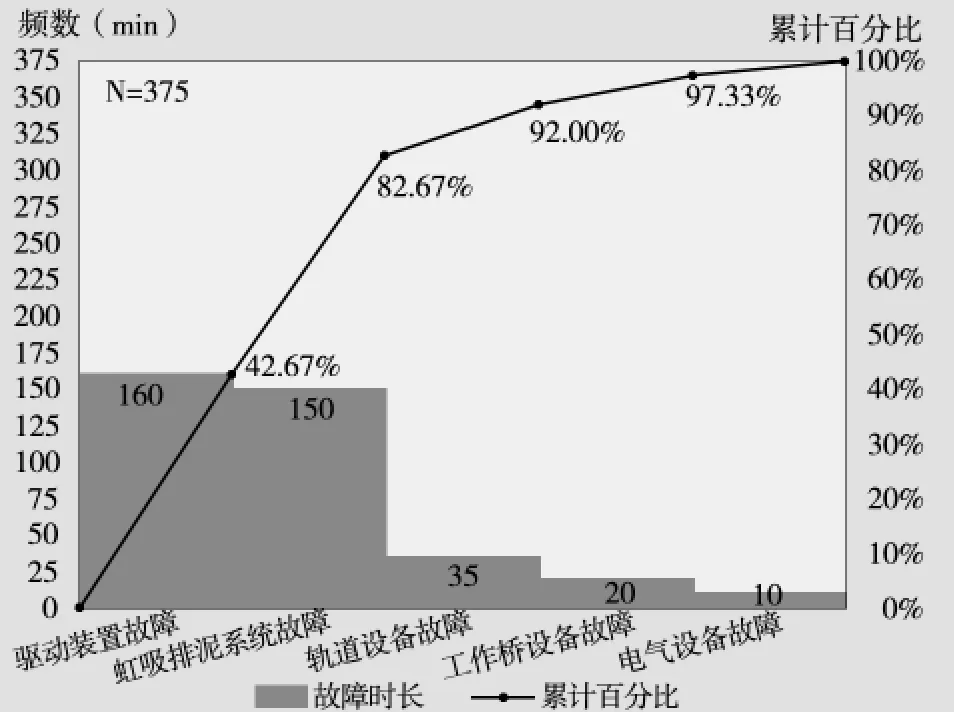
图3 2020 年5—7 月刮吸泥机故障率排列
2.3 故障分析
针对刮吸泥机的两项主要故障——驱动装置故障和虹吸排泥系统故障展开全面分析,并制作出相应的关联图(图4)。
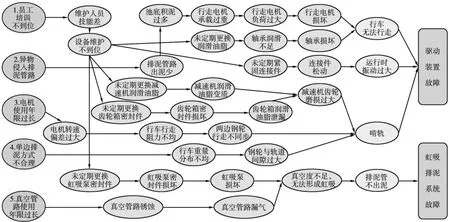
图4 故障原因关联
2.4 确定要因
为了找出导致刮吸泥机故障率偏高的原因,通过关联图找出的末端因素制定要因确认表(表3)并按照活动计划逐一进行要因确认。
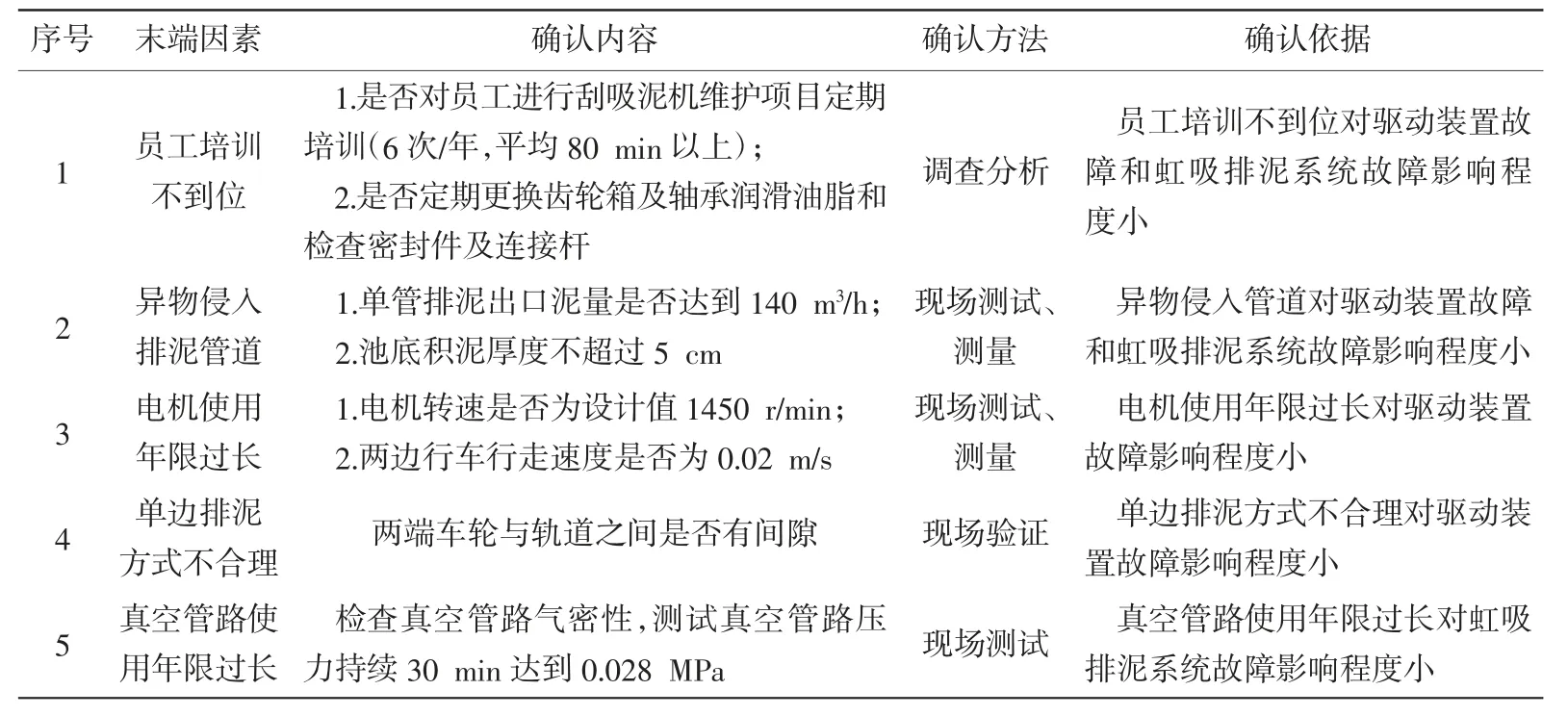
表3 要因确认
2.4.1 员工培训不到位
通过查阅水厂近一年来的培训考核记录,考核平均分数为95.42,每人都能熟练掌握操作规程。查阅《SB19.8 型刮吸泥机维护手册》的相关规定和近几个月的维修保养记录,发现均按规定进行了维护保养。通过对2020 年5—7 月刮吸泥机各类故障统计,齿轮箱密封件损坏、连接件松动仅占驱动装置故障总时间的9.38%,对故障的影响程度小。因此员工培训不到位是非要因。
2.4.2 异物侵入管路
使用流量计测量每根排泥管出口泥量,放空沉淀池,现场检查沉淀池底部积泥。为了确认排泥管路是否有异物侵入,使用流体振荡流量计测算每根排泥管路的流量。统计数据见表4。
由表4 数据可知,5 号、9 号排泥管与其他排泥管出口泥量差距明显较大,其出口泥量均值仅为0.504 4 m3/min 和0.369 4 m3/min,远低于设计值的2.4 m3/min。为了进一步确认5 号和9 号排泥管路是否有异物侵入,对这两路排泥管进行拆解,并使用内窥镜进行观察,发现5 号和9 号排泥管路确实有堵塞情况。为了确定沉淀池底部积泥对5 号和9 号管路堵塞是否有影响,通过实际测量,发现两池的均值为3.74 cm 和4.20 cm,低于设计值5 cm,符合运行要求。通过水厂2020 年5—7 月刮吸泥机排泥管不通畅的情况统计,因排泥管堵塞造成的虹吸排泥系统故障占比为93.33%,影响程度大,因此确认异物侵入管路是要因。

表4 管道排泥量统计 m3/h
2.4.3 电机使用年限过长
使用转速计检测电机转速,测量结果两侧电机的转速存在误差。为了确认钢轮的行进速度情况,依据脉冲计数测量行进速度,根据实际情况在低转速下使用T 法(测周期法)来测量两端电机所带动行车车轮的周期与时间来测算两端车轮行进速度是否一致。实验数据见表5。

表5 左右轮速度统计
为了验证误差是否是导致刮吸泥机“啃轨”现象发生的原因,在钢轮旁加装一台红外对射并连接信号至PLC,系统进行累计时间统计。当钢轮不同步时,红外对射信号被遮挡,当偏移结束后回到原位置时,其用时为故障时间,占比41.01%。为了进一步确认“啃轨”现象是否是造成刮吸泥机故障的要因,查阅2020 年5—7 月设备运行状态表,并对“啃轨”的故障时间进行统计。经过实际测算和实验结果,发现因两侧钢轮行走不同步导致刮吸泥机的故障时间为95 min,占驱动故障总时间的59.38%,对故障的影响程度大,因此电机使用年限过长是要因。
2.4.4 单边排泥方式不合理
两端车轮与轨道间是否有间隙,使用塞规多次测量钢轮与轨道之间的间隙,发现均紧密贴合,未产生“啃轨”现象,单边排泥未对行车平衡造成影响。因此单边排泥方式不合理是非要因。
2.4.5 真空管路使用年限过长
使用专用测漏仪检查两路真空管路,确认无明显锈蚀和漏气。将真空管道压力加至0.028 MPa,压力保持30 min 后进行测量,真空管路内压力仍是0.028 MPa,确认真空管路气密性并无影响。真空管路使用年限过长是非要因。
综上所述,导致设备故障的两个主要原因为异物侵入排泥管路和电机使用年限过长。
3 改进措施
3.1 异物侵入导致排泥管堵塞改进措施
针对异物侵入导致排泥管堵塞问题,决定将虹吸泵出口管路改造为双出口,一端为常规抽真空使用,另一端为小口径高压力清洗使用。管路完成改造后,对每根排泥管的流量进行监测,排泥管的出泥量均达到2.4 m3/h。
3.2 电机使用年限过长改进措施
电机使用年限过长解决难度较大,更换电机投资较大。根据电机设计说明,电机在正常负荷状态下转速为1450 r/min 左右,通过减速机带动的钢轮转速行进速度约为0.02 m/s,通过增加变频器调控程序对电机进行恒速控制运行,确保其稳定在1450 r/min。在车轮上端梁处添加传感器(测量元件)测试钢轮速度,连接传感器至PLC 接线柜内;编写程序块,将控制逻辑原理写入PLC 实现控制;通过PID 程序控制电机转速来保持钢轮运行速度恒定;使用T 法(测周期法)测算两端车轮的运行速度。电机PID 控制原理见图5,电机控制逻辑见图6。
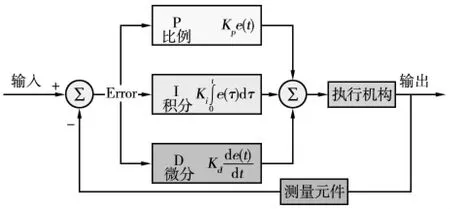
图5 PID 控制原理

图6 电机控制逻辑
对电机转速与钢轮行走速度进行实验数据采集(图7),当系统检测到两侧钢轮不同步时,通过PID 程序对电机转速进行调速,使钢轮行进速度保持一致,将钢轮行进速度控制为0.02 m/s 恒速运行。

图7 电机转速与钢轮速度对照
4 改造效果
4.1 目标达成情况
改进措施实施后,对2020 年12 月—2021 年2 月刮吸泥机运行过程中的故障情况进行跟踪统计,统计数据见表6。
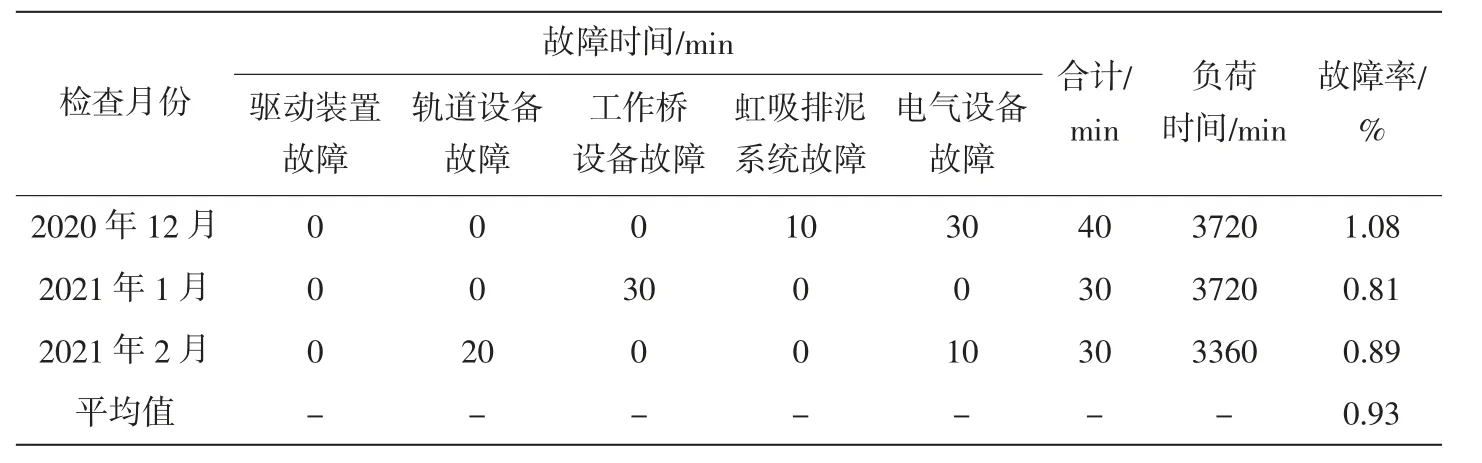
表6 改造后故障率统计
4.2 改造效果
改造后对各项故障的总时长进行统计,并制作出排列图与改造前进行对比(图8)。

图8 改造前后故障率排列
4.3 改造效益
水厂共有2 台吸泥机,改造费用约2 万元,近3 年的维修费用为89 850 元。每年可节约维修费约3 万元。
