吸气消音器结构优化及可靠性验证
2022-12-27陈冠锋沈大园
陈冠锋 沈大园
(长虹美菱股份有限公司 合肥 230000)
引言
随着家电行业竞争日趋激烈,各家电制造商更加重视产品品质及市场问题,同时市场冰箱使用寿命在8~10年左右,不同位置冰箱零部件工作环境多样,因此对各零部件提出了较高的要求。家用电器的噪音标准现在成为各家电厂商争取客户的重点指标,而压缩机[1]是冰箱主要噪音来源部件,同时吸气消音器又是压缩机的降噪部件,因此吸气消音器的设计成为压缩机降噪[2]的重要设计环节。
计算机技术和数值模拟分析[3]软件的发展逐步将数值模拟技术应用到吸气消音器的结构设计中成为行业趋势。孙晓东等[4]采用理论、仿真和实验验证结合的方案设计一款消音器整个低频区域降噪能力提升明显,且压缩机性能明显提升。谢益新等[5]利用声学仿真与理论计算结合同样设计出的新结构消音器使压缩机总体噪声下降1.6 dB。从以上消音器结构研究中发现科研人员大多利用数值模拟技术在声学降噪、空气动力学的压力分布及传递损失等方面的杰出能力,旨在设计出降低噪声和提高压缩机性能的最优化结构模型,但还少有人对其持久可靠性设计及验证方案进行研究。
本文针对市场中出现的吸气消音器破裂带来的可靠性检验[6]不充分的问题,提出了通过仿真软件模拟出吸气消音器最恶劣承压情况 ,同时分析出结构强度薄弱点;综合各种分析结果制定出优化设计方案后,利用仿真软件及极限试验验证、环境试验检讨结构方案的可靠性[7],通过专项研究及实践结果为吸气消音器可靠性设计理论及实践上提供了较完善的验证方案。
1 吸气消音器结构设计分析
1.1 原因分析
吸气消音器破裂原因是多方面的,在问题筛查时发现同一批次无法复现同样的问题,同时可能出现在压缩机制造厂的各个环节,如搬运、安装、装箱等。从工作原理来说,该吸气消音器是从吸气口吸入冷媒后,一部分冷媒通过吸气消音器的排气口进入气缸,另外一部分冷媒流到吸气消音器的缓冲腔,冷媒经缓冲后通过吸气消音器的排气口进入气缸进行压缩,如果吸气消声器底部的泄压孔不能及时泄压透过吸气消音器墙壁的压力不能足够快地平衡就会断裂;从工作环境来说,存在振动、高温、高湿环境影响,从试验基础数据上看,其中振动是吸气消音器破裂的主要因素,如果设计时结构强度不足,在泄压或者机械振动条件同样会出现破裂。
1.2 优化方案设计
综上分析确认,可通过两种方式解决吸气消音器破裂问题;
1)降低吸气消音器工作过程中壁面承压,并通过流体仿真确认降压效果,最后进行极限过程模拟验证及运输试验确认优化方案的可靠性。
2)通过增加壁厚或材质强度以提升吸气消音器工作过程壁面承压能力,最后采用方案一的验证方案进行可靠性验证。
鉴于成本、对整体设计方案影响等因素考量,本次采用方案一解决吸气消音器破裂问题。
具体实施方案增加泄压孔尺寸并取消吸气胶套,改善吸气消音器泄压能力,降低内外压差,解决吸气消音器破裂问题。
1.3 有限元建模及分析
在不妨碍仿真效果的前提下对模型尖角等进行了简化处理建立有限元模型,根据极限条件施加外部压力条件2.4 Mpa,施加外部压力0.7 Mpa。
结果分析:通过图1、图2 应变云图发现最大变形位置与问题吸气消音器故障位置相近,确认为强度最薄弱处。
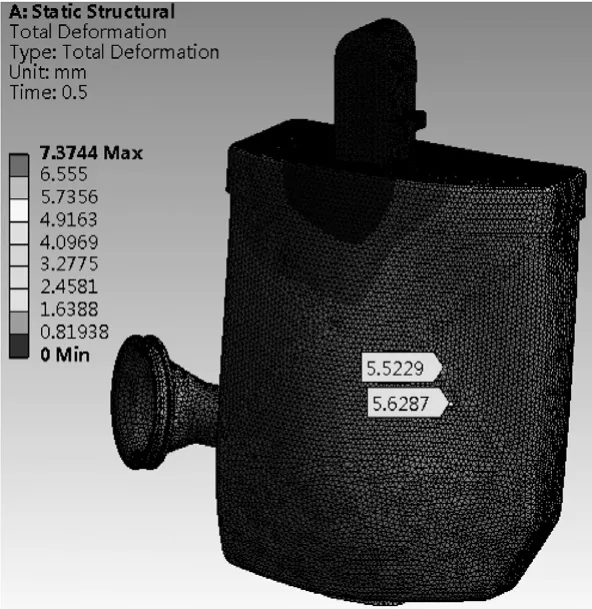
图1 应力应变云图

图2 应力应变云图
2 改善方案验证
2.1 仿真验证
通过扩大泄压孔直径及取消吸气胶套的方案降低产品壁面承压,同时为对比改善方案前后壁面承压效果,建立了改善前后仿真模型;设置相同的边界条件:产品外壳压力为2.4 Mpa,吸气管入口压力为0 Mpa,最大压差为2.4 Mpa。
结果分析:改善前泄压口直径1 mm*2,外壳与内腔压力差约0.72 Mpa,改善后吸气消音器泄压孔直径2 mm*2,外壳与内腔压力差为0.08 Mpa ;通过以上方案降低了原方案壁面承压的88.9 % ,极大的降低了对产品壁面压力,保证了充足的强度裕量。
2.2 极限过程模拟试验方案验证
对工艺管充高压2.4 Mpa时,吸气管为大气压(即吸气口直接与大气互通),此时消音器压力差最大,吸气胶套在压机腔体内高压作用下紧贴在壁面内表面,同时产品只有通过消音器底部两个泄压孔泄压,当泄压不及时形成高压就会造成薄弱环节破裂;
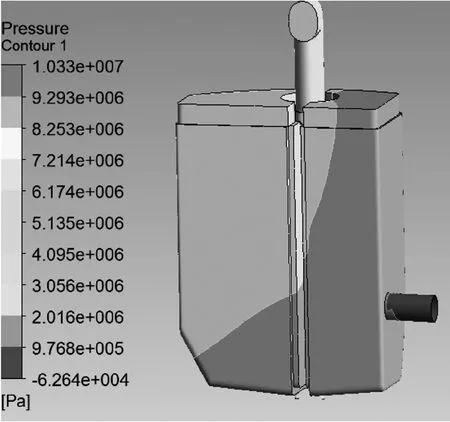
图3 改善前应力应变云图
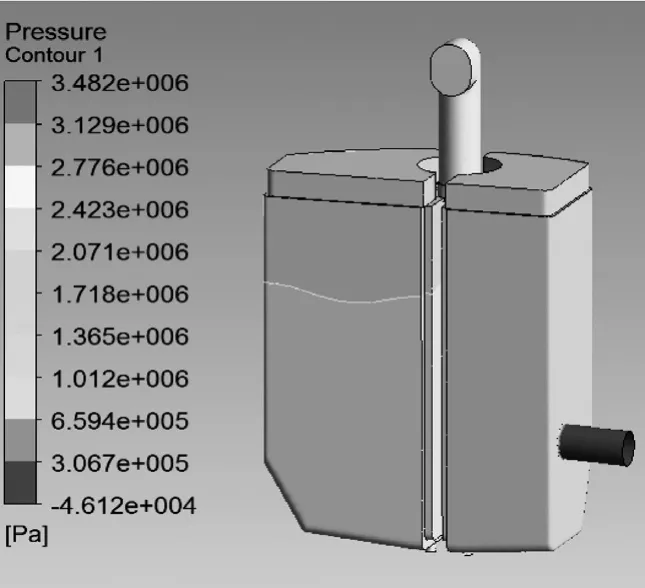
图4 改善后压力应变云图

图5 试验过程

图6 试验结果
结果分析:通过对6台直径2 mm泄压孔吸气消音器产品承压试验验证,6台吸气消音器外壳均无破裂发生;
2.3 运输试验验证,见图7

图7 试验条件
振动试验方法:施加上下、左右、前后三个方向振动进行测试;试验台数:5台。
结果分析:以上运输试验全部完成后,检查拆解观察样品状态:
1)试验后样机外观检查各零部件无异常,外观完好。
2)分解检查消音器部件,尤其对强度最薄弱区域确认无破裂,变形等不良缺陷发生。
3 结论
本文主要结合产品品质问题点其中一种优化设计讨论了吸气消音器的设计思路,并寄希望从产品工作原理及使用场景方向探讨一整套的可靠性评价方案[8],以达到减少甚至杜绝至客户端的产品品质问题的发生。
1)产品设计之初,为降低研发成本可通过数值仿真工具,初步验证分析产品结构强度薄弱点;一般这个环节需要确认产品受力情况(受力大小、受力位置等),有确定性的数据库后,才能做出更接近实际的仿真分析结果;本文产品受力应变位置与故障位置相近,因此提供了两种改善思路:①降低产品壁面承压;②改善产品材质;如改善方案选用第二种方案,那无论改善壁面结构还是增加薄弱处壁厚均提供了较准确的位置信息,缩短了再优化时间。
2)仿真验证与试验验证结合的可靠性验证方案,无论是吸气消音器壁面承压的仿真试验,还是极限过程的模拟验证及运输试验,均从结果上验证了在不增加材质壁厚或改变材质的情况下改善方案的正确性及可靠性;
本文可靠性验证方案有其不足之处,吸气消音器破裂承压可能是一种持久性的结果导致,因冰箱压缩机工作一般是持久性工作且工作环境高温潮湿,所以环境[6]对产品持久工作可靠性的验证工作,将是下一步的研究方向。
