静设备动态风险分级与检维修策略系统的应用
2022-12-25解志刚祝加轩张文泽
解志刚,祝加轩,王 波,张文泽,李 敏
(中国石油独山子石化分公司研究院,新疆 独山子 833699)
基于风险的检测(RBI)方法发展到现在只有20多年的时间,但是在行业中很快普及,并且获得了普遍的肯定。目前,RBI技术已经成为机械设备保养维修方案制订的重要基础,并已经实践证明作为一项可行的风险分析手段,有效保证了机械设备的安全运转,给公司经营创造了可观的效益,也受到了各大企业的一致赞誉。
在应用推广过程中,传统的RBI技术在风险控制方面表现出一定的局限性和缺陷[1]。这是因为它主要考察了压力容器和流体运动介质间的相互作用关系,而忽视了转动装置质量对静设备的影响和仪表联锁系统的可靠性对静装置质量的影响,没有考察装置在生命周期内的经济效益、科技情况及其工作状况的改变,也忽视了加工处理中原料的改变、运行工艺要求的改变以及各种因素对装置风险的影响,实施的维修策略针对性不强[2]。事实上,由于在役承压装置受安装状况和设置工况的共同影响,其风险也存在着明显的动态属性。
国内大量的高校学者和企业设备管理人员针对传统RBI的不足,研究开发出完整的静设备风险评价体系,并确定静设备动态风险评估技术方法和分级方案,根据设备等级情况确定检维修策略。静设备动态风险分级与检维修策略的应用降低了静设备运行和管理风险,减少了不安全隐患,合理利用了检验资源,提高了检维修效率。
1 静设备动态风险分级与检维修策略系统
静设备动态风险分级与检维修策略系统实施流程如图1所示。

图1 静设备动态风险分级与检维修策略实施流程
1.1 静设备动态风险计算
静设备的动态风险分类以及检维修策略体系的构建依据GB/T 26610规范,经过研发计算机软件[3],以实现对静态设备的RBI风险量化计算,并利用网络和数据库等技术收集了静态设备的基本资料数据,和影响静态设备风险数值的各种因素,如运行环境、工艺、腐蚀条件和故障/缺陷情况等,形成了风险计量-风险调整的静设备动态风险计算方法,并不断更新静态设备的当前风险数值,以实现设备的动态风险计算。
1.2 静设备的风险分级划分
根据机械设备危险性的计算结果,并根据机械设备危险性结果与丧失可行性,依据GB/T 26610.1《承压设备控制系统基于危险性的试验实现导则部分:要求和实现程序》,同时根据各公司机械设备管理体系的机械设备等级原则以及在项目管理过程中所提供的主要机械设备列表,可将机械设备等级区分为A级、B级和C级共3个级别,机械设备风险等级与丧失可行性以及已经丧失后果的具体对应关系如图2所示。
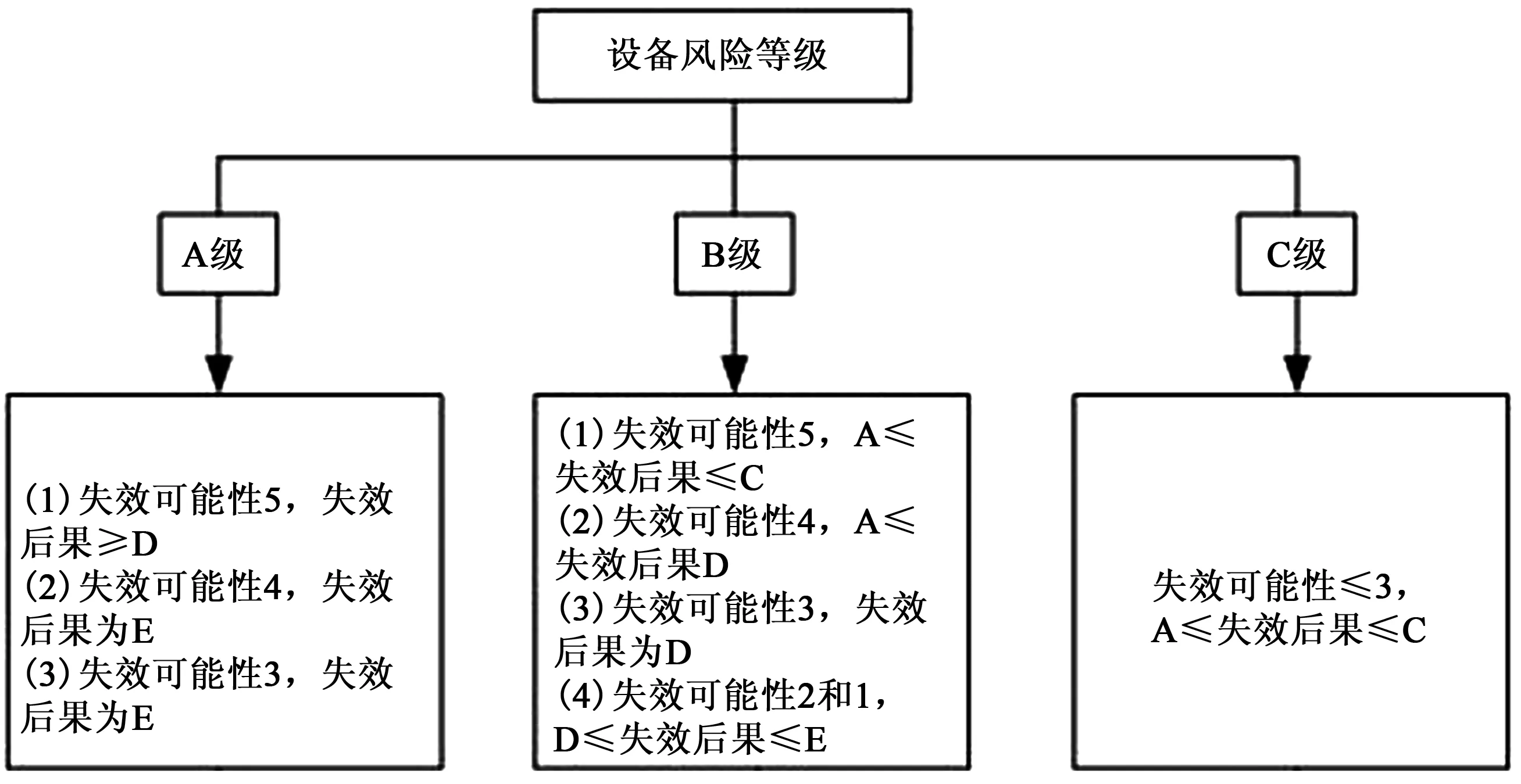
图2 静设备的风险分级划分
1.3 基于风险的静设备检维修策略
基于静设备的风险分级结果,从设备风险预警、数据监控信息管理、日常监管、腐蚀检查和检验检测等方面制定不同的管理和检验策略,建立静设备基于风险的检维修管理办法,协调设备检验周期,合理高效配置检维修资源。其中,主要包含如下两部分内容。
1.3.1 静设备的风险管理方法
设备风险控制的主要核心技术是基于风险的设备管理技术(Risk Based Management, RBM),因此,对经营风险的认识与管理工作要比降低和控制更为重要。把RBM方法运用在设备风险管理上,就是经过判断整体经营风险中必须加强的某个组成部分,从而采取相应的对策,可降低安全风险。静装置的完整性易受各种破坏原因的干扰而逐步下降,所以一般采用RBI工艺进行风险管理,同时该工艺为企业合理安排检测维修设备奠定了基础,并有助于企业不断提高装置的维修检测质量[4]。
1.3.2 基于风险的静设备检维修策略
检维修策略包含检验和维修2个部分,本文主要讨论的是静设备,因此检维修策略更加注重检验策略的制定和应用。
1)机械设备检测策略。根据机械设备风险分类结果、机械设备类别、损坏模型制定对机械设备的标准检测项目,具体内容包含:a.确认机械设备检测时间;b.规定了试验方式,及该试验方式对机械设备损伤模式的效果分级;c.机械设备的试验形式,一般是停机试验和在线检验,而容器材料与管路则分别考察。
2)设备维修策略。主要分为:a.关键设备腐蚀检测,根据单独石化企业的管理要求,针对关键部件给出了一般的损伤模式、可腐蚀部位及其监管规定;b.法兰垫块的选择,提供了容器与管路的垫块选择原则,在容器法兰与管法兰出现泄漏时,或根据易出现泄漏地区,快速提出可供选择的垫块种类;c.历史数据管理,主要基于存储设备的风险数据与检测情况、试验数据等,方便在下一次制订检测对策及日常维护中查询,准确了解仪器设备的测试状态;d.同类设备失效案例,考虑到已有同类装置的运行情况,将同类装置中的设备故障/失效情况作为参考信息,供设备维修使用[5]。
1.4 小结
通过上述3个模块组成了静设备动态风险分级与检维修策略系统,该系统已经在多个企业中成功应用,并取得了明显的效果。
2 某化工厂乙烯车间加氢装置静设备动态风险分级与检修策略的应用
利用上述静设备动态风险分级与检维修策略系统对某化工厂乙烯车间加氢装置的静设备进行动态风险分级并制定检验策略。
该装置共有压力容器和压力管道评价单元共670个,风险计算结果如图3[6]所示。

图3 风险评估矩阵与统计
通过对静设备的损失计算,并充分考虑电气设备使用、技术、腐蚀性和失效/损坏等因素以及对电气设备损失的修正措施后,对电气设备进行了分类,并提出适当的检验对策,以管道为例,检验策略如图4和图5所示。
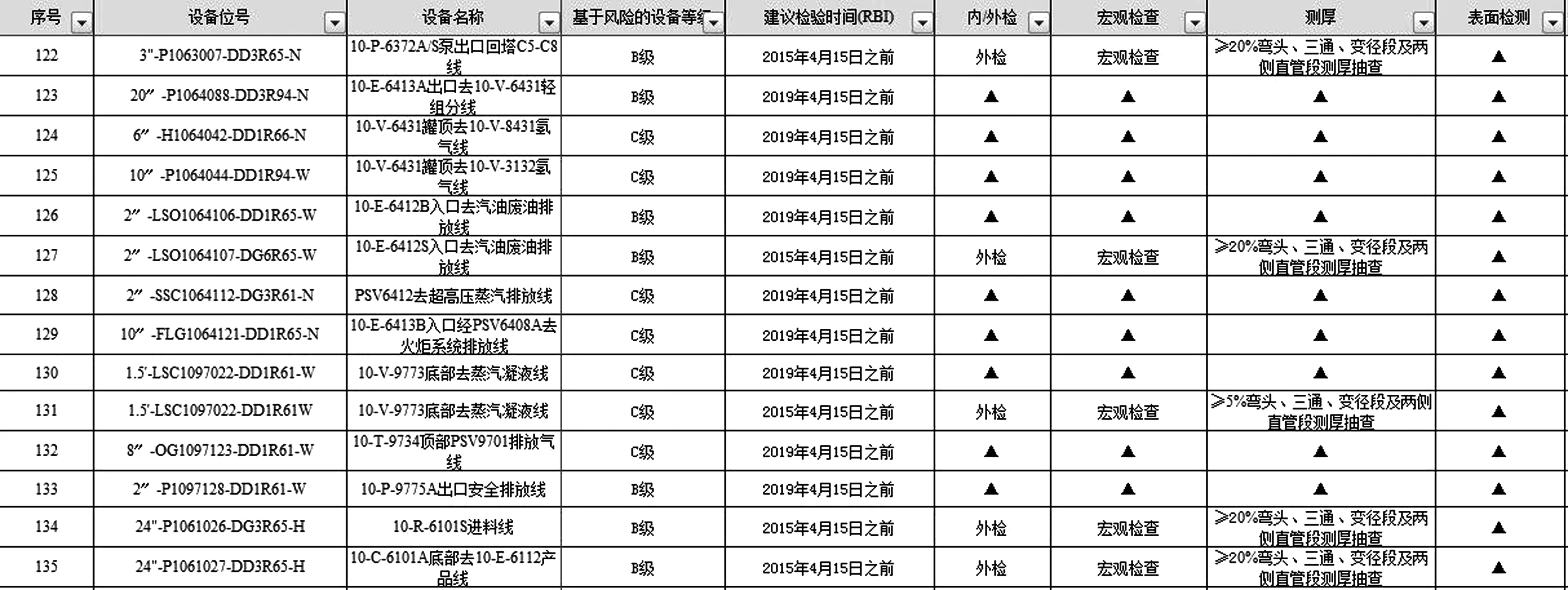
图4 装置管道检验策略汇总
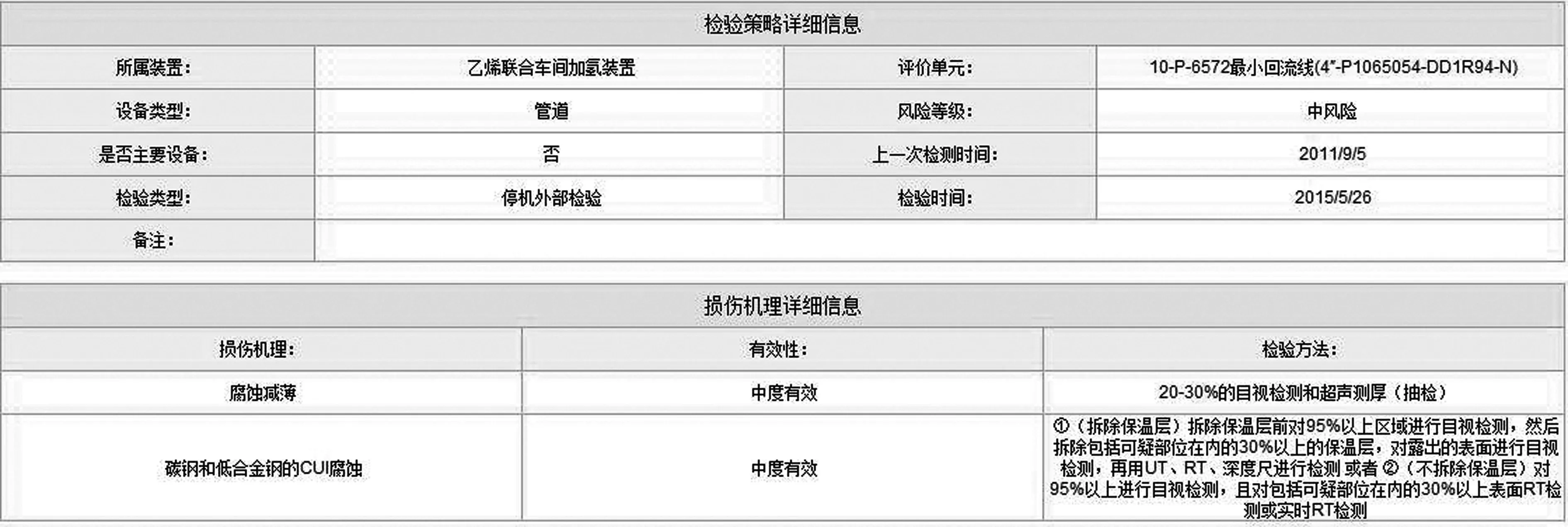
图5 单条管线的检验策略详细信息
2.1 设备动态风险计算及分级管理的应用
该装置设备中的F101主火口过滤器,在其工作过程中腐蚀速度发生了变化,应用该系统成功应对了设备的风险变化。
2.1.1 F101主火嘴过滤器的风险计算及分级情况
F101主火嘴过滤器的设备编号为A-102A,依据该设备的基础数据计算出的风险值如图6所示,计算结果为低风险。

图6 F101主火嘴过滤器风险值
根据设备的风险计算结果对该设备进行评级。该装置的损坏可能性为1,损坏结果为A。根据分类准则,该装置的级别为C类(见图7)。

图7 F101主火嘴过滤器设备分级
2.1.2 F101主火嘴过滤器的腐蚀速率监控
2021年12月由于工艺原因,该设备的腐蚀速率突然上升到0.9 mm/年,系统中的腐蚀监控模块将记录该值(见图8)[7]。
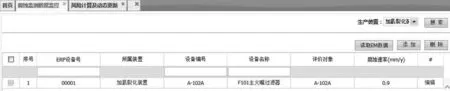
图8 主火嘴过滤器的腐蚀速率监控
2.1.3 风险修正及设备风险升高原因
F101主火嘴过滤器的腐蚀速度突然增加后,对设备的风险程度也随之发生了变化,对设备的损坏风险由原先的1上升为4,对设备的风险也由低风险上升为较高风险(见图9)。
设备风险水平上升后,相应的设备的风险等级由C级升高为B级(见图10)。

图10 设备等级变化
同时,该软件也提供了设备等级变化的详细因素(见图11),通过比较设备的各个参数后,在图表中便可发现,导致设备损坏可能性增加的主要因素为设备的破坏速度从0.02 mm/年转变为0.9 mm/年,说明了该软件能够真实地反映出工艺要求发生变化时设备的风险状况。

图11 设备风险变化原因分析
2.2 检验策略的实施效果验证
以2019年8月该装置停工检修中发现的问题为例,验证了本系统中基于风险的设备分级与检验策略制定的合理性。
以表1中列出的2台容器为例,基于设备风险值制定的检验策略如下。

表1 设备检验策略
在实际检验中,乙烯联合车间加氢装置中上述设备发现的问题如下。
1)二段加热器(10-E-6412B):外部PT检测发现北侧接管存在一处长约4 mm的裂纹,宏观检查发现南侧封头存在一处机械损伤,设备材质为0Cr18Ni10Ti。对2处缺陷打磨1.5/2.0 mm后消除并圆滑过渡。
2)二段加热器(10-E-6412S):外部PT检测发现中间环缝南下方向存在一处长约5 mm的裂纹,对该裂纹打磨消除并圆滑过渡。
由此可以看出,该系统制定的基于风险的设备检验策略在设备停机检验中很好地预测了设备的损伤情况。
2.3 小结
综上所述,静设备的动态风险分级及检维修策略体系在成套安装设备风险计量、设备的动态分级管理、风险预警及影响因素分类和现场应用等方面都有着自身的优点,基本完成了设备的动态风险评估和风险警示;制定的检维修策略有很强的针对性,较高的科学性。可以帮助管理者和技术人员根据需要进行设备管理和维护,现场应用也取得了较好的效果。
3 静设备动态风险分级维修策略系统应用前后的效果分析和应用比较
3.1 检验内容分析
表2给出了静设备动态风险分级的检验与传统定期检验内容的分析。
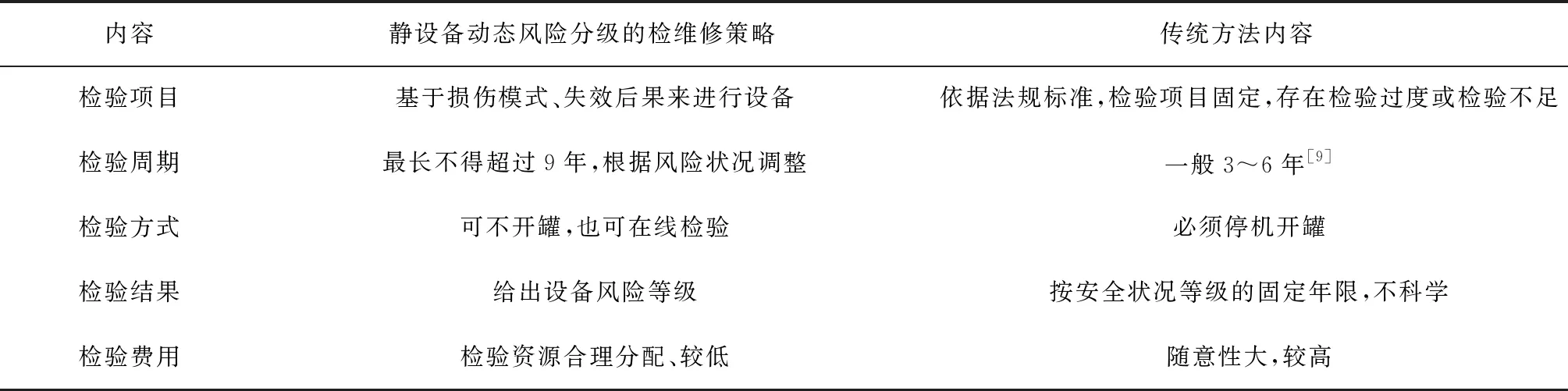
表2 静设备动态风险分级的检维修策略与传统方法内容的分析
3.2 检验工作量分析
基于风险的检验与传统检验方法的工作量对比(见图12):检验量相同时,基于风险的检验的风险要小于传统检验模式的风险;同样的风险水平时,基于风险的检验的工作量要小于传统检验的工作量。
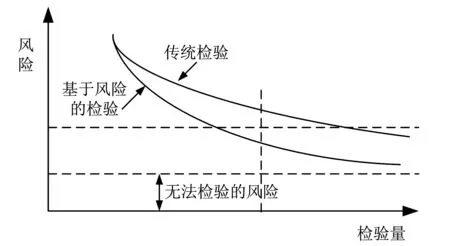
图12 2种检验方法的检验量与风险之间的关系
检验量与检验费用的关系如图13所示,随着检验量的增加,设备可能产生的风险损失减少;通过基于风险的检验,可以找到一个可接受的风险损失与检验量的平衡点,即成本与效益的最优点。

图13 检验量与检验费用之间的关系
以本装置容器检验为例,利用本文系统中的检验策略制定检验方案,分别从设备检验数量、UT检测焊缝长度、MT检测焊缝长度、PT检测焊缝长度、测厚点数、硬度抽查点数等方面进行比较,比较结果见表3。由表3可知,静设备动态风险分级的检验后,设备的检验比例明显下降,设备检验数量、UT检测焊缝长度、MT检测焊缝长度、PT检测焊缝长度和测厚点数基本控制在传统检验方法的50%左右,工作量减少至传统检验方法的一半。因此,实施基于风险的检验后,大大地降低了检验工作量,节省了检验时间。

表3 容器检验工作量分析
3.3 系统在乙烯裂解装置汽包设备的应用对比
以乙烯厂裂解装置汽包为例,将传统RBI与本文系统进行应用对比,汽包由封头、筒体、人孔、接管、内件等组成。主要参数见表4。

表4 汽包主要结构和性能参数
应用传统RBI对裂解装置汽包的风险计算过程中考虑了汽包的运行工况,计算结果如图14所示。依据设备分级原则,在评估时间点汽包风险等级为低风险关键设备,将汽包归为C级设备(见图15)。

图14 汽包运行数据

图15 汽包风险计算结果
对于C级设备,可以采取抽检的方式,即该设备可以依据其风险水平延期检验,这是符合现行法规要求的。乙烯裂解装置的汽包属于关键设备,因此依据基于静设备动态风险分级与检维修策略系统,制定的检验策略分为标准检修项目和特殊检修项目,具体制定过程如下。
1)传统RBI的标准检验项目。
依据风险计算结果,该设备的潜在损伤模式为减薄(见图16),针对该类损伤模式采取的技术方法是宏观检查和超声测厚。
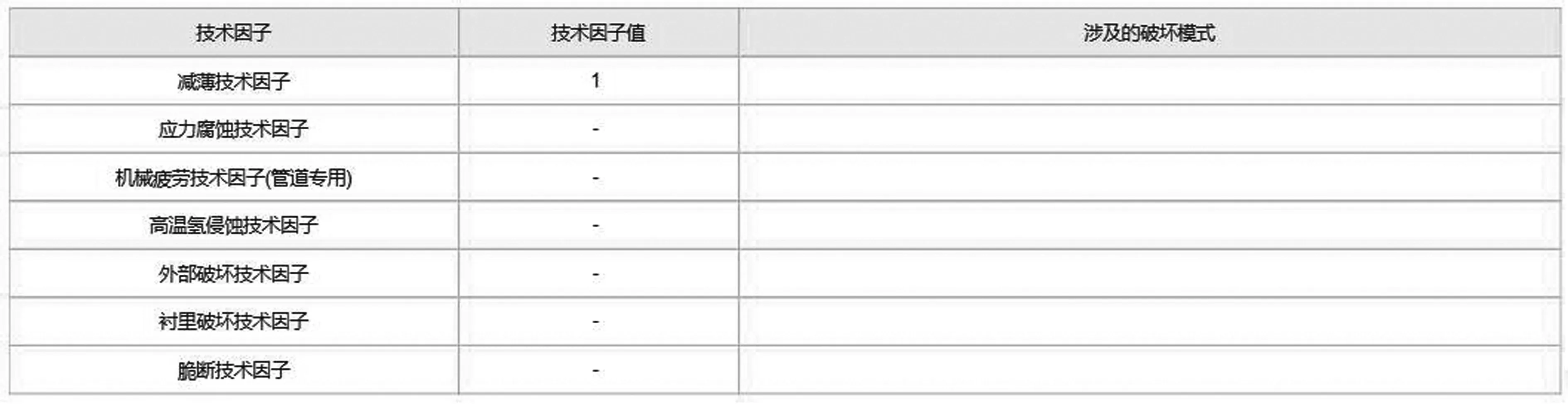
图16 汽包损伤模式
2)本文系统指定的特殊检验项目。
汽包材质为13MnNiMoNbR,钢的碳当量接近0.6%,该材质热影响区淬硬性倾向较大,而且因钢板较厚,焊接的拘束应力较大,焊接过程中若预热和保温措施不当,易产生冷裂纹,尤其是接管部位。参考同类设备的失效案例库和裂解装置的运行情况,汽包在实际运行中存在着压力和温度波动,因此在焊接部位存在产生裂纹的潜在危害。鉴于此,对于汽包采取增加无损检测的项目,即30%焊缝磁粉检测和30%焊缝超声波检测。最终得到的汽包检维修策略如图17所示。

图17 汽包检验策略
采用本文系统,在大修期间对乙烯厂裂解装置的汽包进行了检验,检验过程中发现:汽包经磁粉检测,进水管、上升管、降液管角焊缝存在多处裂纹(见图18)。随后扩大了同一回路中的设别检验范围,检验后发现裂解装置剩余7台汽包经磁粉检测,均发现进水管、上升管、降液管角焊缝存在多处裂纹。最后,对浅层裂纹打磨消除并圆滑过渡,对打磨后深度超过4.5 mm的凹坑进行补焊,所有裂纹全部消除。

图18 汽包内部典型裂纹形貌
汽包检验后对其风险进行了再评估。首先,将大修期间的汽包检验结果更新到系统中,虽然汽包风险值处于低风险,但鉴于其在检验过程中发现的问题,建议在运行过程中对汽包加强监管,注意其温度、压力波动情况。
3.4 小结
通过分析和对比可以看出,静设备动态风险分级的检维修策略有如下优点[10]。
1)在风险评价流程中充分考虑了设备损害模型和损害结果,将检测策略制订为可以更有针对性,并根据设备损害模型选择检测方式检出设备缺陷,从而增强了监测实效性,有效较少了隐患。
2)在设定试验期限上拥有更大的灵活性,能够针对设备实际状况,按照风险等级弹性地选择试验期限,提高了检维修效率。
3)在检测方法上,部分高风险和中高风险装置能够采用不停车在线检测方法,减少了设备风险,缩短了停工检测时间,节省了生产成本,提高了制造效益。
4)采用计量装置剩余寿命的方法设定检测时间,可使设备检测周期和试验时间一致,降低了检测成本。
4 结语
静设备动态风险分级与检测及维修策略管理系统的使用,能够建立符合要求并与设备长周期运营管理模式相适应的静态设备检测周期与管理策略,有效减少了静态设备的管理风险,从而减少了重大安全隐患,有效缓解了设备检修期间停工日期和检查工作任务之间的冲突,使设备检查工作更具有针对性与有效率,并且节约了设备检测与辅助配合经费,从而减少了设备检测时间,提升了检测效果,减少了企业成本,从而产生了良好的经济效益。