钢混组合梁箱体栓接新工艺研究及应用
2022-12-21谢晟德
谢晟德
(青海省海南天和路桥工程有限公司,青海 海东 810699)
0 引言
近年来,钢混组合梁在我国城市立交桥梁及建筑结构中得到了越来越广泛的应用,并且正朝着大跨方向发展。钢混组合梁在我国的应用实践表明,其兼有钢结构和混凝土结构的优点,适合我国基本建设的国情,是未来结构体系的主要发展方向之一[1]。而钢混组合梁的连接方式对钢混组合梁的结构和性能有着直接影响,该文主要阐述钢混组合梁栓接的工艺流程和方法。
1 依托项目概述
乐都枢纽互通立交位于海东市乐都区东岗村,是连接该项目与G6京藏高速公路的T型枢纽互通立交,并预留未来向北延伸的条件,与G6京藏高速交叉桩号为JZK1747+933.778。该互通包括A、B、C、D、X、Y匝道、京藏高速主线,如图1所示[2]。
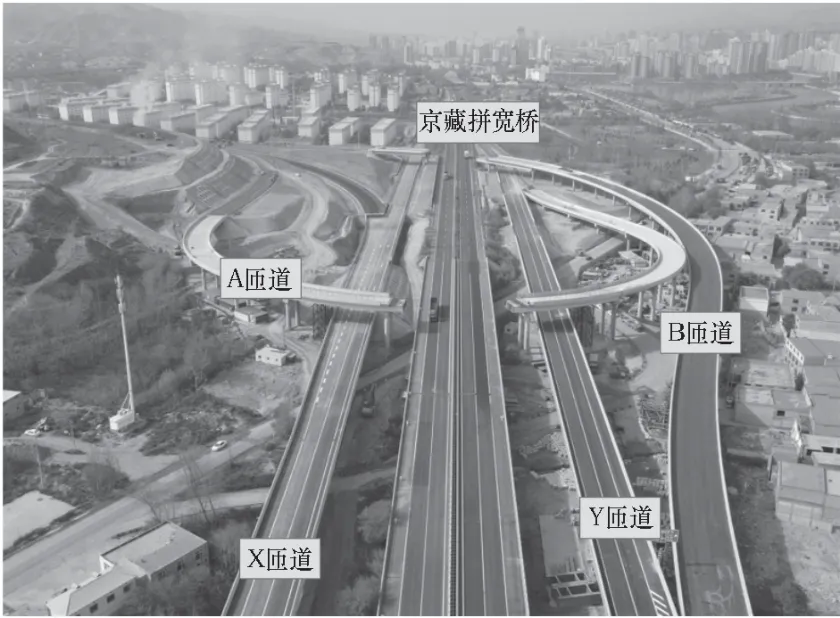
图1 乐都枢纽桥梁布置图
2 栓接工艺要求
(1)该项目箱体栓接位置采用内外两块连接板通过M24高强螺栓连接顶底腹板,如图2所示。其连接孔为φ26的通孔,为保证整桥连接的准确性,采用一半厂内打孔,一半现场配孔的工艺方式,这种工艺方式有利于现场箱梁拼装和调整,利于整桥连接。

图2 箱体连接示意图
(2)根据吊装顺序将连接板点焊在箱体端头,使箱体与连接板同时吊装,省去后续吊装连接板的工作。在吊装完成后对整桥箱体间隙进行调整,再将位置有误差的连接板调整好,准备成桥连接。
此方式大大节省了后续连接板安装的工期以及人工投入,并且连接板点焊在箱体上有利于箱体定位和吊装,方便现场施工。箱体吊装如图3所示。

图3 箱体吊装示意图
3 栓接工艺流程
在吊装完成后,对两梁之间进行栓接配孔并用螺栓连接,流程如下:
(1)箱体配钻。使用磁力钻对箱体顶底腹板参照连接板上已有孔位进行配钻,要求内外连接板的孔位偏差≤2 mm,使得梁端间具有栓接条件,并使用气枪对每个孔进行铁削清理,清理螺栓孔内的铁削。
(2)穿螺栓。该次使用的螺栓是强度为10.9 s的高强螺栓,按照设计每个螺栓配备两个平垫片。最终完成栓接样式如图4所示。

图4 螺栓连接完成图片
(3)紧螺栓。根据设计图纸要求,该项目使用10.9级M24高强度螺栓,螺栓紧固力为225 kN。
M24高强度螺栓拧紧力矩计算公式为:

式中,d——螺纹公称直径(mm);F——预紧力(N);K——拧紧力系数(拧紧力系数参考表1)[3]。

表1 拧紧力系数表
根据钢混组合梁表面要求可得知,拧紧力系数K选用无润滑的一般加工表面,即K=0.18~0.21,而预紧力K=225 kN,d为24 mm,则可得:
T=K×F×d=(0.18~0.21)×225×24=972~1 134 Nm
计算可得,螺栓扭矩选用972~1 134 Nm范围内均为合格,按照扭矩螺栓规范,螺栓扭矩不允许一次拧紧完成,故使用两次扭紧,初扭选择600 Nm,终扭选择1 100 Nm[4]。拧紧方式如图5所示,最终连接成果如图6所示。

图5 电动扭矩扳手拧紧底板螺栓

图6 完成终扭的顶底腹连接螺栓
(4)用数显扭矩扳手对螺栓扭矩进行检测,如图7所示。
由图7可读检测扭矩为1 075 Nm,符合计算书结果972~1 134 Nm要求。该次施工共计2 880颗螺栓,抽检10%,合格率为81.5%[5],施工螺栓扭矩符合设计要求。

图7 检测数据
(5)高强螺栓安装工艺及方法:
1)当钢箱梁吊装到指定位置后,使用高强螺栓对钢箱梁进行临时固定,连接面不可有杂物和污渍(如图8所示)。

图8 连接面杂物清理
2)高强螺栓安装施工时,箱梁表面必须保持干燥,不得在雨雪天气行安装施工。
3)装配和紧固接头时,应严格遵守由中间向四周扩展的顺序,执行初拧、复拧、终拧施工工序,每遍拧紧都应对已经拧紧的螺栓进行标记,避免漏拧的情况发生。当高强螺栓群施工遇到有死角时候(扭矩扳手无法施拧的地方),采用套筒扳手进行施拧。
4)高强螺栓初拧后须对每个螺栓用敲击法检查,检查出的问题处理完成后,方可按照原来的步骤进行初拧和终拧,初拧到终拧必须在一天之内完成。终拧完成后,按螺栓总数的5%,采用螺母退扣检查,当天拧好的螺栓应当全部补拧,超拧者应该更换。
5)为避免钢板厚度偏差或者制作误差造成的钢板安装间隙,高强螺栓安装时应保证钢材表面无浮锈、污渍等,摩擦面应平整光滑。出现间隙应按表2的方法进行处理。

表2 高强螺栓间隙处理方法
4 BIM辅助工艺技术
在深化图纸阶段,对钢箱梁进行建模,在三维模型中,直观地模拟施工过程,对施工过程栓接定位做到把控,用图纸掌控高精度施工,将误差降到最低。具体如图9~11所示。

图9 BIM建模对栓接桥梁加工工艺辅助一
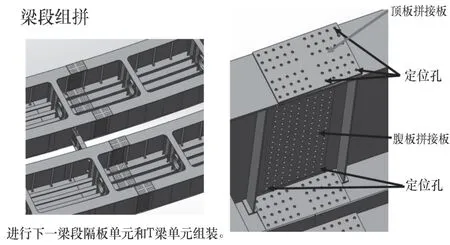
图10 BIM建模对栓接桥梁加工工艺辅助二

图11 BIM建模对栓接桥梁加工工艺辅助三
5 结论
栓接桥梁有着焊接桥梁不具有的特性和优势,栓接桥梁对于钢混组合梁加工的精度要高于焊接桥梁,对钢混组合梁加工工艺提出了更高的要求。但有BIM辅助钢混组合梁加工,完全可以在深化图纸环节满足工艺标准,栓接桥梁凭借施工优势更能占据市场。该文借助施工过程对栓接工艺进行分析,供钢混组合梁栓接施工参考。
