大厚度EH36双丝气电立焊焊接接头性能研究
2022-12-21王纳张宇赵孚秦亚飞
王纳,张宇,赵孚,秦亚飞
大厚度EH36双丝气电立焊焊接接头性能研究
王纳,张宇,赵孚,秦亚飞
(江苏省沙钢钢铁研究院有限公司,江苏 张家港 215625)
评价80 mm厚船板EH36的大热输入性能。采用控轧控冷方法试制了80 mm厚的大线能量钢板,并进行热输入量为700 kJ/cm的双丝气电立焊试验,用金相显微镜观察微观组织,用试验机测试接头的力学性能。焊接接头抗拉强度为542 MPa,焊接接头–40 ℃冲击功在59 J以上,根部粗晶区为焊接接头的韧性薄弱区,这与其根部散热慢有关。试制的钢板满足超大热输入要求,焊接性能优异。
双丝气电立焊;大热输入;焊接性能;组织
焊接线能量(单位长度焊缝的焊接热输入)越大,焊接效率越高,焊接钢板生产的难度也越大。目前,大线能量焊接技术主要用于高技术船舶及海洋工程装备等高端制造,如用于海上浮式生产储卸油船(FPSO)、深海油气钻井平台及海上大型风电安装、大型极地船舶及超大型集装箱船制造等。另外,还可用于大型油气储罐、重载桥梁、高层建筑钢结构等制造领域。随着以氧化物冶金为核心技术的一系列钢铁材料的相继问世,其高效率、高质量的优点逐渐得到下游用户认可[1-3]。
当钢板厚度大于50 mm时,可采用双丝气电立焊方法实现单道次成型,与传统焊接方法的多层多道成型相比,焊接效率可提高数10倍。一般双丝气电立焊的焊接热输入大于400 kJ/cm,随着热输入的提高,焊接粗晶区在高温区的停留时间会延长,焊后冷却速度会减小,这将粗化焊接热影响区的组织,从而恶化焊接热影响区的冲击性能。焊接线能量在300 kJ/cm以下时,可实现厚度30 mm以下钢板的单道次焊接,其常用的焊接方法包括三丝埋弧焊(FCB)、气电立焊(EGW)和电渣焊等。由于在焊接过程中焊接热影响区在高温阶段停留时间长,组织容易粗化,因此焊接热影响区的低温冲击韧性会显著恶化[4]。
以SHTT(Shasteel High HAZ Toughness Technology)为代表的“第三代氧化物冶金技术”[5],通过利用氧化物颗粒来抑制奥氏体晶粒长大,改善了热影响区的低温韧性。以此技术为基础开发的大线能量焊接钢板已经实现工业应用。但当焊接线能量超过300 kJ/cm时,现有技术存在局限性,因此要实现300 kJ/cm以上的超大线能量焊接钢板需要另辟蹊径,以改善焊接热影响区的低温韧性。以NT M−WAP(New route to improve Toughness of weld joint by synergetic use of Wire, Arc and Plate)为代表的“新一代氧化冶金技术”[6],应用了钢板、焊接工艺和焊接材料同步开发的新思想。氧化物冶金技术的核心目的是改善焊接热影响区的韧性,即在较大的线能量焊接条件下,如何确保焊接接头的性能,尤其是焊接热影响区的韧性。在钢板的焊接制造中,焊接热影响区的性能除了受到母材成分和质量的影响外,还受到焊丝、焊接工艺(或焊接方法)的影响。例如,在焊接过程中,焊接熔池中一部分元素可以远程扩散到焊接热影响区,从而影响局部区域的性能;在焊接工艺中,可以通过电弧摇动或摆动来增加填充量,而不是传统的仅仅通过增加线能量来提高焊接效率。从整个焊接接头的质量控制来看,钢板、焊丝和焊接工艺起着同样重要的作用,缺一不可。
在国外,日本新日铁和JFE、韩国浦项制铁等行业领先企业,开发出了可满足300 kJ/cm线能量焊接的钢板,但焊接接头性能不稳定。国内某些大型钢铁企业,开发出了可在300 kJ/cm以上线能量下进行焊接的钢板,但存在钢板质量欠稳定和适用焊接线能量范围窄等问题。江苏沙钢集团有限公司开发的大厚度EH36船板在焊接热输入大于700 kJ/cm时,焊接热影响区仍能表现出优异的低温冲击韧性。对江苏沙钢集团有限公司开发的80 mm厚EH36船板进行了焊接线能量达到725 kJ/cm的双丝气电立焊试验,并对接头的组织及力学性能进行了详细分析,以评测其焊接性能。
1 试验材料及方法
1.1 母材成分及力学性能
试验用钢的制备经过铁水预脱硫处理、180 t转炉炼钢、钢包精炼、RH真空脱气等工业生产过程,连铸成320 mm厚板坯。坯料经过TMCP M−ACC轧制成80 mm厚度的成品船板EH36,其化学成分见表1。
对于低合金高强结构钢,在大线能量焊接热影响区(HAZ)常常伴有脆性断裂单位M−A岛的生成,较低的C、Si和Nb含量可改善M−A组元的生成,组合使用可显著降低M−A形成的几率,从而提高焊接热影响区的冲击韧性。B是容易偏聚晶界的元素,也是有效抑制晶界铁素体(GBF)和侧板条铁素体(FSP)相转变的元素,在焊接热循环的加热过程中,原有的TiN粒子会发生溶解,释放出来的自由N原子在随后的冷却过程中来不及重新与Ti结合析出,从而影响冲击韧性,B的添加可吸收这部分自由N原子,并能在随后的冷却过程中以BN析出。这一方面消除了自由N原子对冲击韧性的不利影响,另一方面形成的BN也可以作为晶内铁素体形核的质点,促进晶内铁素体的生成,从而提高HAZ的韧性[5]。
钢板轧制在厚度5 m板轧机上进行,连铸坯料经过TMCP M−ACC轧制成厚度80 mm的钢板。轧制过程中的精轧终轧温度小于等于850 ℃,厚度压缩比≥2,冷却过程中的终冷温度≤650 ℃,冷却速度为8~20 ℃/s。钢板的金相组织见图1,力学性能见表2,可以看出,钢板组织主要由多边形铁素体(PF)和珠光体(P)组成。
表1 试验钢化学成分
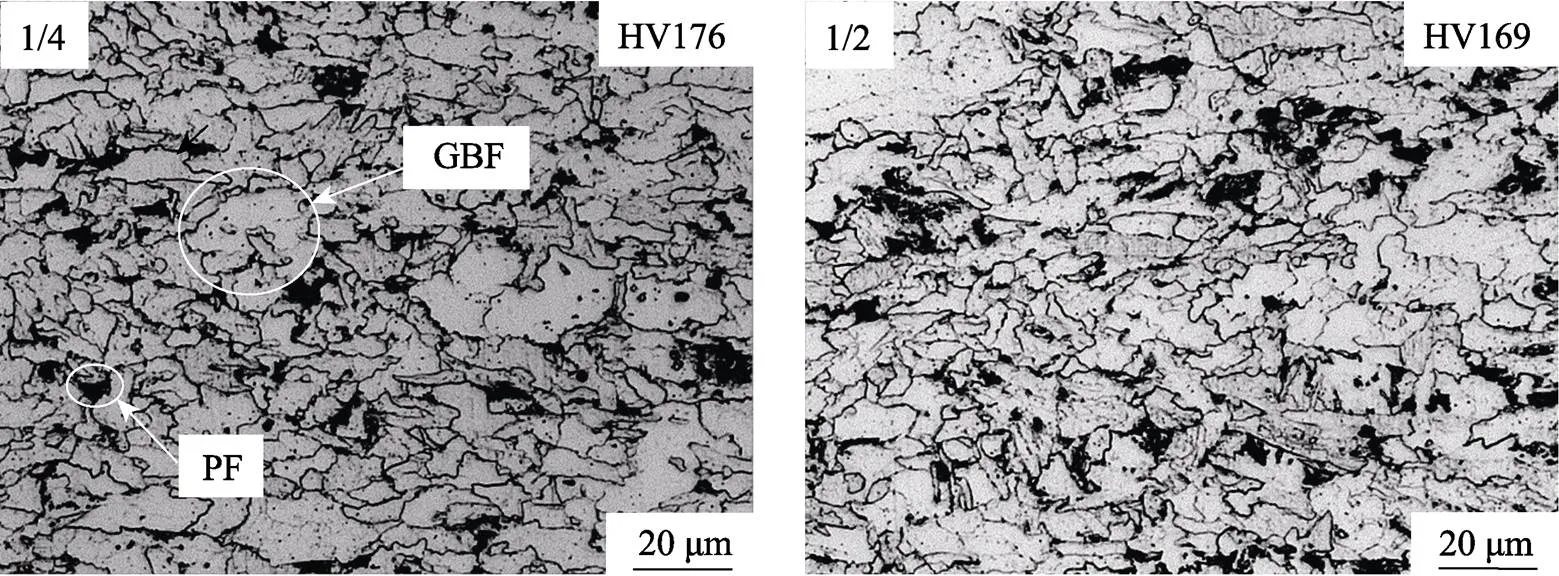
图1 试制钢板轧后显微组织
表2 试制钢板轧后力学性能

Tab.2 Mechanical properties of the hot rolled plates
1.2 焊接方法及参数
双丝气电立焊用焊接试板尺寸为1 000 mm× 350 mm×80 mm,坡口角度为20°,根部间隙为8~ 10 mm,焊前无预热,焊后无热处理,药芯焊丝为自研牌号(委外定制)。焊接工艺中加入了电弧控制技术,提高了焊接质量和背部成型,焊接热输入为725 kJ/cm。
1.3 试验方法
焊接接头经研磨抛光后用4%硝酸酒精腐蚀,使用光学显微镜(OM)分析其显微组织。焊接接头的冲击和拉伸测试分别参照GB/T 2651—2008和GB/T 2650—2008进行,冲击试验在ZBC3452–A摆锤式冲击试验机上进行,维氏硬度测试采用10 kg载荷。
2 焊接接头组织及力学性能
2.1 焊接接头低倍形貌及组织
对焊后试板进行无损检测,未发现气孔、裂纹和未熔合等缺陷。80 mm厚双丝气电立焊接头的低倍形貌见图2a,焊缝的上表面宽度为41 mm,下表面宽度为20 mm。80 mm厚钢板单道次成型,大幅度提高了生产效率;80 mm厚双丝气电立焊接头的低倍组织见图2b,可以看出粗晶热影响区(CGHAZ)宽度约为1.4 mm。
2.1.1 CGHAZ组织
CGHAZ表面和根部的微观组织见图3,其主要由GBF、晶内多边形铁素体(IPF)和晶内针状铁素体(IAF)组成。焊接接头表面GBF与IAF的体积分数分别约为13%和80%,最大奥氏体晶粒尺寸约为250 μm;焊接接头根部GBF与IAF的体积分数分别约为25%和65%,最大奥氏体晶粒尺寸约为400 μm。与表面相比,根部散热慢,原奥氏体晶粒尺寸相对粗大,GBF尺寸和比例大于表面[7-9]。
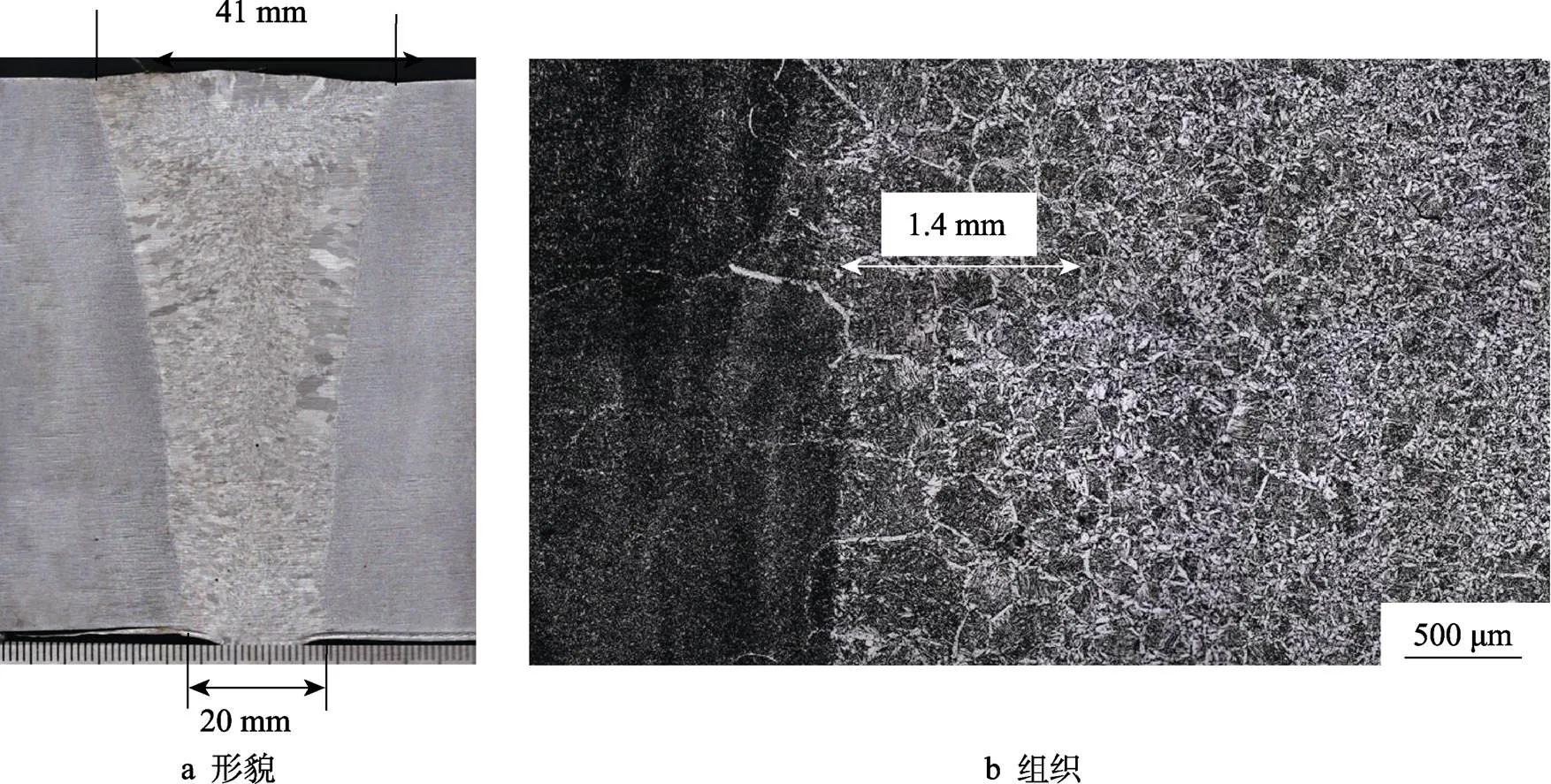
图2 接头横截面低倍形貌及组织
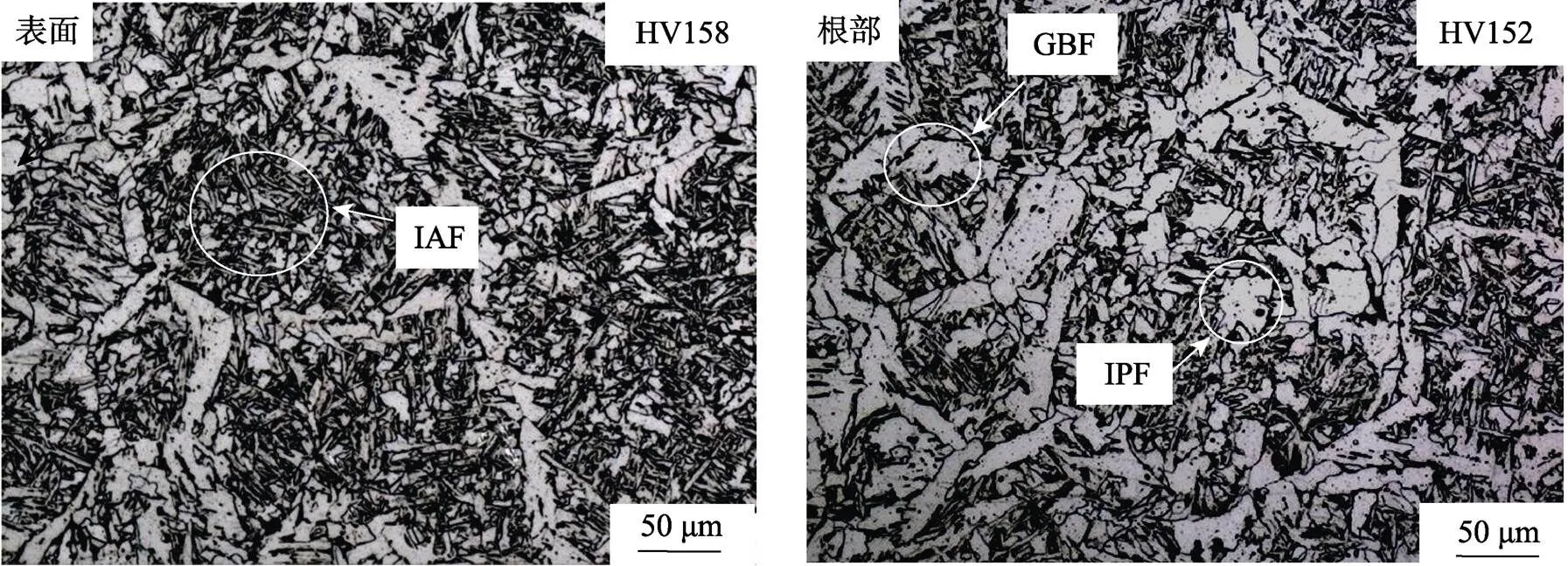
图3 CGHAZ组织
2.1.2 细晶区(FGHAZ)组织
接头表面FGHAZ微观组织由PF和P组成(图4)。其中,PF的体积分数大于85%,晶粒尺寸约15 μm,揭示了良好的韧性。
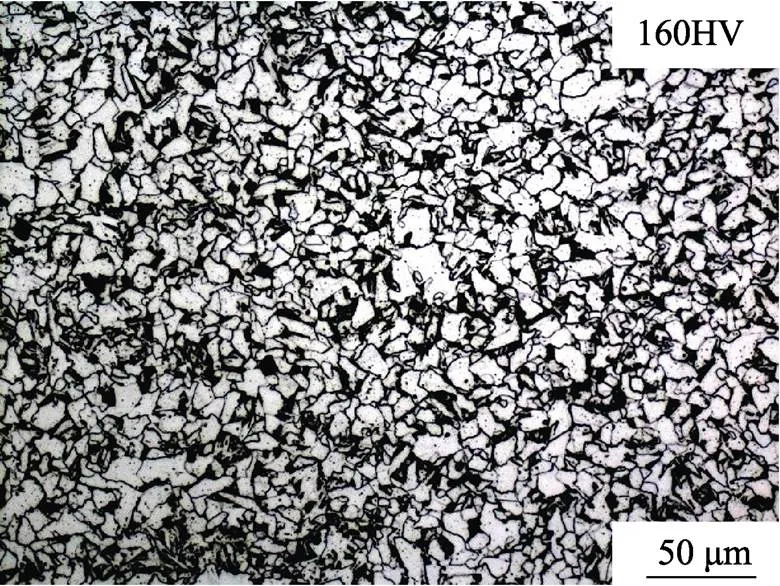
图4 FGHAZ组织
2.1.3 焊缝组织
接头表面焊缝组织由IAF和GBF构成(图5)。其中IAF的体积分数大于90%,从而保证了焊缝区良好的低温韧性[10-11]。
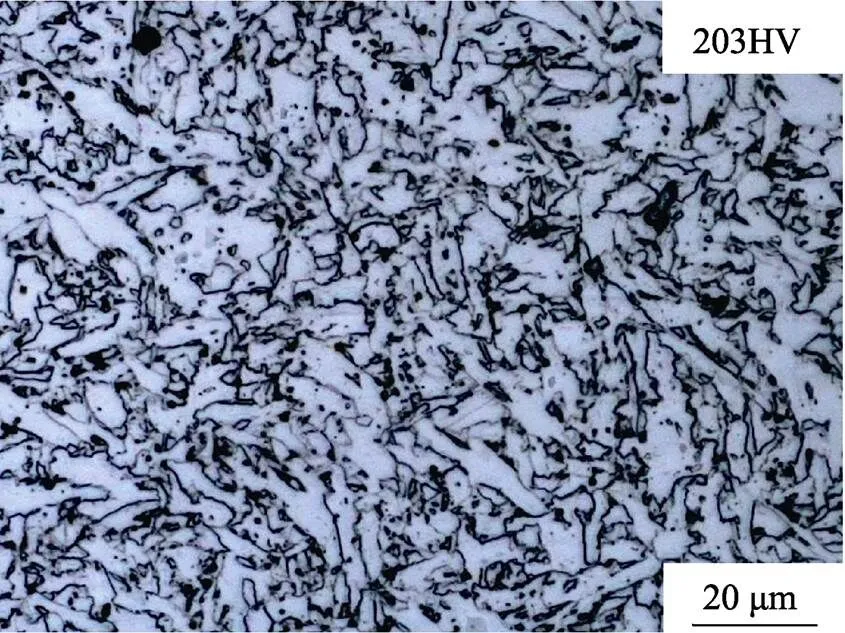
图5 接头焊缝组织
2.2 焊接接头力学性能
焊接接头的抗拉强度为542 MPa,断裂位置在母材处。沿焊接接头板厚方向,分别在表面、中心和根部取样加工进行并–40 ℃冲击试验,性能见表3。由表3可知,焊接接头最低冲击功为59 J,位于根部熔合线(FL)位置;根部FL附近冲击功低于表面和中心,焊缝(WM)位置冲击值低于热影响区(HAZ)。焊接接头中心厚度位置的硬度分布见图 6,可见焊缝处硬度值最高,为 198HV~205HV,母材处次之(硬度值>190HV);整个热影响区宽度为8 mm,硬度最低值为137HV。但鉴于热影响区较窄,因此在拉伸试验中,试样还是断在母材处,能够满足焊接接头的强度要求。
表3 焊接接头-40 ℃冲击功

Tab.3 Impact properties of the welded joint at –40 ℃ J
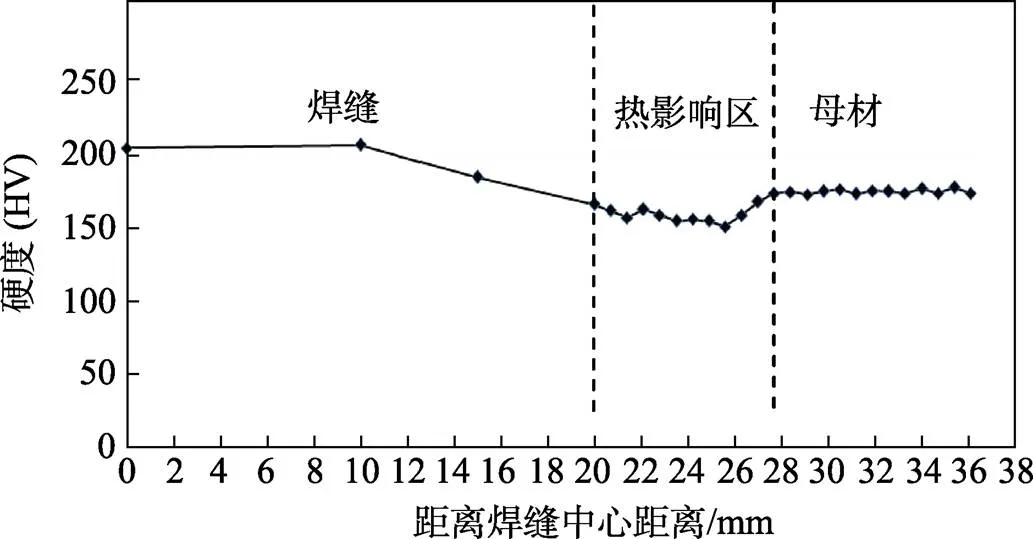
图6 接头焊缝硬度分布
3 讨论
3.1 断口形貌分析
CGHAZ为焊接接头冲击性能的最薄弱位置。图7为FL向外2 mm位置表面和根部的冲击断口形貌,其冲击值分别为173、70 J。表面的准解理断裂特征明显,可同时观察到准解理平面及韧窝,大尺寸断裂单元(虚线所示)尺寸约为250 μm,与图3a中原奥氏体晶粒尺寸相当,表明准解理断裂特征主要由该区域原奥氏体晶界处形核裂纹、扩展、断裂所引起[12-16],而断裂单元内的韧窝揭示的韧性断裂特征则由IAF和IPF引起[17]。根部同样呈现准解理断裂特征,大尺寸断裂单元(图7虚线所示)尺寸约为400 μm,与图3b中原奥氏体晶粒尺寸相当,但因根部低温冲击韧性低于表面,因此韧窝也较少。
3.2 夹杂物有益作用分析
已有报道[18-20]表明,合适尺寸的氧化夹杂物一方面可钉扎晶界,从而阻止高温条件下奥氏体晶粒长大;另一方面,在随后冷却相转过程中,可有效促进IAF形核[21]。在CGHAZ中夹杂物形核的IAF形貌见图8,该夹杂物的能谱分析图见9,其类型为“TiO− MgO−MnO复合型氧化物”。有研究表明[22],Ti/Mg复合氧化物粒子在有效抑制奥氏体晶粒长大而提高HAZ韧性的同时,也能充当焊后冷却相转变过程中的晶内铁素体形核质点的作用,两方面效果叠加有效抑制了粗大GBF和FSP的生成,提高了HAZ韧性。大量研究表明[23-24],在线能量小于等于150 kJ/cm的条件下,TiN粒子是有效奥氏体晶粒长大的抑制剂,但当焊接线能量进一步增加时,焊接接头熔合线附近区域在1 350~1 450 ℃高温区的停留时间将显著延长,使得大部分TiN粒子被溶解掉,从而失去抑制作用。因此,该技术采用了高温稳定性更好的Ti/Mg复合氧化物粒子,从而可以在更高的焊接线能量条件下有效阻止奥氏体晶粒长大。
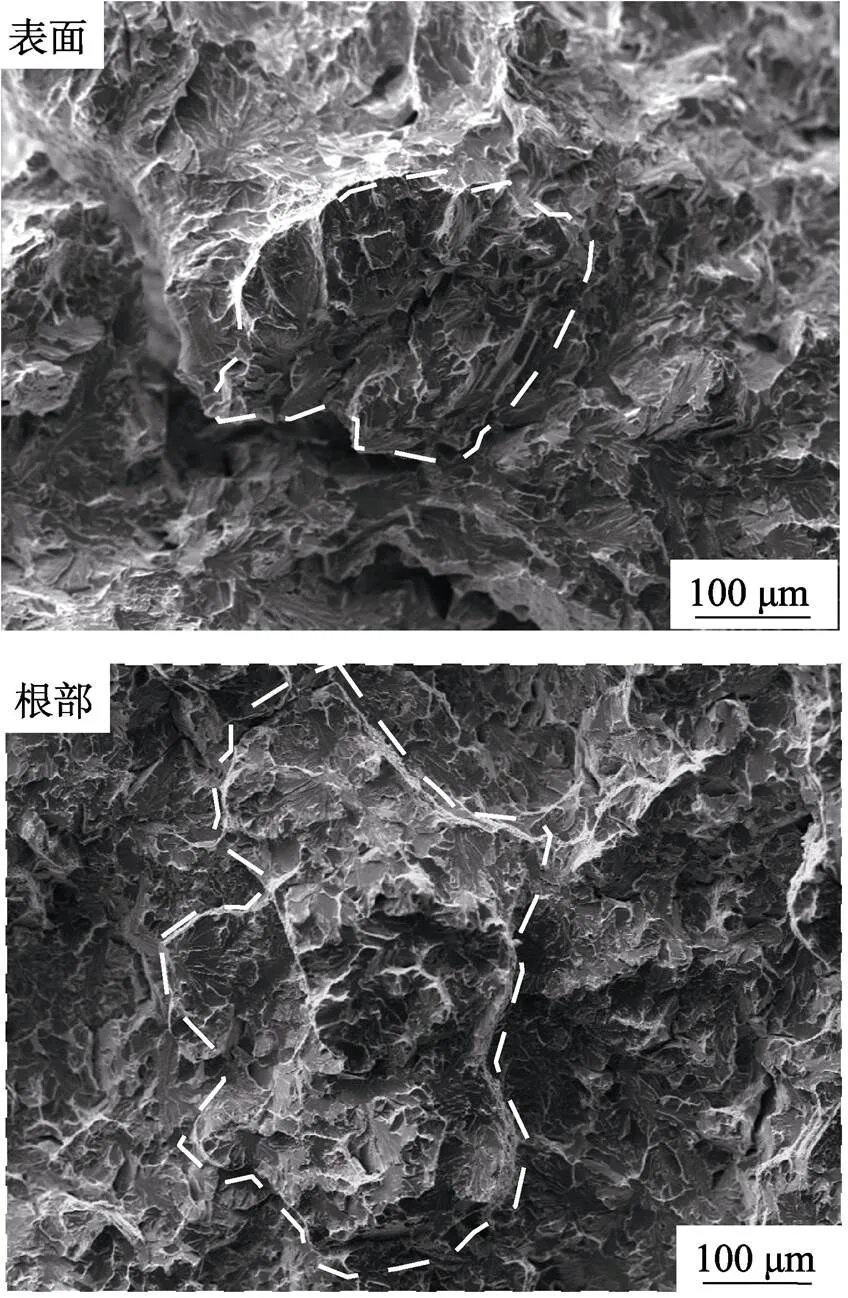
图7 CGHAZ冲击断口形貌
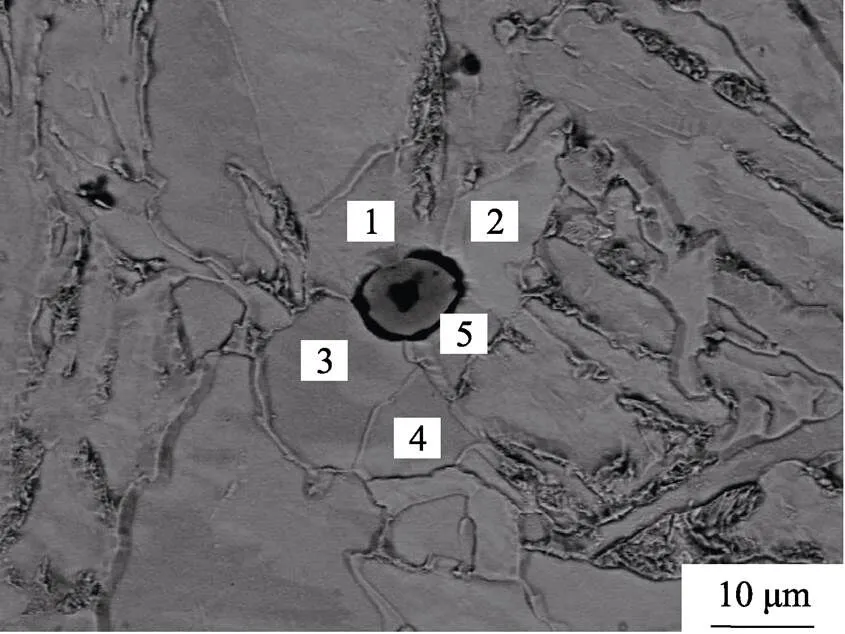
图8 CGHAZ夹杂物形貌
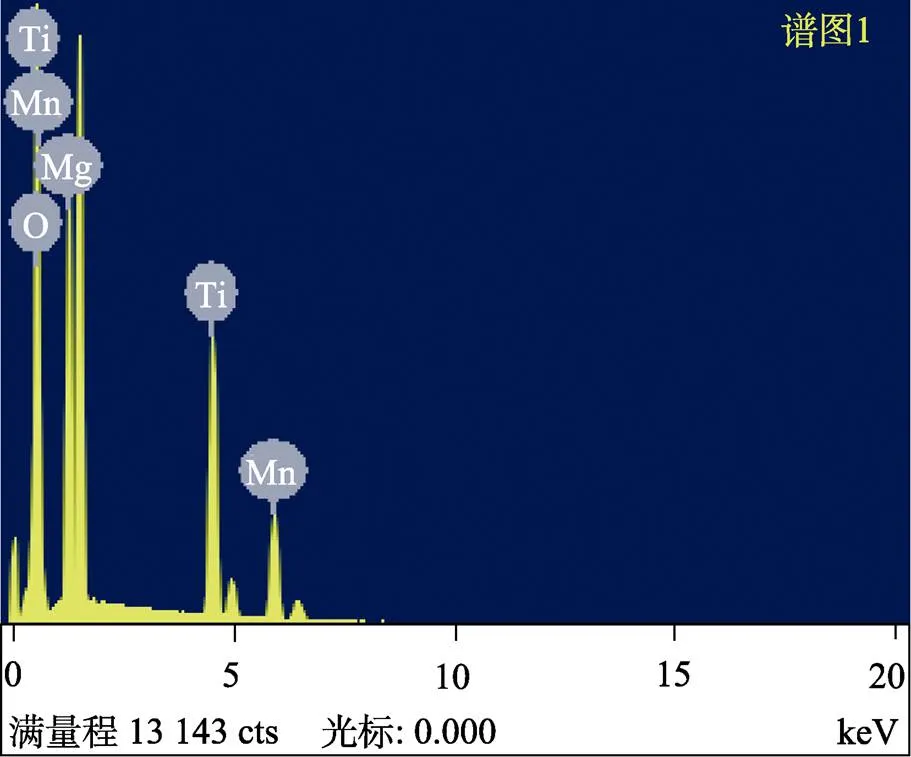
图9 CGHAZ夹杂物能谱图
Ricks[25]通过经典的形核理论,计算出有利于IAF形核的夹杂物直径应该大于0.2 μm,对CGHAZ区域“TiO−MgO−MnO复合型氧化物”的数量进行统计可知,大于0.2 μm的复合夹杂物数量为124个/mm2,能够有效钉扎晶界和促进IAF形核。
4 结论
成功试制了厚度80 mm的E级船板钢,开展了线能量700 kJ/cm的双丝气电立焊试验,焊接接头的力学性能满足E级钢的规范要求。原奥氏体晶粒尺寸、晶界铁素体和晶内铁素体比例共同确保了焊接接头粗晶区的低温冲击韧性,整个焊接接头的薄弱环节位于根部粗晶区,虽然晶界铁素体尺寸和比例大于表面,晶内铁素体比例低于表面,但低温冲击韧性仍能满足相关技术和规范要求。
[1] KOJIMA A, KIYOSE R, UEMORI M, et al. Super High HAZ Toughness Technology with Fine Microstructure Imparted by Fine Particles [J]. Nippon Steel Technical Report, 2004, 90(7): 2-6.
[2] YASUSHI K, RINSEI I, KATSUYUKI I. Improvement of HAZ Toughness for High Heat Input Welding by Using Boron Diffusion from Weld Metal [J]. Welding in the World, 2007, 51(1/2): 31-36.
[3] ZHANG Yu, PAN Xin, LI Xiao-bao. Industrial Development of Steel Plate Suitable for High Heat Input Welding [C]//Proceedings of the Baosteel Academic Conference. Shanghai, 2013: 42-46.
[4] KUNDU J, RAY T, KUNDU A, et al. Effect of the Laser Power on The Mechanical Performance of the Laser Spot Welds in Dual Phase Steels [J]. Journal of Materials Processing Technology, 2019, 267: 114-123.
[5] 张宇, 陈少慧, 马毅. 提高钢板HAZ韧性” “SHTT”技术的开发[N]. 世界金属导报, 2012-09-11 (5).
ZHANG Yu, CHEN Shao-hui, MA Yi. [J]. Development of “SHTT” Technology to Improve HAZ Toughness of Steel Sheet [N]. World Metals Reports, 2012-09-11 (5).
[6] 张宇, 王加友, 王纳. 新一代氧化物冶金技术开发[N].世界金属导报, 2022-01-18 (4).
ZHANG Yu, WANG Jia-you, WANG Na. Development of New Generation Oxide Metallurgy Technology [N]. World Metals Reports, 2022-01-18 (4).
[7] GRAJCAR A, MORAWIEC M, ROZANSKI M, et al. Twin-spot Laser Welding of Advanced High-strength Multiphase Microstructure Steel [J]. Optics & Laser Technology, 2017, 92: 52-61.
[8] WANG X, SHAO M, GAO S, et al. Numerical Simulation of Laser Impact Spot Welding [J]. Journal of Manufacturing Processes, 2018, 35: 396-406.
[9] PARDAL G, MECO S, DUNN A, et al. Laser Spot Welding of Laser Textured Steel to Aluminium [J]. Journal of Materials Processing Technology, 2017, 241: 24-35.
[10] 夏佃秀, 尚成嘉, 孙卫华. 低合金高强度大热输入焊接热影响区组织性能[J]. 焊接学报, 2011, 32(4): 83.
XIA Dian-xiu, SHANG Cheng-jia, SUN Wei-hua. Microstructure and Properties of Heat-affected Zone in Low-alloy High-strength and Large Heat Input Welding [J]. Journal of Welding, 2011, 32(4): 83.
[11] TERADA Y, KOJIMA A, KIYOSEI A, et al. High-strength linepipes with excellent HAZ toughness [J]. Nippon Steel Technical Report, 2004, 90(7): 88-93.
[12] SIMONDS B, SOWARDS J, HADLER J, et al. Dynamic and Absolute Measurements of Laser coupling Efficiency during Laser Spot Welds [J]. Procedia Cirp, 2018, 74: 632-635.
[13] MIYAGI M, ZHANG X, KAWAHITO Y, et al. Surface Void Suppression for Pure Copper by High-speed Laser Scanner Welding [J]. Journal of Materials Processing Technology, 2017, 240: 52-59.
[14] TAKAHASHI J, KAWAKAMI K, Hamada J I, et al. Direct Observation of Niobium Segregation to Dislocations in Steel [J]. Acta Materialia, 2016, 107: 415-422.
[15] OKANO S, KOYAMA T, KOBAYASHI Y, et al. TMCP Type HT570 Steel Plates with Excellent Weld Ability [J]. Kobe Steel Engineering Reports, 2002, 52(1): 20-24.
[16] RAMIREZ J E. Characterization of High-strength Steel Weld Metals: Chemical Composition, Microstructure, and Nonmetallic Inclusions [J]. Welding Journal, 2008, 87(3): 65-75.
[17] FOX A G, EAKES M W, FRANKE G L. The Effect of Small Changes in Flux Basicity on the Acicular Ferrite Content and Mechanical Properties of Submerged Arc Weld Metal of Navy HY100 Steel [J]. Welding Research Supplement, 1996, 75(10): 330-342.
[18] LEE T K, KIM H J, KANG B Y, et al. Effect of Inclusion Size on the Nucleation of Acicular Ferrite in Welds [J]. ISIJ International, 2000, 40(12): 1260-1268.
[19] SARMA D S, KARASEV A V, JONSSON P G. On the Role of Non-metallic Inclusions in the Nucleation of Acicular Ferrite in Steels [J]. ISIJ International, 2009, 49(7): 1063-1074.
[20] Davis C L, King J E. Cleavage Initiation in the Intercritically Reheated Coarse-Grained Heat-Affected Zone: Part 1. Fractographic Evidence [J]. Metallurgical and Materials Transactions A, 1994, 25(3): 563-573.
[21] Jang J, Indacochea J E. Inclusion effects on submerged arc Weld Microstructure [J]. Journal of Materials Science, 1987, 22(2): 689-700.
[22] SIMONDS B, SOWARDS J, HADLER J, et al. Dynamic and Absolute Measurements of Laser Coupling Efficiency During Laser Spot Welds [J]. Procedia Cirp, 2018, 74: 632-635.
[23] OGIBAYASHI S. Advances in Technology of Oxide Metallurgy [J]. Nippon Steel Technical Report, 1994, 61(4): 70-76.
[24] 张亚运, 张宇, 王纳, 等. 焊接热输入量对Mg处理钢粗晶热影响区组织和低温韧性的影响[J]. 热加工工艺, 2019, 48(11): 165-168.
ZHANG Ya-yun, ZHANG Yu, WANG Na, et al. Influence of Welding Heat Input on Microstructure and Low Temperature Toughness of Mg-treated Steel in Coarse-grained Heat-affected Zone[J]. Thermal Processing, 2019, 48(11): 165-168.
[25] RICKS R A, HOWELL P R, BARRITLE G S. The Nature of Acicular Ferrite in HSLA Steel Weld Metals [J]. Journal of Materials Science, 1982,17(3): 732-740.
Microstructure and Properties of Welded Joints of EH36 by Two-electrode Electrogas Welding
WANG Na, ZHANG Yu, ZHAO Fu, QIN Ya-fei
(Institute of Research of Iron and Steel (IRIS), Shasteel, Jiangsu Zhangjiagang 215625, China)
The purpose of this article is to evaluate whether 700 kJ/cm welded joints meet the technical requirements. The steel plate with a thickness of 80 mm was trial-produced by TMCP-ACC. The two-electrode electrogas welding method was used for welding, the microstructure at different positions was observed with an optical microscope, and the joint performance was tested with mechanical properties testing machines. The tensile strength of the welded joint is 542 MPa. The impact absorbed energy at –40 ℃ is above 59 J, and the toughness of the coarse-grained region at the root is not good, which is related to the slow heat dissipation at the root. The conclusion is that the mechanical properties of the welded joint at 700 kJ/cm are excellent.
two-electrode electrogas welding; large heat input; welding property; Microstructure
10.3969/j.issn.1674-6457.2022.12.019
TG142.7
A
1674-6457(2022)12-0170-06
2022–07–28
王纳(1985—),女,硕士,高级工程师,主要研究方向为低合金高强钢板及配套焊接工艺及焊材开发。
张宇(1978—),男,博士,正高级工程师,主要研究方向为先进钢铁材料开发。
